Outsole Pressing in Footwear Manufacturing – Full Shoe Assembly Series
In the previous article, Outsole Attaching in Footwear Manufacturing – Full Shoe Assembly Series, we explored how activated outsoles are accurately positioned and attached to the prepared upper-bottom assembly. During that stage, operators must align the outsole correctly while working within a limited adhesive open-time window. Although precise attachment is critical, it does not guarantee a durable bond by itself.
The moment an outsole is attached, the adhesive system creates an initial connection between the outsole and shoe bottom. However, microscopic air pockets may still remain between the bonding surfaces. Adhesive films may not yet have achieved full contact, and certain areas of the outsole may not be completely consolidated.
If the shoe moves directly to the next operation without proper pressing, these hidden imperfections can later develop into bond failures, edge lifting, or sole separation. This is why outsole pressing is considered one of the most important operations in footwear assembly.
Modern athletic and casual footwear designs have become increasingly complex. Deep tread patterns, sculptured sidewalls, cushioning windows, and multi-density constructions make uniform pressure application more challenging than ever. To address these challenges, footwear manufacturers use hydraulic or pneumatic pressing systems equipped with custom silicon negative molds specifically designed for each outsole geometry.
A properly controlled pressing process contributes directly to bond strength, durability, appearance, and customer satisfaction. Conversely, poor pressing practices frequently lead to costly quality issues and field failures. Therefore, world-class footwear factories treat outsole pressing as a critical quality operation rather than a simple mechanical process.


The Purpose of Outsole Pressing
The primary purpose of outsole pressing is to create complete and intimate contact between the outsole and the bonded shoe bottom. Although the outsole may appear securely attached immediately after positioning, the adhesive system still requires pressure to achieve maximum performance.
When operators attach an outsole manually, the bonding is not permanent. The Main purpose of Outsole attaching is to Position and Upper and Outsole Perfectly based on the feather line marking and Roughing.
Outsole pressing makes the Bond Permanent, eliminates the risk by forcing both surfaces into complete contact. As pressure is applied, trapped air migrates outward from the bond interface while the adhesive film spreads more uniformly across the entire surface. This improved wetting increases the effective bonding area and enhances molecular interaction between the adhesive and substrate materials.
The process also helps stabilize outsole positioning. During the first moments after attachment, the adhesive has not yet developed its full bond strength. Controlled pressure prevents movement and helps maintain alignment, ensuring consistent appearance and dimensional accuracy.
For modern athletic footwear, where outsole designs often include aggressive tread patterns and complex geometries, proper pressing is essential to achieve consistent bond quality throughout the entire outsole.
Key Control Points
- Transfer shoes immediately to the pressing station after attachment.
- Ensure complete mold contact across the outsole surface.
- Verify pressure distribution across all bonding areas.
- Avoid delays that reduce adhesive tack.
Expert Tip:
Automation improves consistency, but it does not eliminate the need for mold inspections.
Verify sensor calibration as rigorously as mechanical calibration.


Pressing Time Window and Adhesive Tack Retention
Timing is one of the most critical variables in outsole pressing. Even when adhesives are applied correctly and activation temperatures are properly controlled, delayed pressing can significantly reduce bond performance.
Footwear adhesives are designed to exhibit maximum tack immediately after activation and assembly. During this period, the adhesive remains highly responsive to compression and capable of flowing into microscopic surface irregularities. This condition provides the ideal opportunity for pressure-assisted consolidation.
Most footwear manufacturers require pressing to be completed within approximately sixty seconds after outsole attachment. This requirement is based on extensive production experience and laboratory validation. During this period, adhesive wetting remains optimal, trapped air can be removed efficiently, and bond development proceeds as intended.
As time passes, adhesive responsiveness gradually decreases. Although the outsole may still appear attached, the ability of pressure to improve contact and eliminate voids diminishes.
Delayed pressing often results in incomplete consolidation, localized weak points, and increased risk of bond failure.
Key Control Points
- Complete pressing within the approved process window.
- Minimize transfer distance between attachment and pressing.
- Avoid work-in-process accumulation.
- Monitor transfer timing through routine audits.
Pro Tip:
Analyze production data weekly to identify hidden process trends.
Maintain backup parameter files for all approved footwear models.


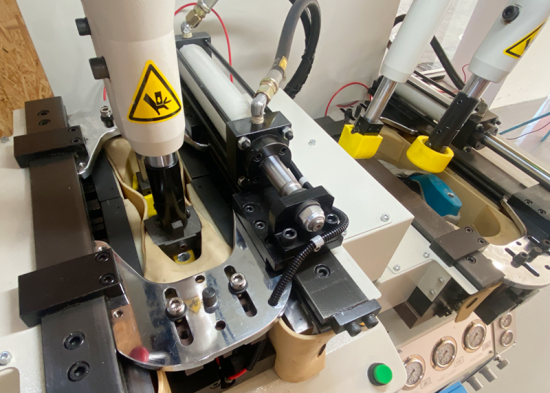
Hydraulic and Pneumatic Outsole Pressing Machines
The equipment used for outsole pressing plays a major role in determining process consistency and product quality. Most footwear factories utilize either hydraulic or pneumatic pressing systems depending on product requirements.
Hydraulic presses generate force through pressurized hydraulic fluid. These systems provide exceptionally stable pressure and are particularly effective for athletic footwear, safety footwear, outdoor footwear, and products incorporating dense rubber compounds.
Because hydraulic systems can maintain high and consistent force throughout the entire dwell cycle, they are widely regarded as the preferred solution for demanding applications.
Hydraulic equipment also offers excellent repeatability. Once the target pressure is achieved, the system maintains stable force throughout the pressing cycle, ensuring uniform consolidation across all bonded areas.
This consistency reduces variability and improves long-term bond performance.
Pneumatic presses operate using compressed air rather than hydraulic fluid. These systems are commonly used for lightweight athletic footwear, casual shoes, children’s footwear, and lifestyle products.
Pneumatic presses typically offer faster cycle times, lower maintenance requirements, and simpler operation.
DGSF MACHINARY
Modern pneumatic systems provide excellent control through programmable settings that regulate pressure, dwell time, and cycle sequences.
Their compact design and ease of integration make them particularly attractive for automated assembly lines.
Key Control Points
- Verify machine calibration regularly.
- Inspect hydraulic and pneumatic systems for leaks.
- Monitor pressure stability during production.
- Follow preventive maintenance schedules.
Pro Tip:
First-pair inspections should always include bond line evaluation.
Review defect patterns by outsole style rather than overall production totals.


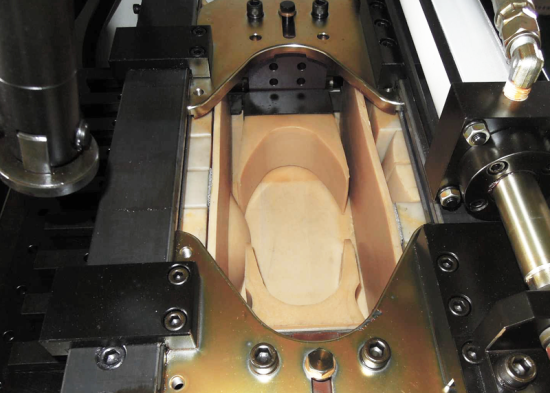
Silicon Negative Molds and Pressure Distribution
While the press machine generates force, the silicon negative mold determines how that force is distributed. In many cases, mold condition has a greater influence on bond quality than machine settings themselves.
Silicon molds are custom-engineered to replicate the exact geometry of the outsole. They conform to tread patterns, sidewall contours, and bottom profiles while distributing pressure evenly across the entire outsole surface.
Without a properly designed mold, pressure would concentrate on raised features while recessed areas would receive insufficient force. Such uneven loading can lead to incomplete bonding, visible pressure marks, tread deformation, and cosmetic defects.
The flexibility of silicon allows the mold to adapt to complex outsole geometries while maintaining uniform force transfer. This capability is particularly important for modern athletic footwear incorporating aggressive traction designs and multidirectional tread patterns. Mold hardness must also be carefully controlled. Excessively soft molds may fail to transfer pressure effectively, while overly hard molds can create localized pressure concentrations.
Manufacturers therefore establish specific Shore hardness requirements for each application.
Key Control Points
- Use approved molds for each outsole design.
- Verify mold condition before production.
- Monitor mold hardness regularly.
- Replace worn or damaged molds promptly.

Pro Tip:
Train operators to recognize early signs of mold deterioration.
Small process deviations often become major quality problems if ignored.


Pressure Settings and Dwell Time Management
Pressure alone does not create a durable bond. The force must be maintained for a sufficient period to allow adhesive consolidation and complete contact development.
Pressure requirements vary between 20-40 bar according to outsole hardness, adhesive chemistry, material composition, and product geometry. Hard rubber compounds generally require different settings than lightweight EVA constructions, while complex outsole designs often demand specialized pressure profiles.
Manufacturers establish validated operating windows through laboratory testing and production trials. These studies determine the optimum combination of pressure and dwell time required to achieve target bond performance.
Dwell time refers to the duration that pressure remains applied after reaching the target level. During this period, trapped air escapes, adhesive films spread uniformly, and microscopic surface irregularities conform under compression. Releasing pressure too early can interrupt these processes and leave portions of the bond incompletely developed.
Ideal dwell time range between 6 – 15 Secs depend on the Outsole Material, Construction and Type of Footwear. Excessively long dwell times, however, do not necessarily improve quality and may reduce productivity. The objective is therefore to identify the optimum cycle duration that balances consolidation effectiveness and manufacturing efficiency.
Key Control Points
- Follow approved engineering specifications.
- Verify pressure and dwell time settings daily.
- Prevent unauthorized parameter adjustments.
- Maintain complete process records.
Pro Tip:
Measure mold temperatures during peak production periods, not only at startup.
Temperature variation often increases during overtime production.

Common Outsole Pressing Defects and Root Causes
Even with properly activated adhesives and accurate outsole attachment, defects can occur if pressing conditions are not adequately controlled.
Edge lifting or Lip Opening or Bonding Gap is one of the most common issues. Although often attributed to adhesive problems, it frequently results from insufficient pressure, uneven pressure distribution, delayed pressing, or mold deterioration.
Air entrapment represents another significant concern. Trapped air pockets may not be visible immediately after production but can later expand and contribute to localized bond failure. Inadequate dwell time, delayed pressing, and poor mold conformity are common contributing factors.
Visible press marks typically result from damaged molds, contamination, excessive pressure, or poor mold design. While these defects may not always affect bond strength, they can create appearance issues that lead to product rejection.
Uneven bond lines generally indicate pressure distribution problems. Such defects often signal mold wear, machine misalignment, or incorrect process settings.
Key Control Points
- Investigate recurring defects systematically.
- Review process records before changing settings.
- Verify mold condition during troubleshooting.
- Monitor defect trends continuously.

Pro Tip:
Track mold temperature trends alongside bond quality data.
Replace molds showing heat-related deterioration before defects appear.


Mold Maintenance and Quality Control
Because silicon molds directly influence pressure distribution, their maintenance is essential for consistent bonding performance. Daily maintenance begins with cleaning. Adhesive residues, dust, and rubber particles can accumulate on mold surfaces and create localized pressure irregularities. Thorough cleaning prevents contamination-related defects and improves mold lifespan.
Visual inspections help identify cracks, tears, permanent deformation, and surface wear before they affect production quality. Many factories also perform routine Shore hardness testing to monitor material deterioration and determine replacement timing. Quality control extends beyond mold inspection. Production teams continuously verify machine settings, cycle completion, pressure stability, and bond line appearance.
Laboratory testing further confirms process effectiveness through peel testing, bond strength evaluation, and durability assessments.
Key Control Points
- Clean molds daily.
- Perform regular Shore hardness testing.
- Verify machine settings at defined intervals.
- Maintain complete production traceability.
DGSF Machinery
Pro Tip:
Pressure distribution problems often originate from mold wear rather than machine malfunction.
Compare bonding performance between new and old molds during troubleshooting.


Automation and Smart Pressing Technologies
As footwear manufacturing embraces Industry 4.0 principles, outsole pressing operations increasingly benefit from automation and digital process control. Modern presses can automatically regulate pressure, dwell time, cycle sequences, and production parameters according to predefined specifications.
This reduces operator dependency and improves consistency across different shifts and production lines.
Integrated sensors continuously monitor machine performance, pressure profiles, and cycle completion. Real-time data collection enables immediate detection of abnormal conditions and supports proactive corrective action.
Digital traceability systems store production data automatically, providing valuable information for quality investigations, customer audits, and continuous improvement initiatives.
Predictive maintenance has also become increasingly important. By analyzing equipment performance trends, manufacturers can identify developing issues before failures occur, reducing downtime and improving overall equipment effectiveness.
Key Control Points
- Validate sensor accuracy regularly.
- Monitor production data trends.
- Maintain software backups.
- Utilize predictive maintenance programs.
Pro Tip:
Conduct pressure mapping when introducing new outsole designs.
Pay special attention to heel and toe transition zones.


Common Outsole Pressing Defects and Root Causes
Outsole pressing defects typically originate from process variation, equipment issues, or mold deterioration. Understanding root causes enables faster corrective action and defect prevention.
Common Defects
| Defect | Typical Cause |
|---|---|
| Edge lifting / Lip Opening / Bonding Gap | Insufficient pressure |
| Air pockets | Delayed pressing |
| Poor adhesion | Inadequate consolidation |
| Press marks | Damaged mold |
| Tread deformation | Excessive pressure |
| Uneven bond line | Uneven mold wear |
| Wrinkles | Excessive Pressure / Excessive Heat |
| Surface damage | Temperature issues |
| Layer Open / Displacement | Excessive Pressure / Excessive Heat |
Pro Tip:
Place pressing stations as close as possible to outsole attachment operations.
Include attachment-to-press timing in routine process audits.


Conclusion
Outsole pressing is the critical consolidation stage that transforms outsole attachment into a durable and reliable bond. By applying controlled pressure through carefully engineered silicon molds, manufacturers eliminate trapped air, maximize adhesive contact, and create the foundation for long-term product performance.
The success of this operation depends on strict control of timing, pressure, dwell time, mold condition, and temperature. Each variable influences bond development, and even small deviations can significantly impact durability and appearance.
In the next article of the Full Shoe Assembly Series, we will explore Chiller in Footwear Manufacturing, where freshly pressed footwear is cooled and stabilized to preserve alignment, protect bond integrity, and prepare the product for subsequent inspection and finishing operations.

Pro Tip:
Compare actual machine output pressure with displayed values periodically.
Moisture contamination is a common hidden cause of pneumatic performance variation.

Frequently Asked Questions – FAQs
Why is outsole pressing required after outsole attachment?
Outsole attachment creates initial contact between the outsole and upper bottom. Pressing removes trapped air, improves adhesive wetting, increases contact area, and strengthens the final bond.
Why must pressing be completed within 60 seconds?
Most footwear adhesives exhibit maximum tack immediately after attachment. Pressing within this period maximizes consolidation effectiveness and improves bond strength.
What is the purpose of a silicon negative mold?
The silicon mold distributes pressure uniformly across complex outsole geometries while preventing tread deformation, localized over-compression, and visible press marks.
What causes air pockets after outsole pressing?
Common causes include delayed pressing, insufficient pressure, inadequate dwell time, poor mold condition, and uneven pressure distribution.
Which is better: hydraulic or pneumatic pressing?
Hydraulic presses provide higher force and are often preferred for heavy-duty footwear. Pneumatic presses offer faster cycles and simpler maintenance for lighter constructions.
How often should silicon molds be inspected?
Molds should be cleaned and visually inspected daily. Shore hardness evaluation and detailed condition assessments should be conducted weekly.
What is the most overlooked cause of outsole bonding problems?
Degraded silicon molds are among the most common hidden causes of uneven bond lines, press marks, and inconsistent bonding performance.
Pro Tip:
Many sole separation issues originate from delayed pressing rather than adhesive failure.
Review line balancing whenever transfer times begin increasing.