Toe Pounding / Setting in Footwear Manufacturing – Full Shoe Assembly Series
In the previous blog, Heel / Seat Pressing & Crowning in Footwear Manufacturing – Full Shoe Assembly Series, we discussed how seat pressing stabilizes the heel area and improves the foundation for downstream bottom preparation processes. However, the toe region also requires equally precise stabilization because lasting operations create significant material accumulation around the toe feather edge.
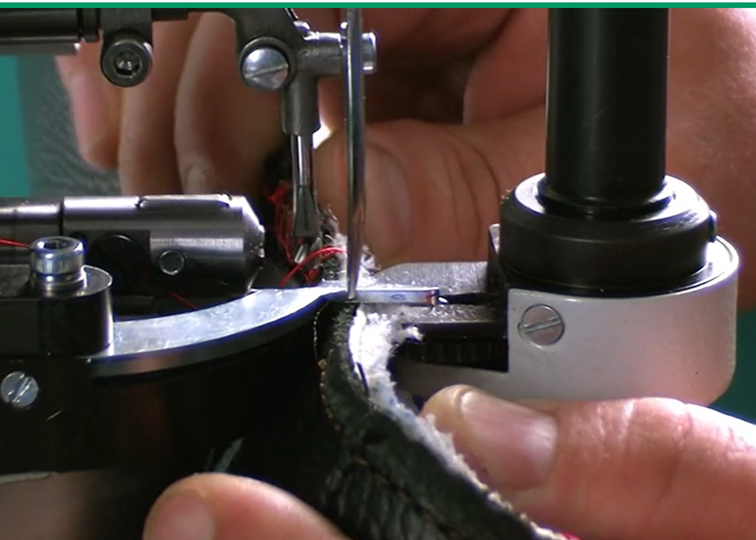
During toe lasting and side lasting, the upper material is stretched tightly around the last while wipers pull the margin underneath the insole. As this process continues, multiple material layers gather near the toe area. The problem becomes more critical in leather footwear, safety shoes, boots, and thicker-material constructions where heavy upper materials and reinforcement components increase bulk formation around the feather edge.
If this accumulated material is not flattened properly, several downstream issues may occur. Roughing consistency may become unstable, outsole bonding quality may reduce, and visible toe ridges may appear in the finished shoe. In some cases, uneven material compaction may even affect toe shape symmetry and upper appearance quality.
Therefore, footwear factories perform toe pounding or toe setting after heat setting and before roughing operations. This process uses heated rotating drums, pounding rollers, or mechanical hammer systems to compress and stabilize the toe feather edge against the last shape. Under controlled temperature, pressure, and RPM conditions, excess material becomes compact, smoother, and more uniform.
Modern footwear factories consider toe pounding a highly important bottom preparation operation because it directly influences:
- Feather edge consistency
- Roughing quality
- Bonding strength
- Toe shape appearance
- Sole seating accuracy
- Production repeatability
- Final footwear aesthetics
Although the operation may appear simple from the outside, precise process control is essential for maintaining assembly quality and minimizing rejection rates in high-volume footwear production environments.


Understanding Toe Pounding and Its Purpose
Toe pounding is a mechanical compaction process used to flatten and stabilize the toe feather edge after lasting operations. During lasting, upper materials are pulled tightly around the last shape to achieve the required shoe profile. Consequently, excess material gathers beneath the toe area where upper layers overlap and compress against the insole edge.
This accumulation becomes especially noticeable in thicker constructions because leather, Toe Puff, reinforcement components, adhesives, and lining materials create localized bulk near the feather edge. Without additional compaction, the bottom profile remains uneven and difficult to process during roughing and bonding operations.
Toe pounding eliminates this problem by applying controlled heat, friction, and pressure to the toe margin area. The machine compresses the gathered material tightly against the last surface so that the feather edge becomes smoother and more stable. The operation is particularly important in most of the Cemented or Lasted Constructions Footwear
- Leather footwear
- Safety footwear
- Heavy-duty boots
- Formal shoes
- Thick synthetic constructions
- Multi-layer upper designs

In premium footwear manufacturing, toe appearance is one of the most visually noticeable quality areas. Even small irregularities near the toe edge can affect the overall appearance of the finished shoe. Therefore, factories pay close attention to toe setting quality because appearance consistency strongly influences customer perception.
Apart from visual improvement, toe pounding also improves functional assembly quality. A compact feather edge allows roughing wheels to contact the bonding surface more evenly. As a result, adhesive penetration improves and outsole bonding becomes more reliable. In modern assembly lines, toe pounding is not treated as a cosmetic finishing step alone. Instead, it is considered a critical engineering process that supports:
- Bottom preparation consistency
- Adhesive bonding performance
- Shape stability
- Process repeatability
- Manufacturing efficiency
Factories that ignore proper toe setting standards often experience higher rejection rates during roughing inspection, bonding inspection, and final appearance evaluation.
Key Control Points
- Ensure full feather edge compaction around the toe
- Prevent localized material folding
- Verify upper stabilization before pounding
- Maintain correct shoe positioning during operation
Expert Tip: Perform toe pounding immediately after heat setting because material flexibility improves compaction effectiveness.


Position of Toe Pounding in the Shoe Assembly Process
The position of toe pounding within the assembly sequence is extremely important because the timing of compaction directly affects process efficiency and material behavior. After lasting operations, the upper material still contains internal stress generated by stretching and shaping around the last. Heat setting partially stabilizes the material and softens adhesives, reinforcement components, and upper fibers. Therefore, footwear factories normally perform toe pounding immediately after heat setting because the material remains flexible enough for controlled compression.
If the process is performed too early, the upper may continue shifting during later stabilization stages. On the other hand, if the material cools excessively before compaction, the feather edge becomes more difficult to flatten uniformly. The standard production flow generally follows this sequence:
- Toe lasting
- Side and seat lasting
- Heat setting
- Toe pounding
- Roughing
- Cementing
- Sole attachment
This arrangement ensures that roughing operations are performed only after the feather edge becomes stable and uniform. In modern high-volume footwear factories, toe pounding stations are often integrated directly within the lasting conveyor system. This integration minimizes handling delays and helps maintain temperature consistency between heat setting and compaction stages.
Some advanced automated assembly lines transfer shoes directly from heating tunnels into toe pounding stations through synchronized conveyors. This process improves compaction effectiveness because the material retains optimum flexibility during transfer.
Production engineers also prefer toe pounding before roughing because compacted feather edges allow more stable roughing depth control. Consequently, the bonding surface becomes more uniform and outsole adhesion performance improves significantly. When factories position the process incorrectly within the assembly sequence, problems such as uneven roughing, bonding inconsistency, and outsole alignment variation may increase considerably.
Key Control Points
- Perform toe pounding immediately after heat setting
- Avoid excessive cooling before compaction
- Maintain continuous process flow
- Ensure upper stability before roughing operations
Pro Tip: Use separate machine standards for leather, synthetic, athletic, and safety footwear constructions.

Toe Pounding Machine Construction and Working Principle
Toe pounding machines are specifically designed to compress excess upper material without damaging the upper surface or distorting the shoe shape. Although machine designs vary between manufacturers, the basic operating principle remains similar across most industrial footwear production lines.
The machine normally includes rotating pounding drums, heated rollers, pneumatic pressure systems, support fixtures, speed control units, and safety guards. During operation, the operator places the lasted shoe against the pounding mechanism while the machine applies controlled compression along the toe feather edge.
In rotating drum systems, heated cylinders apply friction and pressure simultaneously to compact the upper margin. Meanwhile, hammer-type systems use repeated mechanical impacts to flatten heavier constructions more aggressively. Both systems combine, Heat, Pressure, Friction and Rotation to redistribute and compress accumulated material layers evenly.
Machine temperature typically operates around 75–80°C because this range softens adhesives and upper fibers sufficiently for stable compaction. Similarly, rotational speeds close to 2000 RPM help maintain efficient material flattening while supporting high production output.
Similarly, rotational speeds close to 2000 RPM help maintain efficient material flattening while supporting high production output.
Key Control Points
- Inspect drum condition regularly
- Verify pneumatic pressure stability
- Maintain correct RPM settings
- Check machine alignment daily

Pro Tip: Always verify actual roller temperature using infrared thermometers during production.


Temperature Control During Toe Setting Operations
Temperature control is one of the most critical variables in toe pounding because heat directly influences material flexibility, adhesive behavior, and reinforcement stability. During compaction, upper materials must soften sufficiently to flatten smoothly against the last. Therefore, footwear factories generally maintain machine temperatures between 75–80°C depending on material type and construction complexity.
Within this temperature range, leather fibers, adhesives, lining materials, and thermoplastic components become flexible enough for controlled compression. Consequently, the feather edge becomes smoother and more uniform. However, improper temperature control can quickly create major quality problems.
If the temperature remains too low, the material stays stiff and difficult to compress properly. In this condition:
- Feather edges remain bulky
- Roughing becomes inconsistent
- Material folds remain visible
- Bonding quality deteriorates
Conversely, excessive temperature creates even more serious problems. Overheating may distort toe puff materials, shrink synthetic uppers, damage upper finishes, or activate adhesives excessively. Leather footwear requires especially careful monitoring because natural leather reacts differently depending on: Thickness, Moisture Level, Tanning Method, Surface Finish, Fiber Density.
Key Control Points
- Maintain approved temperature standards consistently
- Verify temperature using infrared measurement
- Adjust settings according to material thickness
- Monitor toe puff activation carefully

Pro Tip: Inspect feather edge cross-sections during new style development trials before bulk production.




Influence of Toe Pounding on Roughing and Bonding Quality
Toe pounding directly influences roughing consistency and outsole bonding performance because both processes depend on stable feather edge geometry.
Roughing operations remove surface finish layers to create a textured bonding surface for adhesive application.
However, if the feather edge remains bulky or uneven, roughing depth becomes inconsistent across the toe area.
As a result:
- Some areas receive insufficient roughing
- Some zones become over-buffed
- Cement coverage varies
- Bonding strength reduces

This inconsistency increases the risk of outsole separation and edge lifting during wear. When toe pounding is performed correctly, the feather edge becomes smooth and stable. Consequently, roughing wheels maintain more uniform contact pressure across the bonding area. Adhesive penetration improves and cement distribution becomes more consistent.
Toe pounding also supports accurate sole positioning during pressing operations. Uneven toe margins may interfere with outsole seating and alignment, especially in cupsole and molded outsole constructions.
Key Control Points
- Verify roughing uniformity after compaction
- Monitor outsole seating consistency
- Check adhesive bonding surfaces regularly
- Inspect feather edge quality before cementing

Pro Tip: Synchronize toe pounding output with roughing capacity to prevent material cooling delays.


Common Toe Pounding Defects and Corrective Actions
Several production defects may occur during toe pounding if machine settings, operator handling, or maintenance conditions become unstable. One common defect is incomplete compaction. This problem occurs when machine pressure or temperature remains too low. Consequently, the feather edge stays bulky and uneven, which later affects roughing and bonding quality.
Another serious defect is toe puff distortion. Excessive heat softens reinforcement components too aggressively and permanently changes the toe shape. This issue becomes highly visible in athletic footwear and safety shoes where toe structure consistency is extremely important.
Surface marking defects may also occur when pounding drums become worn or contaminated with adhesive residue. Damaged drum surfaces can create scratches, pressure marks, or gloss variation on sensitive upper materials. Over-compression creates additional risks such as: Material cracking, Surface glazing, Edge thinning, Coating Damage
Key Control Points
- Monitor defects during every production shift
- Replace worn drums immediately
- Standardize operator positioning methods
- Verify toe symmetry continuously
Pro Tip: Replace damaged pounding drums immediately to avoid upper marking defects.


Conclusion
Toe pounding / setting is a critical process within footwear assembly because it stabilizes the feather edge and prepares the shoe for consistent roughing and bonding operations. Although the operation lasts only a short time, it significantly influences outsole adhesion quality, toe appearance, shape symmetry, and assembly repeatability. Factories that maintain proper control over temperature, pressure, RPM, and operator handling achieve:
- Better feather edge quality
- Improved bonding performance
- Lower rejection rates
- Cleaner toe appearance
- Higher process consistency
In the next blog, we will continue the Full Shoe Assembly Series with Ironing / Wrinkle Chasing in Footwear Manufacturing, where we will discuss wrinkle removal methods, upper appearance correction, heat ironing systems, and finishing quality improvement after lasting operations.
Pro Tip: Monitor toe puff activation carefully because overheating permanently alters toe shape.


Frequently Asked Questions – FAQs
What is toe pounding in footwear manufacturing?
Toe pounding is a process that compresses excess upper material around the toe feather edge after lasting operations.
Why is toe pounding important before roughing?
It creates a smooth and stable feather edge that improves roughing consistency and outsole bonding quality.
What temperature is commonly used during toe pounding?
Most factories operate between 75–80°C depending on material type and construction.
Which footwear constructions require toe pounding most?
Leather footwear, safety shoes, boots, and thick-material constructions require toe pounding most frequently.
What defects occur due to excessive heat?
Excessive heat may cause toe puff distortion, upper shrinkage, adhesive migration, and surface damage.
Can poor toe pounding affect outsole bonding?
Yes. Uneven feather edges create inconsistent roughing and weak bonding areas.
Is toe pounding automated in modern footwear factories?
Yes. Many factories now use digitally controlled and servo-assisted automated toe setting systems.
Pro Tip: Implement first-piece approval systems at every shift change for better process consistency.