Stitching Assembly Process in Upper Manufacturing (Part 1)– Stitching Process Series
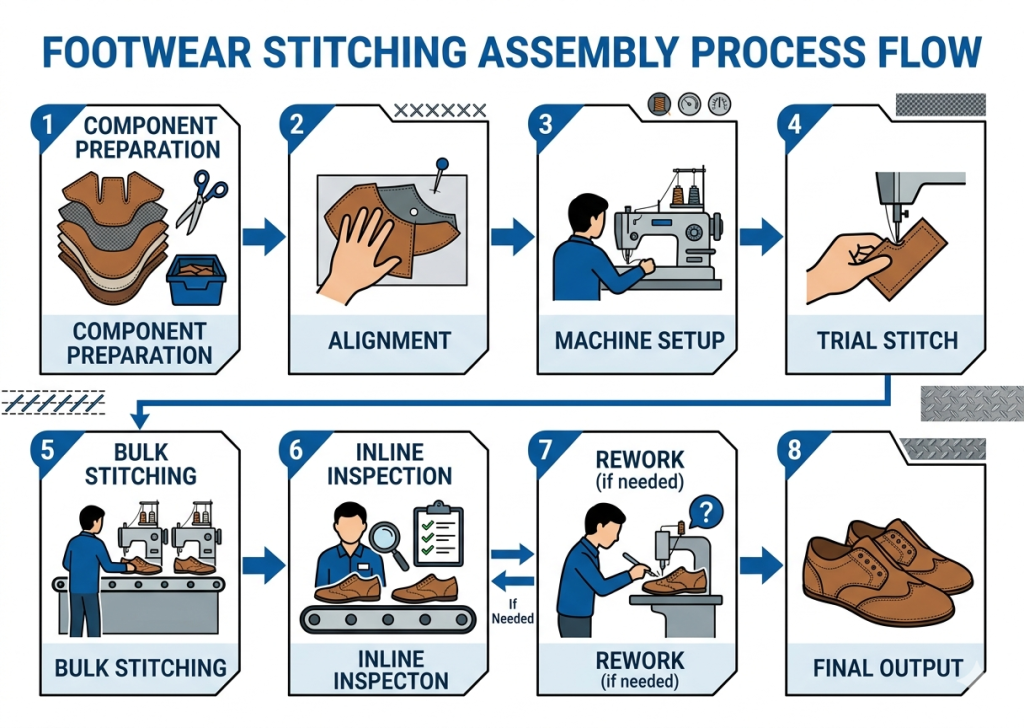
Stitching assembly is the stage where engineered components are transformed into a structured upper through controlled joining operations. At this point, dimensional accuracy achieved during cutting and preparation must be preserved, while simultaneously building strength and maintaining design intent.
From a production standpoint, stitching introduces mechanical stress, material compression, and feed-related distortion. Therefore, this process is not just joining—it is controlled shaping. Improper handling at this stage leads to downstream issues such as toe spring variation, vamp wrinkles, and misfit during lasting.
In actual factory execution, stitching assembly is governed by an Operation Bulletin (OB) and Standard Minute Value (SMV) allocation. Each operation is sequenced to balance load across operators while minimizing material handling. Additionally, material combinations (leather + synthetic + foam + lining) behave differently under needle penetration. Hence, machine setting standardization is critical across shifts.
Key Control Points
- Follow OB sequence to prevent cumulative distortion
- Maintain pre-alignment using reference notches or markings
- Control feed mechanism to avoid stretching (especially soft uppers)
- Ensure stitch tension balance (top & bobbin)


Stitching Construction Types in Footwear
Stitching in footwear is classified based on functional intent, and this classification directly influences machine selection, thread specification, and stitch parameters.
In industrial practice, every stitch line is defined during product engineering with a clear purpose—either to carry load or to enhance appearance. Mixing these objectives without clarity leads to over-engineering or visual inconsistency.
Constructive Stitching (Load Bearing Seams)
Constructive stitching forms the structural skeleton of the upper. These seams are subjected to repeated flexing, tensile stress, and environmental exposure during product usage.
Typical examples include vamp-quarter joining, eyestay attachment, and lining fixation. These areas must sustain stress without seam opening or thread breakage.
From a process perspective, constructive seams require controlled SPI (stitches per inch), proper seam margin, and reinforcement techniques such as back-tacking or bar-tacking.
Key Control Points
- Maintain SPI based on material thickness (typically 6–10 SPI)
- Use high-tenacity thread (polyester/nylon)
- Ensure seam margin consistency (avoid edge tearing)
- Reinforce high-stress points (eyelets, flex zones)
Decorative Stitching (Aesthetic Seams)
Decorative stitching enhances product value perception and brand identity. These stitches are often highlighted using contrast threads, visible top-stitching, or pattern-based designs.
Although not load-bearing, decorative stitching demands higher visual precision. Even minor variation in spacing or waviness becomes immediately visible to customers. Operationally, this requires controlled machine speed, guide attachments, and skilled operator handling.
Key Control Points
- Maintain consistent edge distance (critical for top stitch)
- Use guide attachments for straightness
- Control machine speed to avoid deviation
- Ensure pair matching (left-right symmetry)
Pro Tip : Always conduct first-piece approval before bulk stitching

Thread and Needle Engineering in Stitching
Thread and needle selection is not a routine choice—it is a critical engineering decision that defines seam performance, machine efficiency, and product durability. Threads must withstand abrasion, repeated flexing, and environmental exposure. Therefore, synthetic threads such as polyester and nylon are widely used due to their high tensile strength and consistency. In contrast, cotton blends may be used where softer seam feel is required.
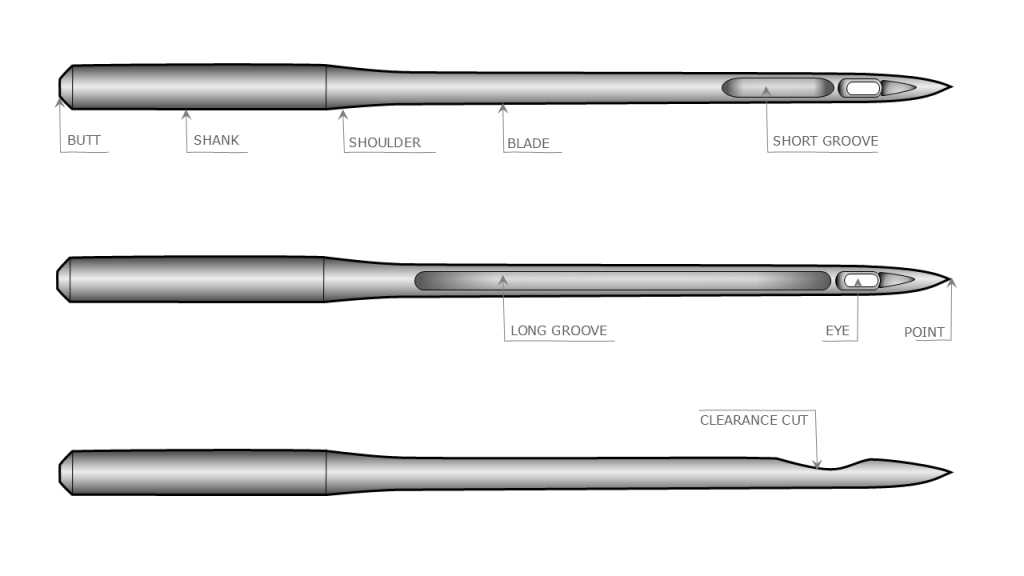
Needle selection directly impacts penetration force, hole formation, and stitch quality. For leather uppers, cutting point needles are preferred to reduce penetration resistance. For textiles and linings, round point needles prevent yarn damage.
Mismatch between thread and needle often leads to defects such as skipped stitches, seam puckering, or excessive hole visibility. Therefore, standardization across styles is essential. For a deeper technical understanding of thread types, needle specifications, and selection matrix, refer to our detailed guide in the Stitching Series (internal blog link to be inserted).
Key Control Points
- Match thread size with seam strength requirement
- Select needle type based on material (cutting vs round point)
- Replace needles periodically to avoid damage
- Maintain correct needle-thread compatibility
Pro Tip : Use edge guides to eliminate operator variation


Core Stitching Machine Applications
Different machine configurations are used depending on accessibility, component geometry, and stitching complexity.
Single Needle Stitching
Single needle stitching remains the most versatile and widely used stitching method in footwear upper manufacturing. It is suitable for both straight and moderately complex seam profiles, allowing flexibility across different upper designs. In practical factory setups, single needle machines are available in two main configurations:
Flat Bed Single Needle Machine
Flat bed machines are used where the component surface is relatively flat and easy to handle. Operators work on a horizontal platform, which provides stability and control during stitching. These machines are ideal for all flat operations:
- Vamp joining
- Quarter stitching
- Overlay attachment
- Lining stitching (flat components)
The flat surface supports consistent feeding, reducing the risk of material distortion in flat panels.
Post Bed Single Needle Machine
Post bed machines feature a vertical column (post), allowing better access to curved and three-dimensional components. This configuration is essential when stitching pre-shaped or partially assembled uppers. Applications include:
- Closed upper stitching
- Toe and vamp shaping areas
- Complex curved seam operations
- Small or narrow component handling
The elevated working area improves visibility and operator control, especially in tight curves.
Advantages
- High flexibility across multiple operations
- Suitable for both leather and synthetic materials
- Easy to control and adjust
- Widely available and cost-effective
Limitations
- Operator skill dependency is high
- Not suitable for high-volume decorative consistency
- Slower compared to automated systems
- Risk of variation between operators
Key Control Points
- Maintain uniform stitch length
- Avoid pulling or stretching material during feeding
- Ensure correct presser foot pressure
- Monitor seam alignment continuously
Pro Tip : Implement inline QC after critical seams (vamp joining)


Double Needle Stitching

Double needle stitching is used where both structural reinforcement and aesthetic consistency are required. It produces two parallel stitch lines simultaneously, improving seam strength and visual appeal. Similar to single needle machines, double needle machines are also available in two configurations:
Flat Bed Double Needle Machine
Flat bed double needle machines are used for stitching flat components where parallel seams are required.
Typical applications include:
- Quarter panel stitching
- Decorative overlays
- Reinforced seam lines on flat surfaces
The flat base ensures uniform feeding and maintains equal spacing between stitch lines.
Post Bed Double Needle Machine
Post bed double needle machines are designed for complex upper shapes and curved surfaces. They allow operators to stitch parallel lines even on three-dimensional components. Applications include:
- Sport shoe uppers
- Curved overlays
- Heel counter areas
- Pre-assembled upper structures
This configuration ensures better control and visibility when stitching difficult geometries.
Advantages
- Increased seam strength due to dual stitching
- Improved aesthetic consistency
- Reduced operation time compared to two-pass stitching
- Better load distribution across seam
Limitations
- Requires precise machine calibration
- Higher maintenance compared to single needle
- Limited flexibility for tight curves (flat bed type)
- Higher machine cost
Key Control Points
- Maintain equal tension on both threads
- Ensure accurate needle gauge setting
- Check parallel alignment regularly
- Avoid differential feeding issues
Pro Tip : Maintain thread consumption standard to detect abnormalities

Zig-Zag Stitching (Flexibility Zones)
Zig-zag stitching allows material expansion without breaking the thread. This makes it ideal for flexible zones such as collars and stretch inserts. The stitch geometry absorbs stress, thereby preventing seam failure during movement.
Key Control Points
- Adjust stitch width based on flexibility requirement
- Avoid excessive density (causes stiffness)
- Maintain uniform zig-zag pattern
- Prevent thread looping
Pro Tip : Use different needle types for leather vs synthetic


Computerized Pattern Stitching
Computerized stitching machines represent a major shift from operator-dependent stitching to program-controlled precision manufacturing. These machines are extensively used in modern footwear factories, especially for branded and performance footwear.
The process begins with digital pattern programming, where stitch paths are created using specialized software. This program defines stitch length, direction, speed, and pattern geometry. Once programmed, the material is placed in a fixture or clamp, ensuring consistent positioning. The machine then executes the stitching automatically with minimal operator intervention.
This approach eliminates variability caused by manual handling and ensures identical output across large production volumes. From a production efficiency standpoint, computerized stitching significantly reduces rework and improves first-pass yield. It also enables complex stitching patterns that are not feasible manually.
Cost and Productivity Impact
Although the initial investment is high, computerized stitching delivers long-term cost savings through:
- Reduced dependency on highly skilled operators
- Lower rejection and rework rates
- Consistent production output
- Faster cycle time for repetitive patterns

In high-volume styles, the return on investment is achieved through productivity gains and quality consistency.
Advantages
- High precision and repeatability
- Ideal for complex designs and logos
- Reduced operator skill dependency
- Improved production consistency
- Lower defect rates
Limitations
- High initial investment cost
- Requires programming expertise
- Limited flexibility for frequent style changes
- Maintenance and calibration requirements
Key Control Points
- Validate program accuracy before production
- Ensure proper fixture alignment
- Monitor stitch consistency during initial runs
- Maintain regular machine calibration
Pro Tip : Standardize machine RPM across operators


Binding Stitching (Edge Finishing)
Binding is used to cover exposed edges, especially in collar and topline areas. It enhances durability and improves comfort by eliminating raw edges. The process involves simultaneous folding and stitching of binding tape using specialized attachments.
Key Control Points
- Maintain uniform fold width
- Ensure proper tape feeding
- Avoid twisting or misalignment
- Check edge coverage consistency
Pro Tip : Introduce operator skill matrix for complex stitching


Specialized Stitching Machines Used in Footwear
In addition to standard machines, specialized machines are used to address complex geometries and reinforcement needs. These machines improve productivity and enable operations that are difficult with conventional setups. Common types include:
- Cylinder bed machines (for tubular shapes)
- Bar-tack machines (reinforcement stitching)
- Pattern sewing machines (automation)
Key Control Points
- Select machine based on component geometry
- Ensure operator skill compatibility
- Maintain machine-specific settings
- Avoid misuse of machine type
Pro Tip : Track defect Pareto (skipped stitch, puckering, misalignment)


Some of the Major Machine Manufacturers
JUKI Corporation (Japan)
World-leading industrial sewing machine manufacturer known for high-speed, durable machines widely used in footwear upper assembly lines. JUKI CORPORATION
Brother Industries (Japan)
Specializes in computerized and programmable stitching systems with excellent precision for automated footwear stitching applications.
BROTHER INDUSTRIES
PFAFF Industrial (Germany)
Premium German brand known for heavy-duty stitching solutions suitable for leather footwear and high-strength seam applications.
PFAFF INDUSTRIAL
Dürkopp Adler (Germany)
Advanced industrial sewing systems focusing on automation, precision, and high-end footwear manufacturing solutions. DUERKOPP ADLER
GOLDEN WHEEL (China)
China brand known for heavy-duty stitching solutions suitable for leather footwear and high-strength seam applications.
GOLDEN WHEEL
GLOBAL Intl. (Netherland)
Premier destination for industrial sewing machines worldwide. With a network of over 300 distributors all over the globe, we’ve dedicated ourselves to excellence in distribution for over 70 years.. GLOBAL INDUSTRIAL SEWING MACHINE

Frequently Asked Questions – FAQs
1. Why is stitching sequence important?
It prevents cumulative distortion and ensures proper upper shape before lasting.
2. What causes seam puckering?
Incorrect thread tension, needle size mismatch, or improper feed.
3. Which machine is best for curved stitching?
Post bed machine offers better visibility and control.
4. Why does thread break frequently?
Due to wrong tension, poor thread quality, or damaged needle.
5. What is SPI in stitching?
Stitches per inch, used to control seam strength and flexibility.
6. Why is computerized stitching used?
To achieve repeatability and precision in complex designs.


Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Cut Component inspection after cutting/clicking – Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Embroidery in Footwear Manufacturing–Stitching Process Series
- Component Skiving in Footwear Manufacturing–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Component Printing in Footwear Manufacturing – Stitching Process Series
- Nosew Application in Footwear Manufacturing – Stitching Process Series
- Component Folding in Footwear Manufacturing – Stitching Process Series