Forming (Specific to Moccasin Construction) Process in Footwear Manufacturing – Full Shoe Assembly Series
In the previous article of our Full Shoe Assembly Series on TheFootwearEdge, we examined the Toe Forming / Toe Molding (Strobel Construction Specific) process. That operation shapes the toe area for Strobel-stitched uppers to ensure clean lasting and minimal material stress. Now, we shift focus to the dedicated Forming (Specific to Moccasin Construction) process. This critical step establishes the characteristic wrapped, bag-like three-dimensional shape of moccasin uppers before lasting. Factories rely on this pre-forming to handle the unique demands of moccasin leather that wraps under the foot and receives top-line stitching.
Moccasin construction demands gentle yet precise shaping because the upper leather forms a soft, flexible glove around the foot. Operators use heated aluminum molds contoured exactly to the last profile. They often combine controlled steam bursts to soften the leather without damaging stitch lines or causing over-stretch. This operation reduces internal stresses, prevents wrinkles in complex stitched areas, and prepares the upper for accurate moccasin stitching and subsequent assembly.


Pre-Forming Moccasin Uppers with Heated Molds
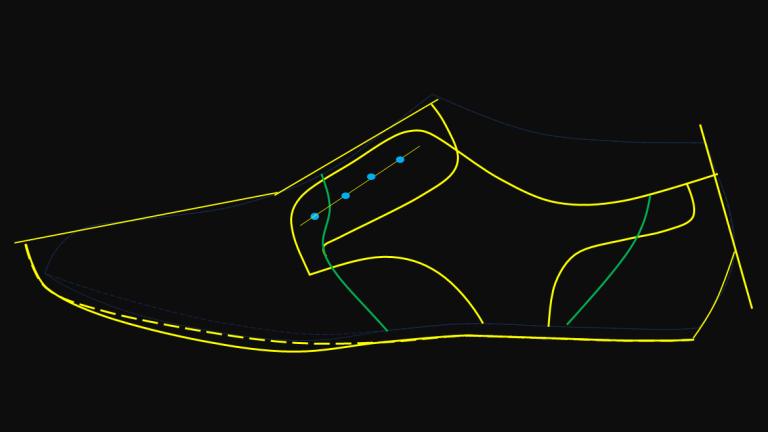
Factories perform pre-forming on moccasin uppers to create the initial three-dimensional form that matches the last contour. This step transforms flat or semi-closed leather components into a shaped vamp and quarters ready for precise moccasin seam stitching.
This process holds high importance in moccasin production because the construction wraps the leather underneath the foot. Without proper pre-forming, wrinkles form along stitch lines, distortion appears in the forepart, and lasting becomes inconsistent. Proper forming minimizes material stress, preserves leather quality, and delivers the signature soft, comfortable hand of true moccasin footwear while maintaining production efficiency in medium-to-high volume lines.
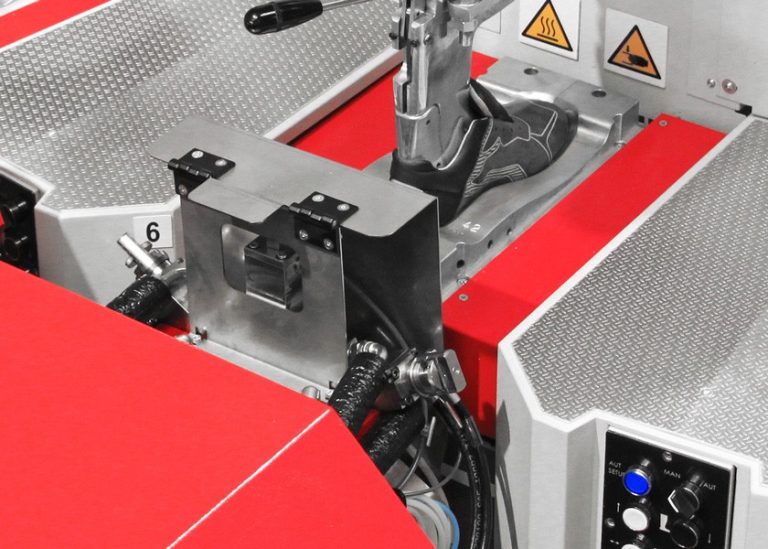
Technicians first prepare the closed or partially stitched moccasin upper. They position it over a heated aluminum Last mold that exactly replicates the last profile, especially in the forepart and vamp area. Operators apply light to medium pressure while introducing controlled steam bursts through integrated nozzles or a shaped steam head. The steam softens the leather fibers temporarily, allowing the material to conform smoothly to the mold contours without excessive tension on stitch lines.

Multi-stage forming often proves necessary for intricate designs. In the first stage, operators apply lower temperature and light pressure to relax the leather. Subsequent stages increase temperature and pressure gradually to set the full shape. Cooling follows under controlled conditions to lock the form before removal. Typical parameters include mold temperatures of 90–130°C, surface temperatures on the upper reaching 60–80°C via steam assistance, and cycle times adjusted according to leather thickness and construction complexity.
Key Control Points:
- Maintain consistent mold temperature within 90–130°C across all stations to avoid cold spots or scorching.
- Control steam application duration and intensity to achieve uniform softening without moisture marks or fiber damage.
- Monitor pressure levels to ensure even conformation without stretching or distorting pre-stitched seams.
- Verify multi-stage progression for complex uppers to prevent wrinkle formation or uneven shrinkage during cooling.

Expert Tip:
Always precondition leather with controlled humidity before forming to improve steam penetration and reduce cycle time variations.
Use anti-stick coatings on aluminum molds to ensure clean release and extend mold life in high-volume moccasin lines.

Machinery and Equipment for Moccasin Upper Forming
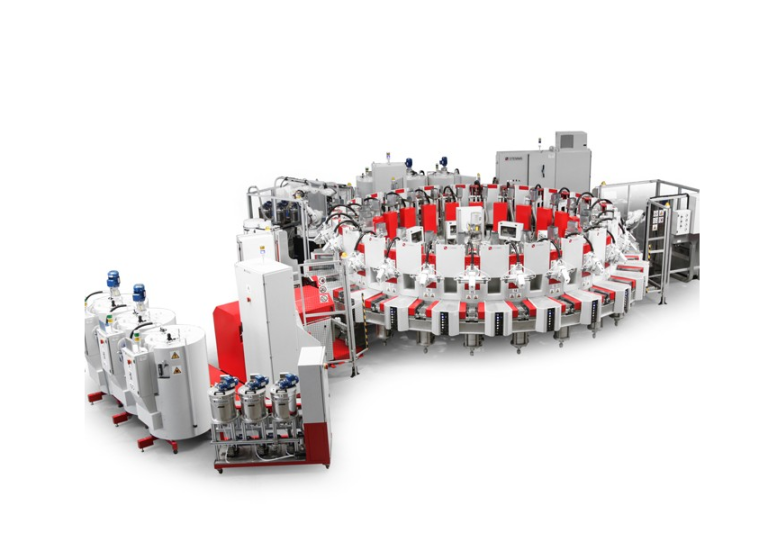
Moccasin forming relies on specialized revolving or stationary molding machines equipped with heated aluminum lasts and steam delivery systems. These machines feature multiple stations that allow simultaneous loading, heating, steaming, and cooling for continuous production flow.
The equipment delivers repeatable results because moccasin uppers require gentle handling compared to structured toe puff activation. Machines combine precise temperature control, adjustable pressure via pneumatic or hydraulic systems, and targeted steam heads that match the forepart geometry. This setup ensures the upper takes the bag-like shape needed for true moccasin wrap construction while protecting delicate stitch lines.
Courtesy: CORESMAC
Operators load the prepared upper onto the heated aluminum mold. They activate the cycle, which applies heat and selective steam to soften and shape the leather. Pressure plates or airbags conform the material evenly. After the dwell time, the station moves to a cooling phase—often with ambient or forced air—to set the shape permanently. Technicians then unload the formed upper and inspect it before routing to moccasin stitching or lasting.
Key Control Points:
- Calibrate steam heads to deliver 60–80°C surface temperature uniformly on the forepart.
- Set cycle parameters based on leather type, thickness, and design complexity to maintain consistent forming quality.
- Ensure mold alignment with the last profile to avoid shape deviations that affect downstream stitching accuracy.
- Monitor machine stations for even heating and pressure distribution to prevent batch-to-batch variations.
Pro Tip:
Match steam head geometry precisely to the upper forepart for uniform 60–80°C surface temperature and minimal edge marks.
Monitor ambient factory humidity, as it directly influences leather response during steam-assisted forming.


Process Parameters and Quality Assurance in Moccasin Forming
Factories optimize forming parameters to balance leather softness, shape retention, and production speed. Mold temperature typically ranges from 90–130°C, with steam bursts providing targeted moisture and heat for fiber relaxation. Light to medium pressure prevents over-compression while ensuring full contact with the mold surface.
These parameters matter because moccasin leather often includes softer, more natural hides that react sensitively to heat and moisture. Correct settings reduce internal stress that could cause cracks or wrinkles during final lasting. They also preserve the natural drape essential for the comfortable, unstructured feel of moccasin footwear.
Execution begins with upper conditioning if needed, followed by precise positioning on the mold.

Courtesy: CORESMAC
Operators initiate the heating and steam sequence according to predefined recipes stored in the machine controller. Multi-stage cycles apply progressive heat and pressure, with dwell times adjusted for material response. Inline checks verify dimensional accuracy against the last.
Key Control Points:
- Record and adjust temperature, steam duration, and pressure for each leather batch to maintain repeatability.
- Inspect formed uppers immediately for wrinkles, distortion, or uneven shaping before they proceed to stitching.
- Use shaped steam heads matched to the vamp geometry for targeted softening in high-stress areas.
- Track cycle times and output per station to balance line speed with consistent quality.
Pro Tip: Implement daily mold cleaning and temperature calibration to prevent residue buildup that affects shape consistency.


Conclusion
Continue the Full Shoe Assembly Series with the next article: Feeding to Assembly Line in Footwear Manufacturing. This step covers efficient transfer of formed and stitched moccasin (and other) uppers into the main lasting and bottoming flow for seamless production.
Expert Tip:
For intricate moccasin designs, test multi-stage parameters on sample batches to optimize wrinkle elimination without over-stretching.
Train operators on leather-specific recipes—thicker or stiffer hides require longer dwell times and adjusted steam intensity.


Frequently Asked Questions – FAQs
What makes moccasin forming different from standard toe forming in Strobel construction? Moccasin forming shapes the entire vamp into a wrapped, bag-like structure using dedicated heated molds, while Strobel toe forming focuses primarily on the toe puff area for board attachment.
Why is steam assistance critical in moccasin upper forming? Steam softens leather fibers gently, allowing conformation to complex contours without creating wrinkles or stressing stitch lines that characterize moccasin construction.
What temperature range do factories typically use for moccasin forming molds? Operators maintain mold temperatures between 90–130°C, with targeted steam achieving 60–80°C on the upper surface for optimal softening.
How many forming stages do intricate moccasin designs usually require? Multi-stage forming (often 2–3 stages) with progressive heat and pressure prevents distortion and ensures even shape setting in detailed patterns.
Can the same machine handle both moccasin and other upper forming? Many modern multi-function molding machines adapt for moccasin work through interchangeable molds and adjustable steam/pressure settings, though dedicated stations improve consistency.
What common defects occur if forming parameters are incorrect? Overheating causes scorching or shrinkage, insufficient steam leads to wrinkles, crooked forming due to improper positioning and excessive pressure distorts stitch lines or stretches the leather unevenly.
How does proper moccasin forming impact final shoe comfort and durability? Accurate pre-forming reduces stress during lasting, preserves leather suppleness, and ensures the soft, flexible fit that defines quality moccasin footwear.
Expert Tip: Integrate inline vision or dimensional checks after forming to catch deviations early and reduce rework in the stitching department.