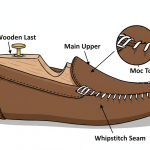
Lasting Operations – Full Shoe Assembly Series: Part 2
In the high-precision world of footwear manufacturing, the lasting stage stands as the pivotal transformation where a two-dimensional upper assembly evolves into a true three-dimensional shoe form. Building directly on the foundational preparations detailed in Full Shoe Assembly Process (Part 1): Preparation & Pre-Lasting – Full Shoe Assembly Series — where Preparation stage for lasting and pre-lasting operations discussed —lasting defines the shoe’s ultimate shape, fit, structural integrity, and aesthetic appeal. Even with flawless upstream processes, deviations in tension control, adhesive activation, or machine parameters during lasting introduce defects such as forepart wrinkles, asymmetric waist contours, heel seat distortion, or compromised bond strength that propagate through sole attachment and final finishing.
Modern automated lasting lines integrate servo-controlled pullers, programmable cement tracers, and multi-station heat setters, yet core variables of pressure (typically 4–8 bar), temperature (100–130°C for heat setting), dwell time (3–15 seconds per station), and precise alignment remain non-negotiable for consistent output. This Part 2 dissects the core lasting operations, from forepart toe lasting through heel seat pressing and heat setting, equipping factory engineers, production managers, and quality teams with actionable technical insights to minimize rework and elevate first-pass yield.


Lasting – Core Operations
The lasting sequence systematically draws the upper over the last, activating toe puffs and heel counters while securing the lasting margin to the insole via adhesive or mechanical means. Sequence integrity is critical: toe lasting first establishes the critical forepart geometry, followed by side/waist and heel/seat operations to maintain symmetry. In cemented constructions, full lasting (toe-side-heel) is standard; stitch-down or Strobel variants may require only partial sequences.
Forepart / Toe Lasting
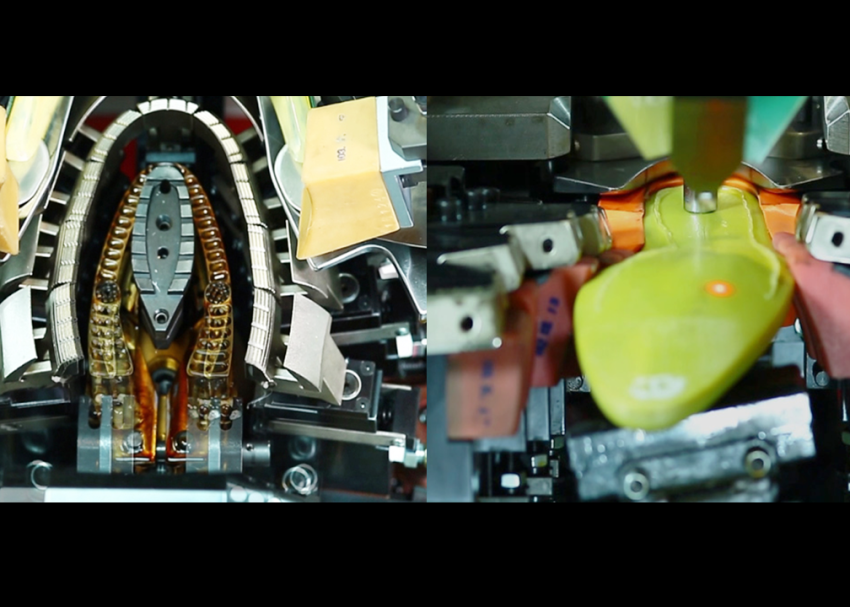
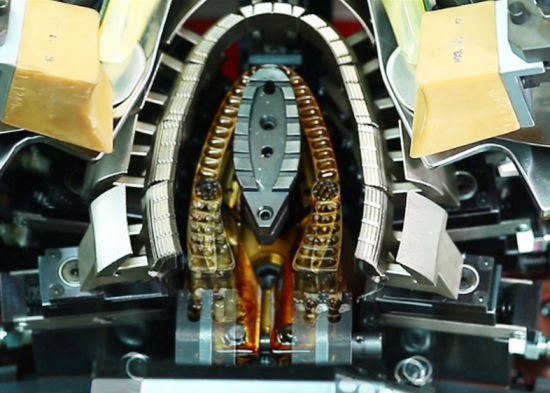
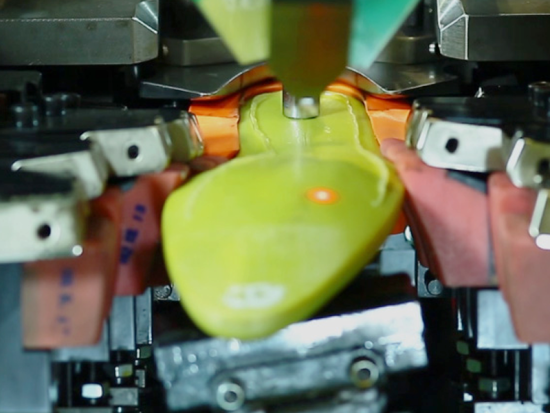
Toe lasting pulls and molds the vamp and toe box over the last’s forepart, distributing material evenly to eliminate wrinkles while activating the thermoplastic or reactive toe puff for permanent shape retention. Advanced hydraulic or servo-driven toe lasting machines—such as computerized programmable models with tracer cement systems—employ multiple pincers (typically 9–12), wiper plates, and glue injectors to achieve uniform tension.
The process begins with precise upper positioning on the last, followed by pincer pull (adjustable stroke and pressure), wiper closure, and hot-melt or cold cement application. Common adhesives include polyester hot-melt (melting range 210–240°C, drying 3–6 seconds) or polyamide variants for faster set.
Wiper plate temperature is maintained at 100–110°C, with third-phase dwell of 5–6 seconds and pneumatic line pressure of 80–90 PSI.
Key Technical Parameters:
- Pincer pressure: 6–8 bar (medium setting)
- Hammer/teflon pressure: 2–6 bar / 2–4 bar
- Glue temperature: 225–280°C depending on adhesive type
- Cycle time: 8–15 seconds per pair (high-output lines)
Courtesy : CHENFENG
Expert Tip: For leather uppers with varying thickness, precondition the toe puff via steam reactivation (moist air at 120°C) or dry heat to enhance malleability without exceeding 60°C on sensitive materials like nubuck or suede. Incorrect pincer adjustment often causes excess material bunching—monitor via real-time carbon paper tests for uniform contact.


Side / Waist Lasting
Following toe fixation, side and waist lasting stretches the upper along the longitudinal contours, ensuring even tension distribution and maintaining the last’s arch and waist geometry.
This operation prevents lateral distortion and prepares the margin for seamless sole attachment. Modern combined side/heel machines or dedicated waist lasters utilize adjustable wiper plates and injectors synchronized with the last contour.
Adhesive application mirrors toe lasting, with automated tracer systems depositing precise cement paths. Improper wiper alignment or uneven pull generates characteristic “waist wrinkles” or tension imbalances visible only after heat setting.
Expert Tip: Calibrate machine settings to last-specific CAD profiles when possible. For high-volume production, servo-controlled models reduce changeover time and deliver repeatable symmetry across size runs.


Heel / Seat Lasting
Heel or seat lasting secures the counter and rear upper to the last’s heel seat, providing rearfoot stability and proper heel cup formation. In many lines, side and seat lasting combine into a single station for efficiency. Machines apply targeted pressure to mold the heel counter while maintaining back height and pitch alignment.
For certain constructions, heel lasting may suffice independently; full-sequence lasting is mandatory for cement-lasted athletic or dress shoes. Accurate last positioning and controlled tension avoid heel gapping or counter collapse.
Expert Tip: Computerized heel seat lasters with programmable cement paths ensure consistent adhesive coverage without overflow onto visible surfaces.


Lace Tightening & Positioning
Prior to or during lasting, laces are slackened to permit free upper movement over the last. Post-lasting, they are re-tensioned and centered using dedicated gauges to preserve consistent throat opening width and eyelet alignment across pairs. This step directly influences final fit and aesthetic symmetry.
Expert Tip: Implement digital lace tension gauges for objective control—deviations beyond ±1 mm in opening width trigger immediate rework to prevent downstream fitting issues.


Heel / Seat Pressing & Crowning
Post-lasting, the heel area undergoes pressing to flatten lasting margins, eliminate bumps, and ensure intimate contact between upper, counter, and insole. Crowning refines the heel contour for smooth, deformation-free geometry. Hydraulic or pneumatic presses apply controlled force; temperature-controlled variants (if used) require precise thermal management to avoid scorching.
Typical parameters include 5 bar average pressure (lower for soft TPR-compatible materials, higher for leather soles) with 10–12 second dwell.


Toe Pounding / Setting
In leather and thicker-material constructions, excess margin material accumulates at the toe after wiper action. Toe pounding machines—equipped with rotating drums or mechanical hammers—flatten this surplus against the last at 75–80°C and approximately 2000 RPM, creating a crisp feather edge essential for subsequent roughing and sole bonding.
This mechanical compaction enhances surface uniformity and prevents visible ridges in the finished shoe.
Pro Tip: Perform toe pounding after initial heat setting but before final roughing. Monitor roller temperature closely—overheating distorts the toe puff activation



Ironing / Wrinkle Chasing
Residual wrinkles, particularly on premium leather vamps, are corrected via manual hot irons for localized control or automated wrinkle-chasing machines that combine uniform heat and air pressure. The goal is grain setting and surface smoothing without altering dimensional stability.
For heavier wrinkles, chasing parameters emphasize balanced heat/air to relax fibers without over-stretching.
Expert Tip: Use steam head shaped to match the upper forepart for consistent 60–80°C surface temperature before forming in Strobel uppers.

Intermediate Finishing (Creams / Sprays / Dyes)
During the lasting window, targeted application of creams, color-restoring sprays, or dyes enhances surface uniformity and prepares the upper for final finishing. Application demands strict masking of bonding margins to prevent contamination that could weaken sole adhesion.
Control viscosity and drying time rigorously to avoid stains or overspray.

Heat Setting

ANZANI MACHINARY
Heat setting stabilizes the lasted upper by relaxing stressed fibers, fully activating thermoplastic toe puffs and heel counters, and locking in the last’s geometry. Tunnel or cabinet heat setters circulate hot air (often with controlled humidity) at material-specific parameters:
- Leather/suede: 120–130°C dry or moist air
- PU/PVC-coated: 100–120°C dry air
- Fabrics: 100°C dry air
Dwell times range 15–30 minutes depending on construction, with strict verification of actual chamber conditions versus set points. Insufficient setting yields poor shape retention; overheating causes material degradation or color shifts.
Expert Tip: Use SATRA-style plastimeter verification or in-house dome tests to optimize parameters per material batch. Consistent heat setting directly correlates with reduced returns due to fit inconsistency.


Stage Inspection – Lasting
A rigorous in-process inspection immediately follows heat setting and cooling. Quality teams verify:
- Dimensional conformity of the lasted upper to approved last specifications (length, girth, heel height)
- Absence of wrinkles, loose margins, or pleating
- Perfect left/right symmetry and alignment
- Uniform cement coverage without squeeze-out
- Proper activation of puffs and counters (no soft spots)
- Clean surface finish free from pressing marks or contamination
Any non-conformance requires immediate correction—rework post-sole attachment becomes exponentially more costly and risks permanent defects.


Conclusion
Lasting represents the transformative heart of shoe assembly, where raw material potential crystallizes into wearable form. Mastery of machine calibration, adhesive timing, thermal profiles, and tension dynamics at this stage delivers superior fit, robust bonding performance, premium appearance, and dramatically reduced downstream rejection rates. Factories that treat lasting as a science—backed by data-driven parameter control and layered inspections—consistently outperform competitors in both quality metrics and production efficiency.