Side/Waist Lasting & Heel / Seat Lasting in Footwear Manufacturing – Full Shoe Assembly Series
In the previous blog, Forepart / Toe Lasting in Footwear Manufacturing – Full Shoe Assembly Series, the focus was on forepart shaping and toe puff activation. Once the toe area is stabilized, the lasting process moves toward side, waist, and heel shaping operations.
Side/waist lasting and heel/seat lasting complete the structural shaping of the footwear upper around the last. These operations distribute tension along the longitudinal contours, stabilize the heel structure, and prepare the shoe for bottom assembly operations.
Moreover, these stages are essential for maintaining symmetry, proper fit, rearfoot stability, and lasting margin integrity. Even when toe lasting quality is excellent, improper side or heel lasting can still create wrinkles, heel gapping, waist distortion, and uneven shape retention.
Modern factories increasingly use servo-controlled combined side and heel lasting systems to improve consistency, reduce operator dependency, and increase production efficiency.


Purpose of Side / Waist Lasting
Side and waist lasting stretches the upper along the medial and lateral contours of the last while stabilizing the arch and waist geometry. After toe lasting secures the forepart, the remaining upper material must be tensioned evenly along both sides. This operation ensures the upper conforms smoothly to the last without creating wrinkles or asymmetry.
Additionally, side lasting distributes stress across the shoe structure. Uneven tension at this stage often creates hidden defects that only appear after heat setting or sole attachment.
Waist lasting also plays an important role in sole bonding preparation because it secures the lasting margin accurately onto the insole.
Key Control Points
- Maintain balanced tension on both shoe sides
- Ensure proper upper alignment during side pull
- Verify wrinkle-free waist shaping before unloading
- Monitor adhesive distribution along lasting margin
Expert Tip: Use CAD-based machine profiles for faster setup accuracy


Side / Waist Lasting Machine Operation
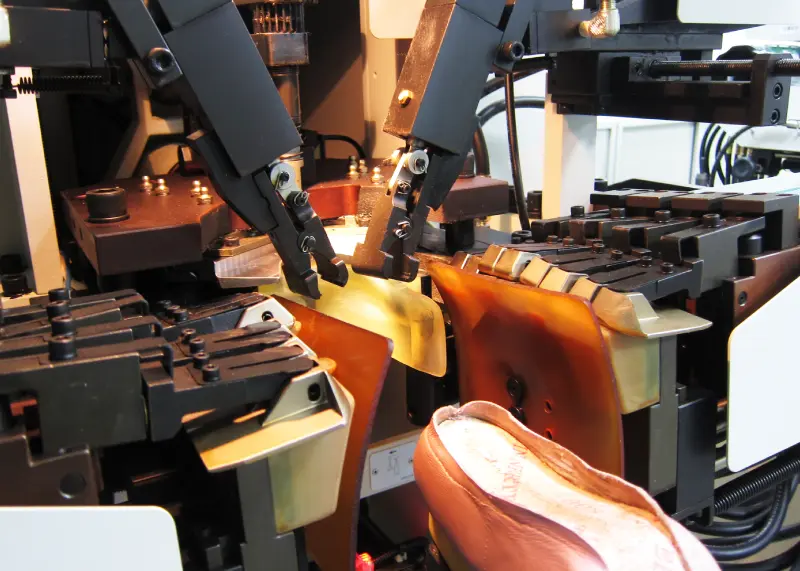
Modern side lasting machines use synchronized wiper systems, pulling mechanisms, and adhesive injectors to shape the upper accurately along the last contour. The process begins by positioning the toe-lasted shoe onto the side lasting support. Pulling systems then stretch the upper longitudinally while side wipers fold the lasting margin inward toward the insole.
At the same time, automated adhesive systems apply cement precisely along the bonding area. Advanced machines utilize servo-controlled wiper movements aligned with CAD-based last profiles. This improves repeatability while reducing setup time during style changes. In high-volume footwear factories, combined side and heel lasting machines are increasingly common because they improve workflow efficiency.
Key Control Points
- Align side wipers accurately with last geometry
- Maintain synchronized pulling force on both sides
- Prevent upper twisting during machine cycle
- Verify stable pneumatic pressure during operation
Pro Tip: Conduct inline symmetry inspections after side lasting

Tension Distribution During Side Lasting
Uniform tension distribution is critical during side lasting because it controls shoe symmetry and structural balance. When one side experiences higher pull force than the other, the shoe shape becomes distorted. Medial and lateral imbalance also affects outsole alignment during bottom assembly.
Material behavior must also be considered carefully. Leather uppers stretch differently compared with knit or synthetic materials. Therefore, machine settings require optimization based on upper construction. Factories often perform trial lasting evaluations to establish ideal parameter settings before bulk production begins.
Key Control Points
- Maintain equal tension across both sides
- Adjust pull force based on material elasticity
- Inspect for hidden wrinkles after side lasting
- Monitor upper centering continuously

Pro Tip: Reduce pull force slightly for knit uppers


Common Side / Waist Lasting Defects
Waist wrinkles are among the most common defects associated with side lasting operations. These wrinkles usually occur due to uneven pulling force, incorrect upper positioning, or poor wiper alignment.
Although the defect may appear minor initially, it often becomes highly visible after heat setting and finishing.
Another common issue is tension imbalance between medial and lateral sides. This causes shape distortion and inconsistent fit. Additionally, insufficient adhesive application creates weak bonding along the waist area, increasing the risk of sole separation later.
Key Control Points
- Inspect waist area immediately after lasting
- Verify proper wiper contact along margin
- Ensure adhesive coverage remains continuous
- Correct tension imbalance during inline inspection

Courtesy: CERIM
Pro Tip: Standardize heel counter activation settings by material type


Purpose of Heel / Seat Lasting
Heel lasting secures the rear upper and shapes the heel seat while activating the heel counter. This operation provides rearfoot stability and maintains the designed heel contour. It also controls back height consistency and ensures correct heel pitch alignment.
In athletic and dress footwear manufacturing, heel lasting is essential because the heel area experiences continuous stress during walking and running.
Proper seat lasting also improves wearer comfort by stabilizing heel fit and reducing slippage.
Key Control Points
- Maintain accurate heel positioning before pulling
- Verify back height alignment before pressure application
- Ensure proper counter molding during lasting
- Prevent heel seat distortion during cycle

Pro Tip: Perform routine adhesive nozzle cleaning every shift


Heel Counter Activation and Stability
Heel counters require controlled heat and pressure activation to achieve permanent structural stability. Thermoplastic counters soften under heat and become moldable during lasting. Once cooled, they retain the heel shape permanently.
Excessive heat damages upper materials and reduces counter durability. Conversely, insufficient heat creates weak heel support and heel collapse.
Factories therefore establish strict temperature standards according to material type and shoe construction.
Key Control Points
- Monitor counter activation temperature carefully
- Prevent overheating on delicate upper materials
- Verify heel stiffness after cooling stage
- Maintain stable dwell pressure during activation
Pro Tip: Monitor heel pitch alignment continuously during production


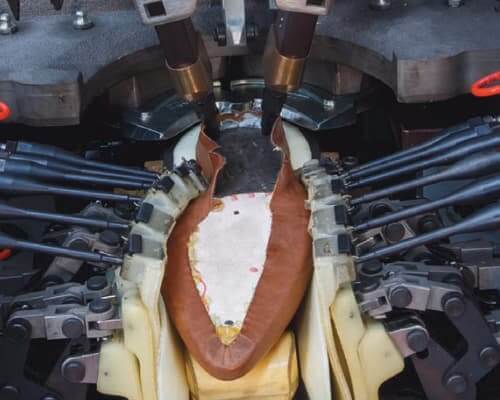
Heel / Seat Lasting Machine Operation
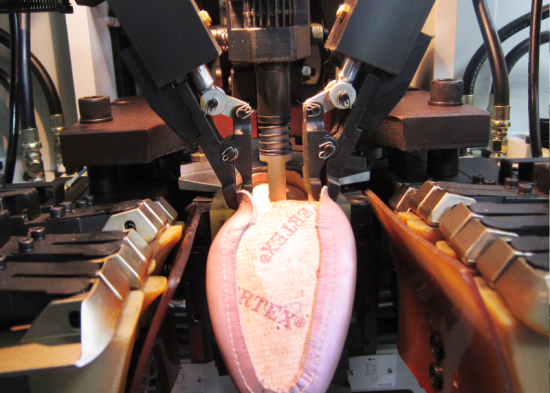
Heel lasting machines apply controlled pressure to mold the upper tightly around the heel seat. The process begins by positioning the shoe accurately onto the heel support. Pulling systems then tension the rear upper while side clamps stabilize alignment.
Simultaneously, pressure pads mold the heel counter according to the last shape. Adhesive systems secure the lasting margin firmly onto the insole. Computerized machines use programmable cement paths and pressure control systems to improve repeatability and reduce adhesive overflow. Many modern production lines combine side and heel lasting into a single automated station to increase productivity.
Key Control Points
- Maintain accurate heel support positioning
- Control pressure during counter activation
- Prevent adhesive overflow near visible areas
- Ensure consistent heel seat formation

Courtesy : CERIM
Pro Tip: Use trial production to optimize tension balance


Adhesive Systems Used in Side / Waist Lasting & Heel / Seat Lasting
Adhesive application during side and seat lasting plays a major role in maintaining upper tension, securing the lasting margin, and stabilizing the shoe structure before bottom assembly. Unlike toe lasting, where rapid forepart fixation and strong toe puff activation are the primary focus, side and heel lasting require more flexibility, controlled open time, and balanced bonding performance.
Therefore, footwear factories often use different adhesive systems for manual and automatic lasting operations depending on production volume, construction type, upper material, and machine configuration.
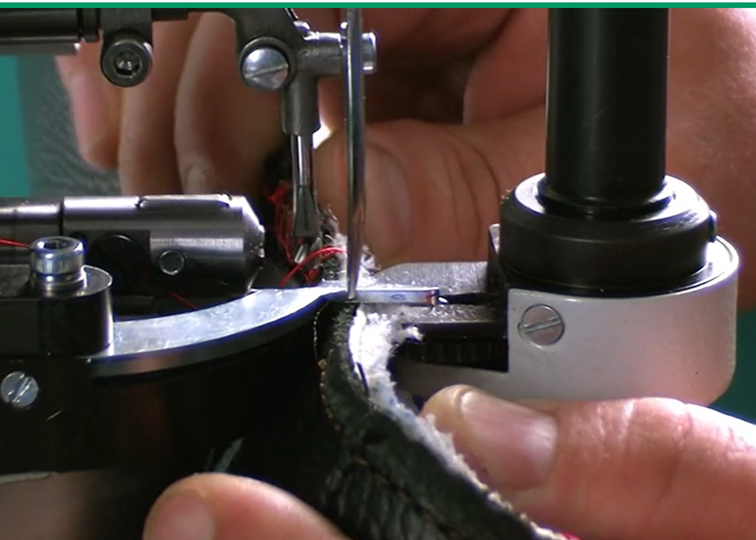
Adhesives Used in Manual Side and Seat Lasting
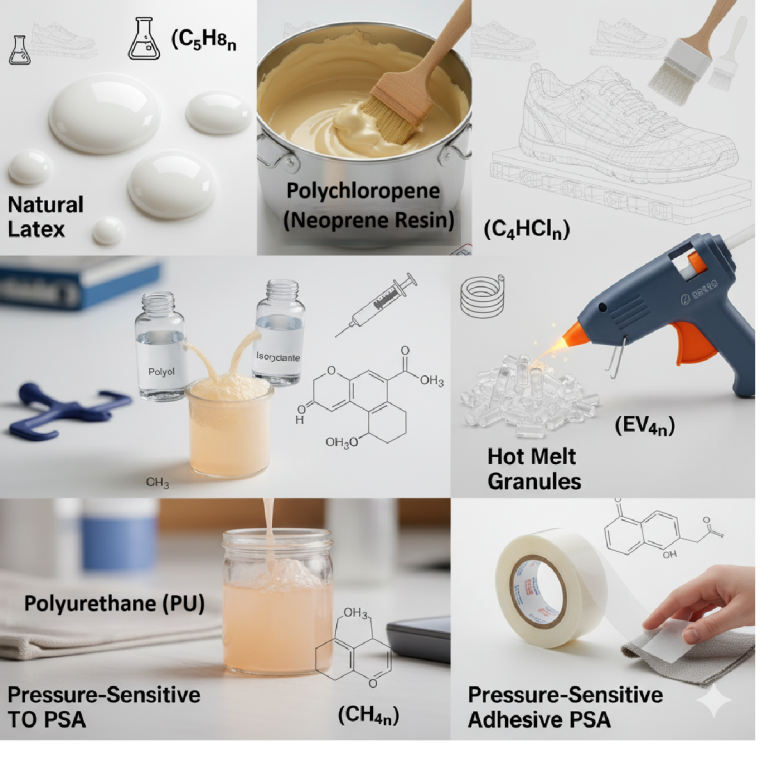
In manual or semi-automatic lasting operations, solvent-based neoprene adhesives are widely used because they provide strong initial tack, good flexibility, and easier operator control during hand positioning.
Neoprene adhesive remains highly preferred in manual side and seat lasting because operators require sufficient open time to adjust upper positioning before final bonding. Additionally, neoprene adhesives maintain flexibility after curing, which helps reduce stress cracking around the waist and heel areas. Manual application is normally carried out using Brushes. After application, the adhesive typically undergoes flash-off drying before lasting pressure is applied.
Typical Technical Parameters
- Drying temperature: Ambient or 45–60°C tunnel activation
- Reactivation temperature: 60–75°C
- Open time: 5–20 minutes depending on formulation
- Drying time before bonding: 3–8 minutes
Why Neoprene Adhesives are Preferred for Manual Lasting
- Better flexibility for side and heel movement areas
- Longer working/open time for operator adjustment
- Good bonding performance on leather and synthetic uppers
- Easier repair and correction during manual lasting
- Lower risk of premature setting during handling
Key Control Points
- Maintain uniform adhesive coating thickness
- Avoid excessive solvent retention before bonding
- Ensure complete flash-off before pressure application
- Prevent adhesive contamination on visible upper areas
Pro Tip:
Train operators to identify hidden waist wrinkles early
Use polyester hot melt only where structural rigidity is required


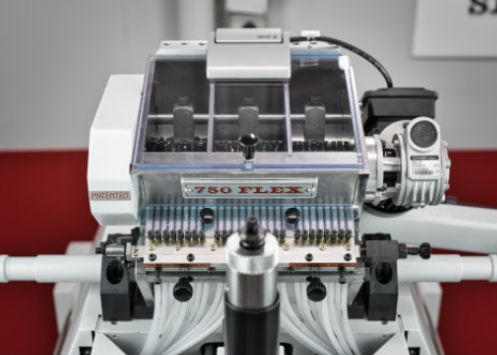
Adhesives Used in Automatic Side and Seat Lasting Machines
Modern automatic side and heel lasting machines commonly use hot melt adhesive systems because they improve production speed, repeatability, and cleanliness. Polyamide hot melt adhesives are especially common in side and seat lasting operations.
These adhesives are automatically applied through tracer nozzle systems integrated into lasting machines. Once dispensed, the adhesive bonds rapidly under pressure and cooling. Compared with polyester hot melt systems used in toe lasting, polyamide adhesives offer greater flexibility and softer bonding characteristics. This is important because the side waist and heel areas experience continuous flexing during walking and movement.
Why Polyamide Hot Melt is Preferred for Side & Heel Lasting
- Better flexibility after cooling
- Improved resistance to cracking in flex zones
- Faster setting for automated production lines
- Cleaner application with reduced adhesive overflow
- Stable bonding on synthetic and athletic footwear materials
Courtesy : ORMAC
Typical Technical Parameters
- Glue tank temperature: 160–200°C
- Nozzle temperature: 180–220°C
- Application temperature: 180–230°C
- Open time: Short / fast-setting
- Machine line pressure: 80–90 PSI
Key Control Points
- Maintain stable nozzle temperature during production
- Prevent carbon buildup inside hot melt systems
- Monitor adhesive viscosity consistency
- Ensure proper tracer alignment for accurate application
Pro Tip:
Avoid excessive polyamide temperature because viscosity changes rapidly
Regularly clean hot melt tanks to prevent adhesive carbonization
| Property | Polyester Hot Melt | Polyamide Hot Melt |
|---|---|---|
| Primary Usage | Toe Lasting | Side & Heel Lasting |
| Bond Characteristic | Rigid & Structural | Flexible & Softer |
| Heat Resistance | Higher | Moderate |
| Flex Resistance | Lower | Higher |
| Shape Retention | Excellent | Good |
| Application Speed | Fast | Very Fast |
| Crack Resistance | Moderate | Better |
| Best Application Area | Forepart | Waist & Heel |
Pro Tip:
Use neoprene adhesives for complex manual leather lasting operations
Match adhesive flexibility with shoe flex zone requirements

Conclusion
Side/waist lasting and heel/seat lasting complete the structural shaping process after forepart formation. These operations stabilize the upper, maintain geometry consistency, and prepare the shoe for downstream assembly operations.
Furthermore, accurate tension distribution, controlled adhesive application, and proper counter activation are essential for preventing wrinkles, heel instability, and bonding failures. As footwear manufacturing continues adopting automation and Industry 4.0 technologies, modern lasting systems now provide greater precision, faster setup, and improved production repeatability.
➡️ Next Blog: Lace Tightening & Positioning in Footwear Manufacturing – Full Shoe Assembly Series
Pro Tip:
Validate adhesive compatibility during pilot production trials
Monitor ambient humidity because solvent flash-off performance changes significantly
Frequently Asked Questions – FAQs
Why is side lasting important in footwear manufacturing? Side lasting distributes upper tension evenly and maintains proper shoe geometry.
What causes waist wrinkles during lasting? Uneven tension, incorrect wiper alignment, and improper upper positioning commonly create waist wrinkles.
Why is heel lasting critical for footwear quality? Heel lasting stabilizes the rearfoot structure and improves fit, comfort, and durability.
What happens if heel counter activation is insufficient? The heel loses structural stability and may collapse during use.
Why are combined side and heel lasting machines popular? They improve efficiency, reduce operator dependency, and increase production speed.
How do factories maintain lasting consistency? Factories use programmable servo systems, standardized parameters, and inline inspections.
Pro Tip: Maintain separate adhesive parameter standards for leather and athletic footwear production lines