
Full Shoe Components Receipt and Inbound Verification in Full Shoe Manufacturing – Full Shoe Assembly Series
In the Full Shoe Assembly Series on TheFootwearEdge, factories establish robust gates early to protect downstream operations. The previous article in this stitching-focused series highlighted the critical role of raw material and component readiness before any upper preparation begins. Factories that master components receipt and inbound verification reduce line stoppages, rework, and rejection rates during lasting and sole attachment. This article delivers a practical, factory-floor guide to executing inbound verification efficiently while maintaining consistent quality across all shoe components.


Components Receipt and Documentation Verification
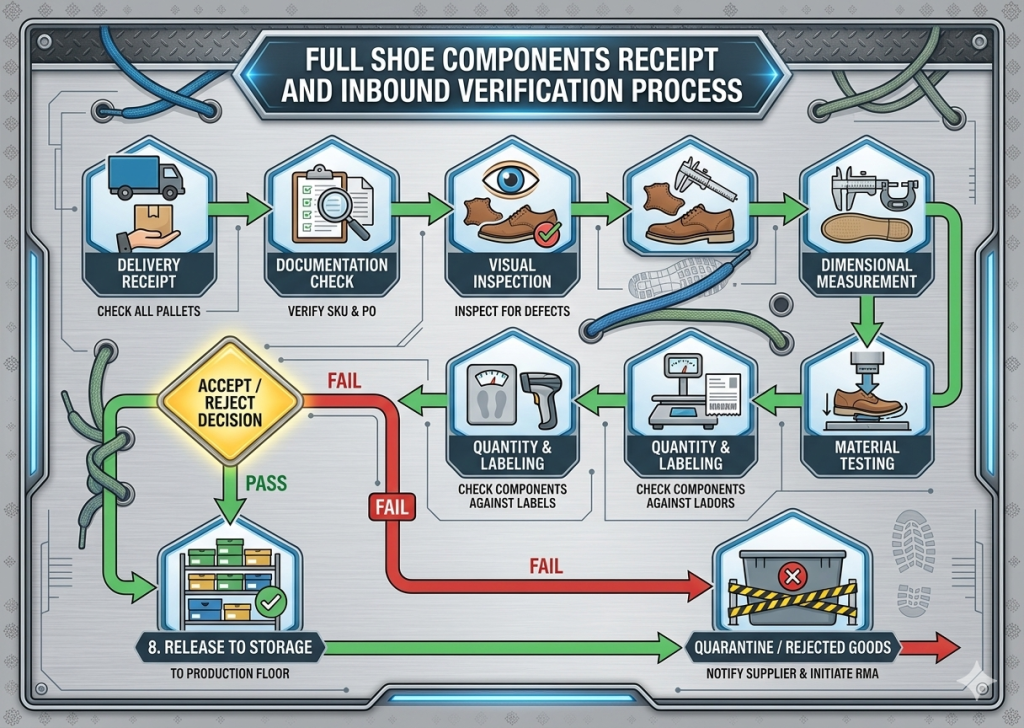
Factories receive shoe components such as uppers (pre-stitched or cut pieces), soles, insoles, liners, eyelets, laces, shanks, counters, and adhesives in bulk shipments or supplier lots. Inbound verification begins immediately upon truck arrival to confirm that the delivered goods match the purchase order, approved samples, and technical specifications.
This step holds high importance because mismatched or undocumented components cause production delays, color inconsistencies across pairs, and potential compliance failures with buyer standards. Early detection prevents these issues from entering the stitching or assembly lines, where corrections become costly.
Teams start by cross-checking supplier delivery notes against internal purchase orders and bill of materials. Inspectors review packing lists for quantity accuracy, batch numbers, and expiry dates on adhesives or heat-activated materials. They scan or manually verify labels on cartons for article numbers, color codes, and size breakdowns. Factories use digital systems or logbooks to record receipt timestamps, supplier details, and initial observations of packaging integrity.
Key Control Points:
- Record any discrepancies immediately and quarantine affected lots before further processing.
- Match carton markings and quantities exactly to the approved purchase order and master sample references.
- Confirm all supporting documents, including material test reports and certificates of conformity, accompany the shipment.
- Inspect external packaging for damage, moisture, or tampering that could affect component integrity.

Expert Tip: Review inbound data weekly with production and procurement teams to identify recurring supplier issues early.


Visual and Appearance Inspection of Shoe Components
Inspectors perform detailed visual examinations of all major components under controlled factory lighting, typically 500–1000 lux, to identify surface defects. They compare received items side-by-side with approved confirmation samples or master swatches for color shade, texture, finish, and overall appearance.
This inspection matters because even minor variations in leather grain, fabric weave, or sole color create visible pair mismatches or customer complaints after final assembly. Factories catch these issues before components reach cutting or stitching stations, where they would amplify into larger rejects.
Workers open representative cartons from different layers and pallets according to a predefined sampling plan. They lay out components on inspection tables and check for defects such as scratches, stains, color bleeding, uneven texture, or molding flash on soles. For uppers, teams verify stitching uniformity (if pre-stitched), skiving quality, and lining attachment. Sole inspection focuses on tread pattern consistency, hardness feel, and absence of sink marks or warpage.
Key Control Points:
- Compare color and finish of every sampled component against the sealed master sample under standard lighting.
- Reject lots showing visible defects exceeding acceptable thresholds
- Verify symmetry and alignment on paired components like left/right soles or eyelet placements.
- Document defects with photographs and classify them as critical, major, or minor for supplier feedback.

Expert Tip: Train inbound inspectors on the specific technical pack for each article so they recognize subtle deviations quickly.


Dimensional and Measurement Verification
Teams use precision tools to measure critical dimensions of components against technical drawings and tolerance limits. Common checks include sole length and width, insole contour dimensions, upper height at key points, shank length, and eyelet spacing.
Accurate measurements prove essential because dimensional variations cause poor fit during lasting, uneven sole attachment, or size inconsistencies in the final shoe. Factories that enforce tight tolerances at receipt avoid costly adjustments later in the assembly process.
Inspectors select samples using a statistically valid plan, often based on lot size and risk level. They employ digital calipers, rulers, and go/no-go gauges for quick verification. For curved parts like toe puffs or counters, teams check contour matching with templates. Adhesive viscosity or thickness receives spot checks if applicable. All readings get recorded in digital or paper forms with operator signatures.
Key Control Points:
- Quarantine any lot where more than 5% of samples fall outside tolerance limits.
- Measure at least three critical points per component type and ensure values stay within specified tolerances (±1–2 mm typical for most dimensions).
- Use calibrated tools and verify calibration status daily before starting inspections.
- Check size grading consistency across the full size run in the shipment.

Expert Tip: Maintain a supplier performance scorecard based on inbound rejection rates to guide future ordering decisions.


Material Property and Functional Checks
Beyond visuals and dimensions, factories conduct quick functional and property tests on representative samples. These include flex testing for soles, pull tests for linings or reinforcements, thickness measurements for uppers and insoles, and basic adhesion or peel tests for pre-applied coatings.
Such checks carry weight because material properties directly influence durability, comfort, and performance in the finished shoe. Identifying weak flex resistance or inconsistent thickness early prevents field failures and returns after distribution.
Operators use handheld durometers for sole hardness, thickness gauges for leather or fabric, and manual flex boards for repeated bending cycles. For eyelets and hardware, teams test attachment strength and corrosion resistance through simple wipe or tape tests. Adhesives undergo basic pot-life and tack checks if received in bulk.
Key Control Points:
- Log all test results with batch numbers for full traceability back to the supplier.
- Perform hardness and thickness measurements at multiple locations on each sampled component and compare to specification ranges.
- Conduct flex and pull tests on designated samples to confirm they meet minimum cycle or force requirements.
- Verify absence of restricted substances through supplier certificates or quick spot tests where required by buyer standards.
Expert Tip: Integrate digital tablets for real-time data entry and instant alerts when defects exceed limits.


Quantity, Assortment, and Labeling Verification
Factories complete the process by confirming total quantities, correct size/color assortments, and accurate labeling on individual components and outer packaging. This includes checking that laces, insoles, and accessories arrive in the exact ratios needed for the production order.
Proper assortment and labeling prevent mixing errors during assembly and ensure traceability throughout the factory. Factories avoid over- or under-supply issues that disrupt production planning.
Teams count full cartons first, then open samples to verify inner packing. They confirm size runs match the order breakdown and that all labels contain correct article, color, size, and care instructions. Barcode or RFID scanning accelerates this step in modern facilities.
Key Control Points:
- Verify total quantity and size/color breakdown against the purchase order with zero tolerance for major shortages.
- Confirm all labels are legible, correctly placed, and match approved artwork.
- Check accessory inclusion and quantities per pair or dozen.
- Release only fully verified and approved lots to the component storage area with clear status tags.

Expert Tip: Schedule receipt inspections during low-production windows to avoid bottlenecks at the factory gate.

Frequently Asked Questions – FAQs
1. What is the main purpose of inbound verification in full shoe manufacturing? Inbound verification confirms that all received components match specifications, quantities, and quality standards before they enter stitching or assembly lines, preventing downstream defects and delays.
2. Which tools are essential for dimensional checks during component receipt? Factories commonly use digital calipers, thickness gauges, rulers, and custom templates or go/no-go gauges to verify critical dimensions against tolerances.
3. How do factories decide sampling quantities for inbound inspection? Teams apply statistically based sampling plans linked to lot size and risk level, often aligned with AQL principles for consistency and efficiency.
4. What happens when a component lot fails inbound verification? Failed lots go into a clearly marked quarantine area; factories then notify the supplier, document the issues, and decide on return, rework, or conditional release only after corrective action.
5. Why is color verification critical at the receipt stage? Color mismatches between components create visible defects in finished pairs that are difficult and expensive to correct once stitching or lasting begins.
6. How often should inspection tools receive calibration? Factories calibrate all measuring instruments at least daily or before each shift, with full records maintained for traceability and compliance.
7. Can inbound verification integrate with digital factory systems? Yes, modern facilities use tablets or ERP-linked apps for real-time logging, automatic alerts, and supplier performance tracking directly from the inspection station.
8. What is the link between inbound verification and later random AQL inspections? Strong inbound gates reduce defect rates reaching the random inspection stage, making AQL-based QC more efficient and improving overall first-pass yield in assembly.
Expert Tip: Use standardized lighting booths and color assessment tools for consistent shade verification across shifts.

Conclusion
Next in the Full Shoe Assembly Series: The following article covers Random Inspection of Full Shoe Components (AQL-Based QC Gate) in Full Shoe Assembly Series, where factories apply statistical sampling to released components before they move into stitching and lasting operations.
Expert Tip: Keep a quarantine area clearly marked and locked to prevent accidental release of unverified materials.







