
Roughing / Buffing (Upper & Outsole) in Footwear Manufacturing – Full Shoe Assembly Series
A shoe can pass cutting, stitching, lasting, and outsole preparation with excellent workmanship, yet still fail in the field because of one hidden problem—poor bonding surface preparation.
In many footwear factories, outsole separation investigations often trace back to the roughing station. The adhesive may meet specification, the cementing process may follow standard procedures, and curing conditions may be correct. However, if the bonding surfaces are not properly roughened, the entire assembly can become vulnerable to premature failure during flexing, wear, heat exposure, or aging.
Roughing and buffing transform smooth material surfaces into controlled bonding interfaces. By removing surface contaminants, coatings, release agents, and weak boundary layers, the process creates the foundation needed for strong and durable adhesion. At the same time, proper roughness allows adhesives to penetrate more effectively and establish a stronger mechanical and chemical bond between the upper and outsole.
Because modern footwear combines a wide range of materials—including rubber, EVA, PU, TPU, leather, and synthetic components—roughing parameters can never be treated as a one-size-fits-all operation. Abrasive selection, machine speed, pressure control, and surface roughness must all be matched to the specific material combination being bonded.
This article examines how footwear manufacturers control roughing and buffing operations, the machinery and abrasives commonly used, critical process parameters, quality verification methods, and the best practices that help achieve consistent bonding performance on the production floor.


Understanding Roughing and Buffing in Footwear Manufacturing
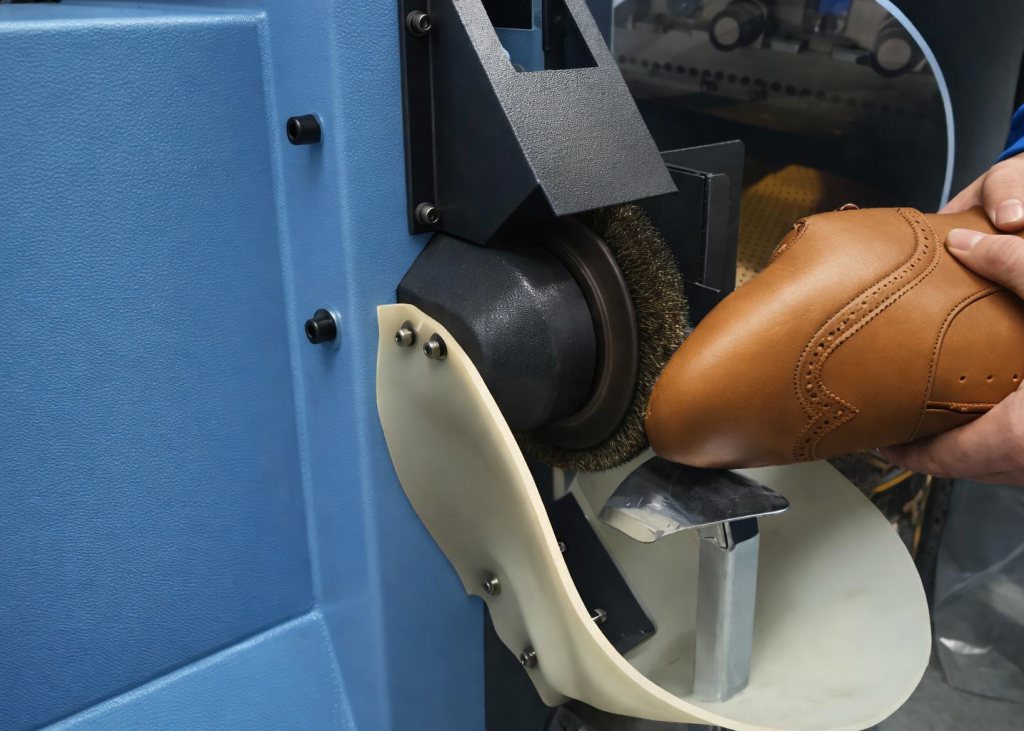
Roughing and buffing are surface preparation operations performed before adhesive application. During this process, the smooth bonding surface of the upper bottom or outsole is mechanically abraded using abrasive wheels, belts, brushes, or sanding systems.
The objective is not simply to scratch the material surface. Instead, the process creates controlled micro-roughness that increases effective bonding area and improves adhesive penetration capability. Furthermore, roughing removes contaminants, mold release agents, oxidation layers, gloss coatings, and weak surface films that interfere with bonding performance.
In footwear manufacturing, roughing is typically performed on, Upper bottom lasting margin, Rubber outsole bonding surface, PU outsole bonding area, EVA midsole bonding region, Leather bottom surfaces, TPU bonding zones, Synthetic upper bonding areas. The process varies according to material hardness, density, elasticity, and surface chemistry.
Therefore, factories cannot use one universal roughing method for all footwear materials.
Key Control Points
- Ensure roughing depth matches material specification
- Avoid overheating during abrasion process
- Maintain uniform roughness across bonding surface
- Prevent contamination after roughing operation

Expert Tip: Establish a mandatory adhesion test strip protocol every batch shift. A 10% reduction in peel strength usually indicates abrasive wear or incorrect machine calibration.


Importance of Surface Roughing Before Bonding
Completely smooth bonding surfaces provide insufficient mechanical anchorage for adhesives. Consequently, adhesive layers may separate during flexing, aging, moisture exposure, or repeated stress cycles. Roughing improves bonding performance in several important ways.
First, it increases the effective surface area available for adhesive contact. A roughened surface contains microscopic peaks and valleys that allow the adhesive to flow deeper into the substrate. Second, roughing enhances mechanical keying. After curing, the adhesive physically locks into the roughened surface profile, improving peel resistance.
Third, the operation removes weak boundary layers such as release agents, oxidation films, dust contamination, polish residue, or glossy coatings. Without removal of these layers, the adhesive bonds only to the contaminant instead of the actual substrate.
Fourth, proper roughing improves chemical wetting performance. Adhesive spreads more evenly on a correctly roughened surface, resulting in better penetration and stronger interfacial bonding.
For this reason, footwear factories treat roughing as a highly controlled technical process rather than a simple sanding operation.
Key Control Points
- Remove all gloss layers completely
- Ensure full roughing coverage within bonding line
- Prevent unroughed islands near edges
- Verify surface cleanliness after operation
Courtesy : NGS
Pro Tip: Store roughened components in clean controlled areas. Dust contamination after roughing can significantly reduce adhesive performance.


Roughing of Upper Bottom Surface
Upper roughing focuses on the lasting margin and bonding perimeter of lasted uppers. This operation prepares leather, synthetic, textile-coated, or laminated upper materials for outsole attachment.
During upper roughing, operators remove finishing layers, coating films, foam skin layers, and compact surface structures from the bonding region. At the same time, they must avoid damaging structural layers that provide lasting strength.
For leather uppers, roughing removes the grain finish and exposes absorbent fiber structure. For synthetic materials, the process breaks glossy polymer surfaces to improve adhesive anchorage. Meanwhile, textile laminated uppers require extremely controlled abrasion because excessive roughing can damage fabric layers.
Factories normally use, Hand roughing machines, Flexible shaft roughing tools, Rotary abrasive wheels, Belt sanding systems, CNC automatic roughing machines.
Operator skill is extremely important during upper roughing because pressure variation can create uneven bonding strength around the shoe perimeter.
Key Control Points
- Maintain consistent roughing width
- Avoid cutting stitching lines
- Prevent foam exposure in synthetic uppers
- Ensure toe and heel areas receive equal treatment
Pro Tip: Never use the same abrasive specification for all outsole materials. Rubber, EVA, TPU, and PU require different roughing characteristics.

Roughing of Outsole Bonding Surface
Outsole roughing prepares the outsole surface before adhesive application. Since outsole materials differ significantly in hardness and chemistry, roughing parameters must be carefully calibrated for each material type.
Rubber outsoles typically require aggressive roughing because molded rubber surfaces contain release agents and compact skin layers. EVA outsoles require softer abrasion because excessive roughing can collapse foam cells. PU outsoles require controlled abrasion to avoid melting caused by friction heat.
During outsole roughing, factories focus on, Surface activation, Removal of mold release residue, Increasing surface energy, Creating adhesive penetration profile, Improving peel strength. Many footwear factories use automatic outsole roughing machines with vacuum extraction systems to improve consistency and reduce dust contamination.
In high-volume sports footwear production, robotic roughing systems are increasingly used because they provide uniform pressure and repeatable surface profiles.
Key Control Points
- Match grit size to outsole hardness
- Avoid excessive heat generation
- Ensure complete removal of release agents
- Verify roughing depth consistency
Pro Tip: Implement abrasive wheel replacement schedules instead of waiting for visible wear. Performance degradation begins before operators can visually identify wheel damage.


Types of Roughing and Buffing Machines Used in Footwear Factories
Modern footwear factories use different roughing systems according to production volume, shoe category, and material complexity.
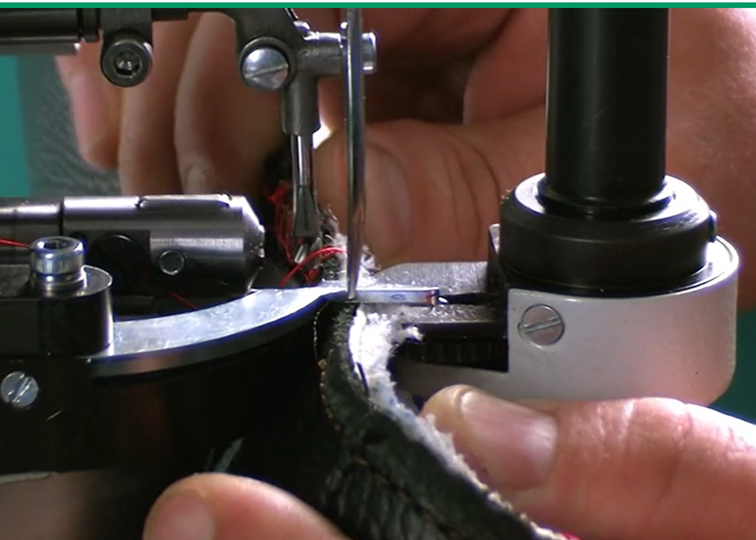
Hand Roughing Machines
Hand roughing machines are widely used in most of the factories. Operators manually control the abrasive wheel around the bonding line.
These machines provide flexibility for complex shoe shapes and varied product styles. However, process consistency depends heavily on operator experience.
Key Control Points
- Inspect wheel wear regularly
- Maintain stable hand pressure
- Control wheel angle carefully
- Replace damaged abrasive heads immediately
Pro Tip: Use temperature monitoring for high-speed roughing operations to prevent PU surface melting.


Automatic Roughing Machines
Automatic roughing machines use programmable guides, pressure systems, and rotating abrasive units to standardize the process.
These machines significantly reduce operator variation and improve productivity. Therefore, large sports footwear factories commonly use automated systems for mass production.
Automatic systems also improve traceability because process parameters can be digitally monitored.
Key Control Points
- Verify machine calibration daily
- Monitor RPM stability continuously
- Check sensor alignment accuracy
- Validate roughing path programming
Courtesy : ATOM MB
Pro Tip: Inspect toe spring and heel curve regions carefully because uneven pressure commonly occurs in curved geometries.


CNC and Robotic Roughing Systems
Advanced footwear factories increasingly use robotic roughing systems integrated with vision technology and programmable motion control.
These systems provide highly repeatable roughing depth and surface profile accuracy. Furthermore, robotic systems reduce labor dependency and improve consistency for technical footwear categories. Although investment cost is high, robotic systems improve long-term quality stability.
Although investment cost is high, robotic systems improve long-term quality stability.
Key Control Points
- Validate robotic path precision
- Monitor spindle vibration
- Inspect automation repeatability
- Maintain software calibration records
Courtesy : MIRDC
Pro Tip: Perform cross-functional audits involving quality, engineering, and production teams to identify hidden process variation.


Selection of Emery Wheels, Brushes, and Abrasives
Abrasive selection directly affects bonding performance. Incorrect grit selection can damage materials or create insufficient surface activation.
Factories commonly use, Emery wheels, Silicon carbide belts, Sanding drums, Stainless-steel wire brushes, Abrasive flap wheels.
The selection depends on, Material hardness, Surface coating, Density, Elasticity, Heat sensitivity, Adhesive system compatibility. Coarse grit produces deeper scratches but may weaken material structure. Fine grit creates smoother profiles but may reduce adhesive penetration. Therefore, factories establish grit compatibility matrices for different material combinations.
Key Control Points
- Validate abrasive compatibility with material type
- Use approved grit specification only
- Replace worn abrasive tools immediately
- Prevent mixed grit contamination

Pro Tip: Integrate digital peel-test tracking to identify long-term bonding trends and preventive maintenance requirements.

Surface Roughness Standards and Ra Value Control
Industrial footwear factories increasingly use surface roughness measurement systems to standardize bonding preparation quality. Ra1 value refers to average surface roughness measured using profilometers2. Proper Ra range depends on material type and adhesive system.
For example, Rubber may require deeper roughness, EVA requires moderate roughness, Leather requires controlled fiber exposure, TPU requires shallow abrasion. Excessive roughness creates weak boundary layers and fiber tearing. Insufficient roughness reduces adhesive anchorage capability.
Therefore, factories establish acceptable Ra control ranges during process validation trials. Periodic spot checks help ensure roughing consistency during production.
Key Control Points
- Conduct profilometer checks regularly
- Record Ra values by material type
- Reject over-buffed surfaces immediately
- Standardize roughness acceptance limits
RPM, Pressure, and Heat Control During Roughing
Roughing quality depends heavily on machine RPM, contact pressure, and heat generation. High RPM combined with excessive pressure can burn the material surface. This problem is especially critical for PU and EVA materials because friction heat can melt the substrate and weaken bonding performance.
Low RPM may create insufficient roughness and poor surface activation. Therefore, factories establish controlled process windows for, Wheel RPM, Contact pressure, Feed speed, Exposure duration, Wheel hardness. Proper operator training is essential because manual pressure variation is one of the most common causes of inconsistent peel strength.
Key Control Points
- Monitor wheel temperature frequently
- Prevent material scorching
- Standardize machine speed settings
- Train operators on pressure control

Dust Extraction and Workplace Safety
Roughing generates fine dust particles from rubber, PU, EVA, leather, and synthetic materials. Without proper extraction systems, dust contamination affects both worker safety and product quality. Factories install, Vacuum extraction systems, Dust collection pipelines, Air filtration units, Personal protective equipment stations.
Dust accumulation can contaminate bonding surfaces and reduce adhesive effectiveness. Additionally, airborne dust may create respiratory hazards for operators. Consequently, footwear factories must integrate environmental and safety controls into roughing operations.
Key Control Points
- Prevent dust accumulation near bonding area
- Maintain vacuum suction efficiency
- Clean extraction filters regularly
- Ensure PPE compliance
Common Roughing Defects and Their Impact
Poor roughing quality directly affects outsole bonding performance and product durability. Common defects include, Under-roughing, Over-roughing, Burn marks, Uneven abrasion, Unroughed spots, Fiber tearing, Surface glazing, Edge damage
Under-roughing causes weak adhesive anchorage and peel failure. Over-roughing damages substrate integrity and creates weak boundary layers. Similarly, overheating can melt PU surfaces and reduce chemical bonding capability. Therefore, quality inspectors must verify roughing quality before primer and adhesive application.
Key Control Points
- Verify roughing coverage completeness
- Inspect toe and heel edges carefully
- Reject glossy bonding areas
- Monitor material burn defects
Adhesion Testing After Roughing
Strong footwear bonding performance depends on continuous adhesion monitoring. Many factories implement mandatory peel-test verification during every production shift. These tests help identify roughing problems before large-scale rejection occurs.
Common testing methods include, Peel test, Flex resistance testing, Aging chamber evaluation, Heat resistance testing. A sudden reduction in peel strength often indicates, Worn abrasive wheels, Incorrect RPM, Poor pressure control, Surface contamination, Improper grit selection. Therefore, adhesion testing functions as an early warning system for process instability.
Key Control Points
- Investigate sudden strength reduction quickly
- Conduct peel tests every shift
- Record adhesion data systematically
- Replace worn abrasives immediately
Process Standardization and Operator Training
Even advanced roughing equipment cannot guarantee consistent bonding without proper standardization and training. Factories establish standardized work instructions covering, Roughing width, Surface appearance standards, RPM settings, Grit specifications, Pressure guidelines, Inspection criteria.
Visual standards are commonly displayed near roughing stations to help operators identify acceptable and unacceptable surfaces. Training programs also focus on, Material recognition, Heat control, Edge handling, Machine safety, Surface defect identification. Continuous skill verification improves process stability and reduces variation between operators.
Key Control Points
- Update SOPs after material changes
- Conduct operator certification regularly
- Maintain visual quality standards
- Audit process compliance frequently
Conclusion
Roughing and buffing are among the most technically sensitive operations in footwear bonding preparation. Although the process appears simple, improper surface preparation can immediately compromise outsole adhesion performance and long-term product durability.
Therefore, footwear factories must control grit selection, surface roughness, machine RPM, pressure consistency, dust contamination, and adhesion verification with strict process discipline. Furthermore, continuous operator training and preventive maintenance are essential for maintaining stable peel strength performance across production batches.
As footwear materials become more advanced and lightweight, roughing precision becomes even more critical. Modern factories increasingly adopt automated and robotic roughing systems to improve consistency, reduce labor dependency, and achieve higher bonding reliability.
In the next blog of TheFootwearEdge Full Shoe Assembly Series, we will discuss Washing / Priming in Footwear Manufacturing – Full Shoe Assembly Series, where we will explore surface cleaning chemistry, primer application methods, activation systems, and adhesion enhancement techniques before cementing operations begin.


Frequently Asked Questions – FAQs
What is roughing in footwear manufacturing?
Roughing is a surface preparation process where bonding areas are mechanically abraded to improve adhesive adhesion between the upper and outsole.
Why is roughing important before outsole bonding?
Roughing increases surface area, removes contaminants, and creates mechanical anchorage that improves bonding strength and peel resistance.
Which materials require roughing in footwear factories?
Common materials include rubber, EVA, PU, TPU, leather, synthetic uppers, and textile-laminated components.
What happens if roughing is insufficient?
Insufficient roughing can lead to weak adhesion, outsole separation, edge lifting, and failed peel tests.
How do factories measure roughing quality?
Factories use visual inspection, peel testing, and surface roughness measurement systems such as profilometers.
What abrasive materials are commonly used for roughing?
Emery wheels, silicon carbide belts, abrasive drums, and stainless-steel wire brushes are widely used.
Can excessive roughing damage footwear materials?
Yes. Over-roughing may tear fibers, melt PU surfaces, weaken substrates, and reduce bonding durability.


- Roughness Average is the arithmetic mean of the surface deviations from a central line, representing the average roughness of a surface. ↩︎
- A Profilometer is a precision instrument used to measure the surface profile of objects, providing critical insights into surface roughness, texture, and step height. ↩︎





