Cement / Adhesive Drying & Activation in Footwear Manufacturing – Full Shoe Assembly Series
In the previous blog, Primary & Secondary Cementing in Footwear Manufacturing – Full Shoe Assembly Series, we examined how adhesive is applied to both the upper assembly and outsole bonding surfaces. Although adhesive application is one of the most important operations in footwear manufacturing, the bonding process is still far from complete once cementing is finished.
The adhesive layer at this stage contains solvents that must be removed under controlled conditions before bonding can occur. Furthermore, once the adhesive has dried, its surface must be reactivated to restore the tack level required for effective bonding. This is where the drying and activation process becomes one of the most critical stages in the entire full shoe assembly sequence.
Many footwear bonding failures that appear during production, laboratory testing, customer wear trials, or market use can be traced directly to poor drying or activation control. In numerous cases, operators incorrectly blame adhesive quality when the actual root cause lies in insufficient solvent removal, excessive activation temperature, poor conveyor speed control, or failure to maintain the specified open time window.
Modern footwear factories therefore invest heavily in drying and activation technology. Large-scale athletic footwear plants commonly use fully automated tunnel dryers equipped with multiple heating zones, infrared activation systems, hot-air circulation chambers, variable conveyor speeds, temperature sensors, and data logging systems. These technologies ensure that every shoe receives identical thermal exposure before outsole attachment.


Understanding the Purpose of Drying & Activation
After adhesive application, the bonding surfaces cannot be pressed together immediately. The adhesive must first pass through a controlled drying phase followed by an activation phase.
The drying stage allows solvents contained within the adhesive formulation to evaporate gradually. Solvent removal is essential because trapped solvent weakens the adhesive film and reduces bond durability. If bonding occurs before sufficient solvent evaporation, the adhesive may initially appear acceptable but can fail later during wear testing, flexing, environmental exposure, or customer use.
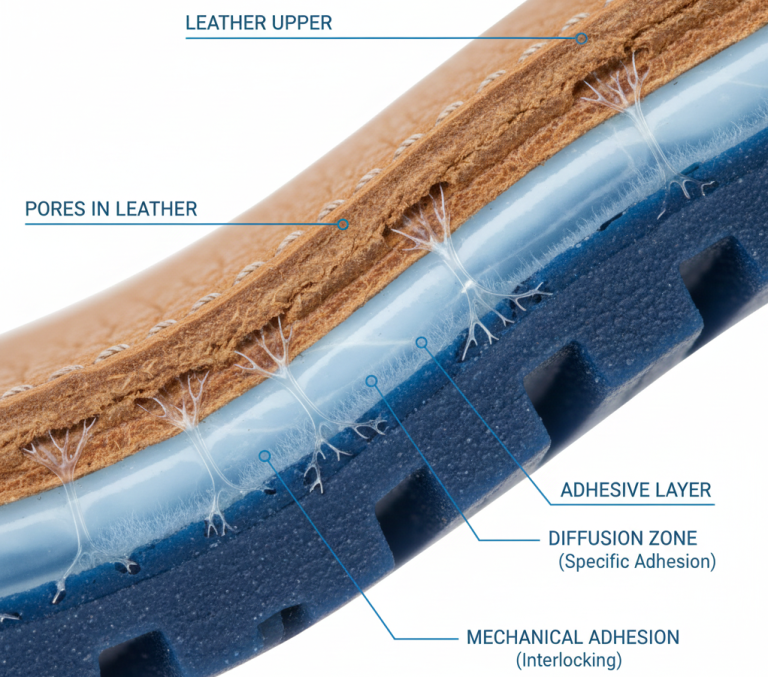
Once drying is complete, the adhesive surface loses much of its initial tack. Although the adhesive film remains chemically active, its surface is no longer in the optimum condition required for bonding. Activation restores the adhesive surface by reheating or chemically reactivating the adhesive layer, allowing the polymers to regain sufficient mobility for bonding.
This process significantly improves adhesive wetting performance. When pressure is applied during outsole attachment, the activated adhesive can flow effectively into microscopic surface irregularities and create stronger mechanical and chemical interactions.
In practical manufacturing terms, drying and activation serve four major objectives, 1. Remove solvents safely and uniformly, 2. Protect adhesive integrity, 3.Restore adhesive tack, 4.Maximize final bond strength. Without proper drying and activation control, even the highest-quality adhesive cannot achieve its designed performance.
Key Control Points
- Follow adhesive supplier drying requirements.
- Verify complete solvent evaporation.
- Maintain validated activation temperatures.
- Monitor open-time compliance continuously.
Expert Tip: Always measure actual adhesive surface temperature rather than relying exclusively on machine setpoint values.


Adhesive Drying Fundamentals
Drying is much more than simply exposing adhesive-coated components to heat. In reality, drying is a carefully controlled solvent evaporation process designed to create a stable adhesive film without damaging the adhesive structure.
Immediately after cementing, the adhesive layer contains volatile solvents that keep the adhesive in a workable state. These solvents must evaporate before bonding can occur. However, evaporation must happen gradually.
If drying occurs too rapidly, a surface skin may develop on the adhesive film. This phenomenon, commonly known as “skinning,” creates a partially sealed surface while solvents remain trapped beneath. As production continues, trapped solvents can migrate outward, creating bubbles, weak bonds, or inconsistent adhesion performance.
Conversely, insufficient drying leaves excessive solvent content within the adhesive layer. This condition often causes poor peel strength, sole separation, and reduced bond durability.
Drying performance depends on several factors, Adhesive chemistry, Solvent composition, Coating thickness, Ambient temperature, Relative humidity, Airflow velocity, Drying temperature, Exposure time. Because these factors interact continuously, factories must establish drying standards for every adhesive system used in production.
Key Control Points
- Prevent adhesive skinning.
- Avoid excessive drying temperatures.
- Maintain consistent airflow conditions.
- Validate drying parameters through testing.

Pro Tip: Activation temperatures should be validated for every upper-outsole material combination.


Relationship Between Drying and Bond Strength
One of the most misunderstood concepts in footwear assembly is the relationship between drying quality and final bond strength. Many operators assume that stronger heating automatically produces stronger bonding. In reality, the opposite is often true. Excessive heat can damage adhesive polymers, reduce flexibility, and weaken long-term bond performance.
The adhesive film undergoes several physical changes during drying. Initially, solvent concentration decreases. As evaporation progresses, the adhesive film becomes more concentrated and gradually develops its final structure.
If solvent removal remains incomplete, the adhesive cannot achieve full mechanical strength. During outsole pressing, residual solvent interferes with molecular interactions between the adhesive layers and bonding surfaces. Additionally, trapped solvent often creates hidden defects that do not become visible until later stages of testing or customer use.
Strong bonding therefore depends on achieving the correct balance – Sufficient solvent removal, Stable adhesive structure, No polymer degradation. Correct activation readiness. Factories that consistently achieve high bond strength understand that drying is not simply a preparation step—it is an essential part of the bonding process itself.
Factories that consistently achieve high bond strength understand that drying is not simply a preparation step—it is an essential part of the bonding process itself.
Key Control Points
- Never evaluate drying solely by appearance.
- Validate bond strength through testing.
- Monitor solvent removal efficiency.
- Establish process capability targets.
Pro Tip: Any temperature deviation exceeding ±3°C from the validated process window should trigger immediate investigation.


Conveyorized Tunnel Dryers
Most large footwear factories use conveyorized tunnel dryers because they provide the consistency required for modern high-volume production. Tunnel dryers transport footwear components through a series of controlled heating zones using conveyor systems. Each zone performs a specific function within the drying and activation sequence.
The primary advantage of conveyorized systems is repeatability. Every shoe experiences the same temperature profile, airflow conditions, and dwell time. This consistency reduces operator variation and improves overall process capability.
A typical tunnel dryer consists of – Conveyor transport system, Heating modules, Air circulation units, Exhaust ventilation system, Temperature control system, Monitoring sensors, Safety interlocks. As footwear components move through the tunnel, solvents evaporate gradually while the adhesive film develops the characteristics necessary for activation.
Production speed and dryer performance are directly linked. Therefore, conveyor speed becomes one of the most important process variables. When production managers increase output without adjusting tunnel parameters, dwell time decreases. Reduced dwell time often results in incomplete drying and inconsistent activation.
Conversely, excessively slow conveyor speeds may overexpose components to heat and create material distortion.
Key Control Points
- Verify conveyor speed accuracy daily.
- Synchronize production speed with dwell time.
- Monitor tunnel temperature stability.
- Conduct preventive maintenance regularly.

Pro Tip: Maintain digital records of all activation parameters for traceability and customer audit support.


Multi-Zone Tunnel Dryer Design
Modern footwear tunnel dryers rarely operate using a single temperature throughout the entire machine. Instead, manufacturers employ multi-zone configurations that allow gradual and controlled heating. The first zone typically focuses on initial solvent flash-off. Temperatures remain relatively low to prevent sudden solvent boiling and adhesive skinning.
The second zone continues solvent removal while stabilizing adhesive film formation. At this stage, airflow management becomes particularly important because uniform solvent removal directly affects final bonding consistency. The final zone commonly performs activation or prepares the adhesive surface for activation. Depending on factory design, activation may occur within the tunnel itself or in a separate activation chamber.
Multi-zone systems offer several important benefits: Improved process control, Better temperature management, Reduced material distortion, Enhanced bond consistency, Increased production flexibility. Different footwear constructions often require different zoning profiles.
Running shoes with knitted uppers may require lower activation temperatures than safety footwear made with leather and heavy rubber compounds.
Key Control Points
- Validate temperatures for every zone.
- Maintain uniform airflow distribution.
- Use product-specific machine recipes.
- Audit zone performance periodically.

Pro Tip: Use separate activation recipes for every outsole compound rather than applying universal temperature settings.

Infrared Activation Systems
Once drying is complete, activation becomes the next critical operation. One of the most widely used activation technologies in footwear manufacturing is infrared heating. Infrared activation systems transfer thermal energy directly to the adhesive surface without relying entirely on heated air. This characteristic allows rapid and efficient activation while maintaining high production speeds.
Infrared technology is particularly popular in athletic footwear factories where production volumes are extremely high and cycle times must remain short. The major advantage of infrared activation is speed. The adhesive surface reaches activation temperature quickly, allowing efficient reactivation immediately before outsole attachment. However, infrared systems also present risks if not controlled carefully.
Because energy transfer occurs rapidly, excessive exposure can – Burn adhesive films, Distort synthetic materials, Damage foam components, Reduce adhesive performance, Create cosmetic defects. For this reason, factories carefully control – Lamp intensity, Exposure duration, Conveyor speed, Lamp-to-surface distance, Surface temperature. Advanced systems often integrate pyrometers that continuously verify actual surface temperatures at the tunnel exit.
Key Control Points
- Monitor lamp performance regularly.
- Replace aging lamps proactively.
- Validate surface temperatures frequently.
- Prevent localized overheating.
Pro Tip: Perform peel testing at startup, after breaks, and following any process adjustment.


Hot-Air Activation Systems
While infrared activation systems dominate many athletic footwear factories, hot-air activation systems continue to play a major role across the footwear industry. These systems use controlled heated airflow to raise adhesive surface temperature gradually and uniformly before outsole attachment.
Unlike infrared heating, which transfers energy directly to the adhesive surface, hot-air systems rely on convection. Heated air circulates around the footwear component and transfers thermal energy evenly across the bonding area. This approach significantly reduces the risk of localized overheating and makes hot-air activation particularly suitable for heat-sensitive materials.
Many modern footwear constructions contain lightweight knitted uppers, engineered mesh, TPU films, foam laminations, and synthetic materials that can deform when exposed to excessive localized heat. Hot-air activation helps protect these materials while still providing adequate adhesive reactivation. Another advantage of hot-air systems is temperature uniformity. Because the entire bonding area is exposed to circulating heated air, activation consistency often improves, especially for complex outsole geometries.

However, airflow management becomes critically important. Uneven airflow distribution can create temperature variations across the bonding surface. Areas receiving insufficient heat may remain under-activated, while areas receiving excessive airflow may exceed the target activation temperature. To prevent such issues, factories routinely verify: Airflow velocity, Air temperature, Nozzle condition, Filter cleanliness, Blower performance.
Many manufacturers now combine hot-air and infrared technologies to achieve both rapid activation and uniform temperature distribution.
Key Control Points
- Maintain balanced airflow throughout the chamber.
- Clean filters and ducts regularly.
- Verify nozzle performance periodically.
- Monitor activation temperature consistency.
Pro Tip: Include pyrometer calibration in preventive maintenance schedules.


Manual Activation Systems
Although automated tunnel dryers dominate high-volume manufacturing, manual activation systems remain important in several production environments. Manual activation is commonly used in – Sample rooms, Product development centers, Small production facilities, Pilot production lines, Repair operations, Specialty footwear manufacturing.
The most common manual activation tools include handheld infrared activator guns, hot-air activation guns, and portable heating systems. These systems offer flexibility because operators can adjust heating location, exposure duration, and activation intensity according to the specific footwear construction. This flexibility is particularly valuable during product development when activation parameters are still being established.
However, manual activation introduces substantial operator dependency. Variations in gun distance, heating angle, movement speed, and exposure duration can significantly affect activation consistency. For example, one operator may expose a bonding area to heat for five seconds while another exposes the same area for ten seconds. Such differences often create inconsistent bonding performance.
Consequently, factories using manual activation systems must establish detailed operating standards and provide continuous operator training. Standardization typically includes – Activator distance specifications, Exposure time guidelines, Movement patterns, Temperature verification methods.
Manual activation can produce excellent results when controlled properly, but it generally requires more supervision than automated systems.
Key Control Points
- Standardize activation procedures.
- Verify operator training regularly.
- Monitor activation temperatures.
- Audit consistency frequently.
Pro Tip: Treat activation temperature as a critical process parameter requiring continuous monitoring.


Activation Temperature by Material Combination
One of the most important principles in footwear bonding is that activation temperature cannot be standardized across all products. Different materials absorb, transfer, and dissipate heat differently. Therefore, every upper-outsole combination requires its own validated activation parameters.
For example, a heavy rubber outsole bonded to leather may tolerate substantially higher activation temperatures than a lightweight EVA outsole bonded to engineered mesh. Similarly, TPU films, foam laminations, knitted uppers, and recycled materials often exhibit greater sensitivity to heat exposure.
Material-specific activation standards are necessary because improper temperature control creates several risks – Under-activation, Over-activation, Material distortion, Adhesive degradation, Cosmetic damage, Reduced bond durability.
Footwear manufacturers therefore conduct extensive validation testing during product development. Typical validation activities include – Peel testing, Flex testing, Heat aging, Hydrolysis resistance evaluation, Wear simulation.
Key Control Points
- Develop material-specific activation standards.
- Validate settings through laboratory testing.
- Document approved process windows.
- Prevent unauthorized temperature changes.


Open Time Control
Activation does not guarantee successful bonding by itself. Once activation is completed, the adhesive surface begins losing tack gradually. Therefore, outsole attachment must occur within a specified period known as open time. Normally Open Time varies less than 60 Seconds depending upon the adhesive system.
Open time is one of the most important but frequently overlooked process variables in footwear assembly. The duration of open time depends on several factors – Adhesive chemistry, Activation temperature, Ambient temperature, Relative humidity, Material porosity, Production conditions.
As open time progresses, adhesive tack decreases. Eventually, the adhesive surface can no longer achieve the wetting performance necessary for strong bonding. When outsole attachment occurs outside the approved open-time window, bond strength often declines significantly.
For this reason, factories must synchronize – Tunnel dryer output, Material flow, Workstation staffing, Pressing machine capacity. Modern assembly lines frequently use conveyor systems designed specifically to maintain open-time compliance.
Key Control Points
- Monitor activation-to-pressing intervals.
- Prevent excessive work-in-process inventory.
- Synchronize activation and pressing operations.
- Audit open-time compliance routinely.

Inline Infrared Pyrometers and Real-Time Monitoring
Historically, footwear factories relied primarily on machine settings to control activation processes. Today, most leading manufacturers recognize that machine settings alone do not guarantee actual adhesive surface temperatures. Consequently, inline infrared pyrometers have become increasingly common.
Pyrometers measure actual surface temperatures as footwear components exit the dryer or activation chamber. This capability provides a far more accurate assessment of process performance than machine setpoints alone.
Real-time temperature monitoring delivers several important benefits – Improved process consistency, Immediate deviation detection, Enhanced traceability, Reduced defect rates, Better audit compliance. The pyrometer continuously compares measured temperatures against validated process windows. If temperature deviates beyond acceptable limits, alarms can notify operators immediately.
Many modern factories go further by integrating pyrometer systems with automatic line-stop functionality. According to industry best practice, any activation temperature deviation exceeding ±3°C from the approved process window should trigger immediate investigation and product quarantine.
This approach prevents potentially defective footwear from progressing further into production.
Key Control Points
- Calibrate pyrometers regularly.
- Verify sensor cleanliness.
- Maintain historical temperature records.
- Link alarms to corrective action procedures.



Process Traceability and Data Logging
Global footwear brands increasingly demand complete process traceability for critical manufacturing operations. Drying and activation are now considered high-priority traceability processes in many factories.
Modern data logging systems automatically record:
- Tunnel temperatures
- Zone temperatures
- Conveyor speeds
- Activation temperatures
- Pyrometer readings
- Alarm events
- Maintenance activities
- Calibration records
These records become extremely valuable during customer claim investigations. When bonding failures occur, historical process data often provides the evidence needed to determine whether manufacturing conditions remained within specification.
In addition, process data supports – Statistical process control (SPC), Continuous improvement initiatives, Preventive maintenance planning, Root cause investigations. Factories that maintain strong traceability systems generally achieve higher customer confidence and stronger audit performance.
Key Control Points
- Store process data securely.
- Maintain backup records.
- Review trends regularly.
- Audit traceability systems routinely.


Common Drying & Activation Defects
Many footwear bonding failures originate directly from poor drying or activation control. The challenge is that some defects appear immediately while others emerge only after laboratory testing or customer use.
Common Defects and Root Causes
| Defect | Likely Root Cause |
|---|---|
| Immediate sole separation | Under-activation |
| Low peel strength | Insufficient drying |
| Burned adhesive | Excessive activation temperature |
| Surface blistering | Trapped solvent |
| Upper distortion | Excessive heat exposure |
| Weak heel adhesion | Uneven activation |
| Bond variability | Inconsistent dwell time |
| Premature field failure | Poor process control |
Many factories initially focus on adhesive quality when investigating bond failures. However, process audits frequently reveal that activation deviations rather than adhesive defects are responsible. Consequently, troubleshooting should always begin with process verification before adhesive replacement is considered.
Key Control Points
- Investigate deviations immediately.
- Conduct routine peel testing.
- Verify activation temperatures frequently.
- Review conveyor speed data.
Safety Requirements for Drying & Activation Areas
Drying and activation operations involve heat sources, solvent vapors, electrical systems, and moving equipment. Therefore, safety management is essential. Adhesive solvents can create fire and explosion risks when ventilation systems are inadequate.
Consequently, footwear factories typically install – Explosion-proof ventilation systems, Solvent extraction equipment, Fire suppression systems, Emergency stop devices, Temperature alarms, Electrical protection systems.
Operator safety also requires proper training regarding – Equipment operation, Emergency response procedures, Lockout/tagout practices, Fire prevention measures. Regular inspections help ensure that safety systems remain effective throughout production.
Key Control Points
- Conduct periodic safety training.
- Inspect ventilation systems regularly.
- Verify emergency stop functionality.
- Monitor solvent concentrations.
Conclusion
Drying and activation represent one of the most important process stages within footwear assembly. Although adhesive application receives significant attention, bond performance ultimately depends on how effectively the adhesive is dried and reactivated before outsole attachment.
Modern footwear factories rely on conveyorized tunnel dryers, infrared activation systems, hot-air chambers, pyrometers, and digital process monitoring systems to maintain consistent quality. These technologies help ensure that every shoe reaches the pressing operation within the validated activation window.
As footwear constructions become lighter, more complex, and increasingly material-diverse, process control requirements will continue to grow. Manufacturers that invest in proper drying and activation management will achieve stronger bonding performance, lower defect rates, improved audit compliance, and greater customer satisfaction.
In the next blog, Outsole Attaching in Footwear Manufacturing – Full Shoe Assembly Series, we will examine the complete outsole attachment process, including pressing systems, pressure control, alignment methods, and bonding verification procedures.
Frequently Asked Questions – FAQs
Why is drying required after cementing?
Drying removes solvents from the adhesive layer and prepares the adhesive film for activation and bonding.
What happens if solvent remains in the adhesive?
Residual solvent can weaken the bond, reduce peel strength, and cause premature outsole separation.
Why is activation necessary?
Activation restores adhesive tack and improves polymer mobility, allowing stronger bonding during pressing.
What is open time?
Open time is the allowable period between activation and outsole attachment during which sufficient adhesive tack remains.
Why are pyrometers used in footwear activation systems?
Pyrometers measure actual adhesive surface temperature and improve process control accuracy.
What is the biggest risk of over-activation?
Over-activation can degrade adhesive polymers, burn adhesive films, and distort footwear materials.
Why do different materials require different activation temperatures?
Different materials absorb and transfer heat differently, requiring customized activation windows.