Embossing and Debossing in Footwear Manufacturing Explained
In modern footwear manufacturing, branding and aesthetics play an increasingly important role in product differentiation. While material selection, pattern engineering, stitching, and construction methods determine product performance, visual details often influence the customer’s first impression. Among the various decoration and branding techniques used in footwear production, embossing and debossing remain two of the most effective methods for creating durable, premium-looking surface designs.
Unlike printing or labeling methods that add graphics onto the material surface, embossing and debossing physically reshape the material itself. As a result, logos, textures, decorative patterns, and branding elements become an integral part of the component rather than a separate application. This creates a more premium appearance while improving resistance to fading, peeling, and wear.
Today, footwear manufacturers use embossing and debossing extensively on leather uppers, synthetic materials, tongues, heel tabs, insoles, sock liners, straps, overlays, packaging components, and even outsole or midsole branding areas. From luxury dress shoes to high-performance athletic footwear, these processes help brands establish identity while enhancing product value.
However, achieving a sharp and durable embossed or debossed design requires more than simply pressing a logo into a material. Material behavior, die design, pressure distribution, temperature control, dwell time, backing reinforcement, and quality control all influence the final result.
Understanding these factors allows footwear developers, production engineers, technicians, and quality teams to achieve consistent embossing and debossing performance across different materials and product categories.


Understanding Embossing in Footwear Manufacturing

Embossing is a forming process that creates a raised design above the surface of a material. The process uses pressure, heat, or a combination of both to permanently deform the material into a predefined shape. The resulting design stands out from the surrounding surface and creates a distinct three-dimensional appearance.
In footwear manufacturing, embossing is commonly used to create brand logos, decorative textures, model identifications, size markings, technical graphics, and premium surface effects. Manufacturers frequently apply embossing to leather, synthetic leather, microfiber, PU materials, PVC materials, textile laminates, insoles, and decorative overlays.
The process begins by positioning the material beneath a specially designed embossing die. Heat and pressure are then applied for a controlled period. As the material softens and deforms, it conforms to the geometry of the die. Once cooled, the material retains the raised pattern permanently.
One of the primary reasons footwear brands prefer embossing is its ability to create strong visual impact. A raised logo catches light differently from the surrounding surface, making the branding more noticeable. Additionally, consumers often associate embossed details with higher product quality because the design becomes part of the material rather than an applied decoration.
Embossing is also widely used to simulate expensive textures. Manufacturers can reproduce crocodile grain, ostrich patterns, carbon-fiber effects, geometric textures, and technical sports designs on relatively inexpensive materials. Consequently, footwear brands can achieve premium aesthetics without significantly increasing material costs.
For performance footwear, embossing often serves both decorative and functional purposes. Certain embossed structures improve visual appeal while simultaneously increasing surface rigidity in localized areas.
Key Control Points
- Maintain consistent pressure distribution.
- Verify die temperature stability.
- Control material moisture content.
- Confirm proper backing support.
Expert Tip: Create separate approved recipes for every material supplier.


Understanding Debossing in Footwear Manufacturing
Debossing is the opposite of embossing. Instead of creating a raised design, the process produces a recessed or indented pattern below the material surface. Although the equipment and manufacturing principles are often similar, the final visual effect is considerably different.
In footwear applications, debossing is frequently used for premium branding because it creates a subtle and sophisticated appearance. Luxury footwear manufacturers particularly favor debossed logos because they integrate seamlessly into the overall product design.
The process involves pressing a raised die into the material surface. Under controlled heat and pressure, the material deforms inward and forms a permanent indentation. Once cooled, the recessed shape remains visible through shadow formation and surface contour changes.
Debossing is commonly applied to: Leather uppers, Synthetic uppers, Tongues, Heel tabs, Sock liners, Insoles, Leather patches, Packaging components, Outsoles.
One advantage of debossing is improved protection against abrasion. Because the design sits below the surface, it experiences less direct contact during use. This characteristic often helps maintain logo visibility throughout the product lifecycle.
Another important benefit is aesthetic refinement. Debossed branding typically appears more elegant than printed graphics and less aggressive than highly raised embossing. Therefore, manufacturers often select debossing when targeting premium, luxury, or minimalist product categories.
Key Control Points
- Control depth consistency.
- Avoid excessive material deformation.
- Maintain die alignment.
- Verify logo legibility after cooling.
Pro Tip: Measure embossing depth objectively rather than relying only on visual judgment.


Embossing versus Debossing in Footwear Manufacturing
Although embossing and debossing use similar equipment, they achieve different objectives and create distinct visual impressions. Embossing creates a raised design that attracts attention immediately. The elevated surface catches light effectively and provides strong tactile feedback. As a result, embossed logos are often selected for athletic footwear, outdoor footwear, and products where brand visibility is a priority.
Debossing creates a recessed design that appears more understated. Rather than projecting outward, the design becomes visible through shadow and depth variation. Consequently, debossing is widely used in premium leather footwear, luxury casual footwear, and formal footwear collections.
The choice between embossing and debossing depends on multiple factors including material thickness, product positioning, brand identity, manufacturing feasibility, and desired consumer perception.
Material characteristics also influence process selection. Certain thin materials may not support deep embossing without distortion. In such situations, debossing may provide a cleaner and more stable result.
From a durability perspective, debossing generally experiences lower wear because the design remains protected within the material surface. Embossing, however, often provides superior visibility and stronger brand recognition.
Rather than viewing one process as superior to the other, footwear manufacturers should consider both as complementary techniques suited to different design objectives.
Major Differences
| Factor | Embossing | Debossing |
|---|---|---|
| Surface Effect | Raised | Recessed |
| Visual Impact | High | Subtle |
| Brand Visibility | Strong | Moderate |
| Luxury Appearance | Good | Excellent |
| Abrasion Exposure | Higher | Lower |
| Tactile Feel | Strong | Refined |
| Shape Retention Requirement | Higher | Lower |
Key Control Points
- Match process to product positioning.
- Consider material limitations.
- Evaluate logo visibility requirements.
- Verify long-term durability.
Pro Tip: Evaluate retention after 24 hours, not immediately after production.
Posts you make Like


Troubleshooting Adhesive Bond Failures in Footwear Manufacturing…
Why Footwear Manufacturers Use Embossing and Debossing
Embossing and debossing deliver benefits that extend far beyond aesthetics. While most consumers notice the visual appeal first, footwear manufacturers use these processes for branding, differentiation, durability, and production efficiency.
Brand recognition remains one of the primary reasons for adopting embossing and debossing. Logos integrated directly into the material surface typically appear more premium than printed alternatives. Furthermore, because the design becomes part of the material, it is less susceptible to peeling or fading.
These processes also contribute significantly to perceived product value. Consumers frequently associate three-dimensional branding and textured detailing with higher-quality products. Consequently, footwear brands often use embossing and debossing to strengthen premium positioning without increasing component count.
Another advantage is design flexibility. Designers can introduce complex textures, patterns, and visual effects without adding separate decorative parts. This simplifies assembly while reducing potential quality issues associated with adhesives or additional components.
Embossing additionally enables material simulation. Synthetic materials can be embossed with realistic leather grains or decorative textures that closely resemble expensive natural materials. This capability helps manufacturers balance aesthetics, consistency, and cost control.
Benefits for Footwear Manufacturers
- Enhanced brand recognition
- Premium product appearance
- Durable branding solution
- Reduced reliance on printing
- Improved design flexibility
- Lightweight decoration method
- Cost-effective texture creation
- Consistent production performance
Key Control Points
- Establish approved logo specifications.
- Validate appearance after wear testing.
- Standardize production parameters.
- Monitor long-term retention.
Pro Tip: Use brass dies for most premium logo applications.
Embossing and Debossing Methods Used in Footwear Manufacturing
The footwear industry utilizes several embossing and debossing methods depending on material type, production volume, design complexity, and equipment availability. Each method offers specific advantages and limitations.
Hot Embossing and Hot Debossing
Hot embossing is the most common process used in footwear production. The method combines heat, pressure, and dwell time to soften the material temporarily and improve pattern formation. During production, a heated die contacts the material under controlled pressure. As the material softens, it flows into the die geometry and forms the desired shape. After cooling, the pattern becomes permanent.
Hot embossing is widely used for leather, PU, PVC, microfiber, laminated materials, insoles, and footwear branding components. It provides excellent detail reproduction and typically produces sharper logos than cold-forming methods. Because heat improves material conformity, hot embossing is especially suitable for intricate logos, decorative textures, and premium branding applications.
Key Control Points
- Stabilize die temperature before production.
- Monitor dwell time carefully.
- Prevent overheating.
- Verify pattern depth consistency.
Pro Tip: Conduct flex testing before production approval.


Cold Embossing and Cold Debossing
Cold embossing relies primarily on mechanical pressure rather than heat. The process is generally used for materials that may be sensitive to thermal exposure or when only shallow embossing is required. Although cold embossing often produces less pronounced results than hot embossing, it reduces the risk of thermal damage.
Manufacturers occasionally use cold embossing for textile-based materials, lightweight laminates, and specific decorative applications. Because no heat is involved, production startup can be faster and energy consumption lower. However, material recovery tends to be higher, which may reduce long-term pattern visibility.
Key Control Points
- Verify recovery after 24 hours.
- Monitor pressure consistency.
- Evaluate long-term retention.
- Confirm adequate depth formation.
Pro Tip: Monitor die-face temperature instead of relying solely on controller readings.

High-Frequency (HF) Embossing
High-frequency embossing utilizes electromagnetic energy to generate heat within thermoplastic materials. Unlike conventional hot embossing, where heat transfers from the die to the material, HF technology creates heat internally. This approach allows efficient processing of PVC, TPU, and synthetic laminates commonly used in athletic footwear.
HF embossing can simultaneously create decorative patterns and bond material layers. Therefore, it is particularly useful for modern sports footwear where branding and structural reinforcement are often combined.
Key Control Points
- Control RF energy accurately.
- Monitor localized heating.
- Verify electrode condition.
- Prevent material scorching.
Pro Tip: Maintain die revision control systems.


Rotary Embossing
Rotary embossing uses engraved rollers to create continuous surface patterns. Although footwear factories rarely perform rotary embossing directly, material suppliers frequently use this method to produce embossed synthetic leather and textile rolls before conversion into footwear components. The process offers excellent productivity and consistency for large-scale texture production.
Key Control Points
- Monitor roller wear.
- Control line speed.
- Verify pattern consistency.
- Maintain temperature stability.
Pro Tip: Store dies in protective cases to prevent damage.

Machines Used for Embossing and Debossing
Machine selection plays a major role in production quality, efficiency, and repeatability. Footwear factories typically utilize hydraulic presses, pneumatic presses, digital hot stamping systems, and HF embossing machines.
Hydraulic embossing presses remain the industry standard because they provide stable pressure and excellent control over forming conditions. These machines are suitable for deep embossing, premium branding, and high-force applications. Pneumatic systems offer faster operation and lower maintenance requirements but generally provide less force than hydraulic equipment. They are often used for lightweight materials and smaller logos.
Digital embossing machines incorporate programmable controls that allow operators to store and repeat approved production recipes. This improves repeatability and reduces operator dependency. HF embossing equipment is commonly found in athletic footwear factories where thermoplastic materials dominate the product construction.
Key Control Points
- Calibrate pressure systems regularly.
- Verify temperature controller accuracy.
- Inspect platens for parallelism.
- Maintain preventive maintenance schedules.


Machine Parameters for Leather and Synthetic Materials
Machine parameters determine whether an embossing or debossing operation produces a sharp, durable impression or an inconsistent and short-lived result. Although equipment manufacturers provide general recommendations, every footwear factory should establish approved production recipes through material trials and validation testing.
The three most important process variables are temperature, pressure, and dwell time. These parameters work together. Increasing one parameter often allows adjustment of another. For example, higher temperatures may reduce the pressure required to achieve the same depth. However, excessive heat can cause gloss variation, coating damage, shrinkage, or loss of material properties.
Natural leather behaves differently from synthetic materials because its fiber structure responds to heat and pressure differently. Consequently, production teams should never use identical settings across all material categories.
Typical Parameters for Leather
| Material | Temperature | Pressure | Dwell Time |
|---|---|---|---|
| Full Grain Leather | 90–130°C | 20–60 kg/cm² | 2–8 sec |
| Corrected Grain Leather | 100–140°C | 25–65 kg/cm² | 2–10 sec |
| Nubuck | 80–120°C | 15–50 kg/cm² | 2–6 sec |
| Suede | 80–120°C | 15–45 kg/cm² | 2–6 sec |
Leather embossing often benefits from controlled moisture content because excessively dry leather may produce shallow or cracked impressions.
Typical Parameters for Synthetic Materials
| Material | Temperature | Pressure | Dwell Time |
|---|---|---|---|
| PU Synthetic Leather | 100–150°C | 20–50 kg/cm² | 2–6 sec |
| PVC Synthetic Leather | 110–160°C | 20–60 kg/cm² | 2–8 sec |
| Microfiber | 110–150°C | 20–55 kg/cm² | 2–6 sec |
| TPU Laminates | 90–140°C | 15–45 kg/cm² | 1–5 sec |
Synthetic materials generally respond more quickly to heat because of their thermoplastic content. Therefore, overheating can easily create gloss changes, surface distortion, or excessive shrinkage.
Key Control Points
- Validate settings for each material supplier.
- Monitor actual die-face temperature.
- Verify pressure calibration regularly.
- Conduct retention testing after production.


Maintaining Crispness, Legibility, and Shape Retention
One of the most common challenges in footwear embossing and debossing is maintaining pattern visibility throughout the product lifecycle. A logo that appears sharp immediately after production may gradually lose definition as the material recovers, flexes, or ages. To overcome this challenge, footwear manufacturers use various reinforcement methods that stabilize the embossed or debossed structure and reduce recovery.
Reinforcement Backing Materials
Thin upper materials often require additional support behind the embossing area. Reinforcement materials help prevent the embossed structure from flattening over time. Common backing materials include nonwoven reinforcement fabrics, microfiber sheets, woven reinforcement fabrics, synthetic reinforcement boards, and high-density foam materials. These backing materials distribute pressure more evenly and improve long-term retention.
PU Cement Application
Many factories apply a thin layer of PU adhesive to the backside of the embossing zone before forming. After drying, the adhesive creates localized rigidity that supports the embossed structure. This technique is particularly useful for fine lettering and small logos that must remain highly legible.
Thermoplastic Reinforcement Films
Thermoplastic materials are among the most effective retention solutions. Examples include: TPU films, Hot melt reinforcement films, Thermoplastic counter materials, Reinforcement sheets, During embossing, these materials soften under heat and subsequently harden during cooling, effectively locking the pattern into place.
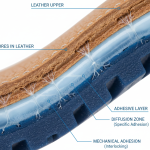
Multi-Layer Construction
Premium footwear brands often incorporate engineered multi-layer structures beneath critical branding locations. This approach improves: Shape retention, Depth stability, Long-term appearance, Wear resistance, Although more expensive, multi-layer construction is common in premium leather footwear and luxury product lines.
Key Control Points
- Match reinforcement stiffness to material flexibility.
- Avoid excessive rigidity.
- Verify bonding integrity.
- Conduct flex testing before approval.


Embossing and Debossing Slugs (Dies)
The embossing or debossing slug, commonly called a die, is the heart of the process. Even the most advanced machine cannot compensate for poor die design. The die controls: Pattern geometry, Heat transfer, Pressure distribution, Edge definition, Production consistency,
A properly engineered die allows the material to flow smoothly while reproducing the intended design accurately. Poorly designed dies often result in weak impressions, blurred edges, inconsistent depth, and shortened die life.
For embossing applications, the die contains recessed artwork. The material flows into these cavities and forms a raised pattern. For debossing applications, the die contains raised artwork that pushes the material inward. Successful die design considers material behavior, production volume, logo complexity, heat distribution, and manufacturing tolerances.
Key Control Points
- Match die geometry to material characteristics.
- Avoid excessively sharp transitions.
- Validate trial samples before production.
- Maintain dimensional accuracy.


Die Materials Used in Footwear Manufacturing

The choice of die material influences durability, heat transfer, machining precision, and overall production performance.
Brass Dies
Brass is widely considered the preferred material for footwear embossing and debossing. It offers: Excellent heat conductivity, High machining precision, Long service life, Good wear resistance, Brass dies are particularly suitable for premium logos, detailed artwork, and high-volume production.
Copper Dies
Copper provides superior heat conductivity and rapid thermal response. However, it is softer than brass and therefore experiences faster wear. Some manufacturers use copper dies when uniform heat transfer is the primary requirement.
Magnesium Dies
Magnesium dies are commonly used for prototypes, sampling, and short production runs. Their advantages include low cost and rapid manufacturing. However, wear resistance is significantly lower than brass or steel.
Steel Dies
Steel dies offer exceptional durability and are suitable for deep embossing, long production runs, and demanding industrial applications. The tradeoff is higher manufacturing cost and lower thermal conductivity.
CNC-Machined Dies
Modern footwear manufacturers increasingly utilize CNC technology to produce highly accurate dies with consistent repeatability. CNC machining enables precise control over: Logo dimensions, Depth profiles, Edge radii, Multi-cavity layouts.
Key Control Points
- Inspect die surfaces regularly.
- Protect dies from impact damage.
- Maintain revision control.
- Monitor wear progression.


Artwork and Die Design Guidelines

Artwork created for printing often performs poorly during embossing because material flow affects final appearance. Consequently, embossing artwork should be engineered specifically for the process. Fine details that appear attractive on a computer screen may disappear during production. Therefore, artwork simplification is often necessary.
Text should be bold enough to remain readable after forming. Extremely thin fonts, narrow spacing, and intricate decorative elements frequently lead to inconsistent results. Edge radius design is equally important. Slightly rounded transitions improve material flow and reduce stress concentration. Depth selection should balance visibility and durability. Excessive depth may create cracking or distortion, while insufficient depth can reduce logo visibility.
Typical Embossing Depth Guidelines
| Material | Common Depth |
|---|---|
| Leather | 0.3–1.0 mm |
| PU Synthetic | 0.3–0.8 mm |
| PVC Synthetic | 0.4–1.2 mm |
| Microfiber | 0.2–0.8 mm |
Key Control Points
- Increase line width where necessary.
- Avoid ultra-fine text.
- Use smooth corner transitions.
- Verify readability at actual production size.


Quality Requirements and Inspection Standards
Quality evaluation should focus on both appearance and durability. A successful embossing or debossing operation should maintain visibility throughout manufacturing, transportation, retail handling, and customer use.
Key quality requirements include: Logo clarity, Uniform depth, Correct positioning, Surface integrity, Long-term retention, Customer specification compliance, Factories typically establish approved reference samples that serve as inspection standards throughout production.
Visual Inspection
Inspectors evaluate logo clarity, edge definition, completeness, and overall appearance. Common rejection criteria include: Blurred details, Missing features, Double impressions, Distorted logos, Uneven depth.
Depth Verification
Depth consistency directly affects appearance and perceived quality. Measurement methods may include: Digital depth gauges, Optical systems, Microscopes, Profile projectors.
Position Verification
Position accuracy is particularly important for visible footwear components such as tongues, quarters, and heel tabs. Inspection includes horizontal alignment, vertical alignment, and symmetry between left and right shoes.
Surface Integrity Inspection
The embossing process should not create: Cracks, Burns, Delamination, Coating damage, Excessive gloss variation
Key Control Points
- Use approved golden samples.
- Standardize lighting conditions.
- Perform periodic audits.
- Maintain inspection records.


Common Defects, Causes, and Corrective Actions
Understanding defect root causes allows faster troubleshooting and improved process stability.
Weak or Shallow Impression
Typical Causes
- Low temperature
- Low pressure
- Insufficient dwell time
- Material recovery
- Worn die
Corrective Actions
- Increase pressure gradually.
- Optimize temperature settings.
- Extend dwell time.
- Add reinforcement support.
- Replace worn dies.
Blurred or Soft Edges
Typical Causes
- Excessive heat
- Excessive pressure
- Poor die design
- Material over-softening
Corrective Actions
- Reduce temperature.
- Reduce pressure.
- Improve die geometry.
- Optimize artwork.
Material Cracking
Typical Causes
- Excessive depth
- Overheating
- Dry leather
- Brittle material
Corrective Actions
- Reduce emboss depth.
- Lower temperature.
- Condition leather properly.
- Review material suitability.
Uneven Depth
Typical Causes
- Uneven pressure
- Die misalignment
- Material thickness variation
- Uneven heating
Corrective Actions
- Recalibrate machine.
- Verify platen parallelism.
- Improve material control.
- Adjust die setup.
Key Control Points
- Conduct preventive maintenance.
- Track recurring defects.
- Link defects to process data.
- Use structured troubleshooting guides.
Conclusion
Embossing and debossing remain essential value-adding processes in modern footwear manufacturing. These techniques provide durable branding, premium aesthetics, and design flexibility while minimizing additional component requirements.
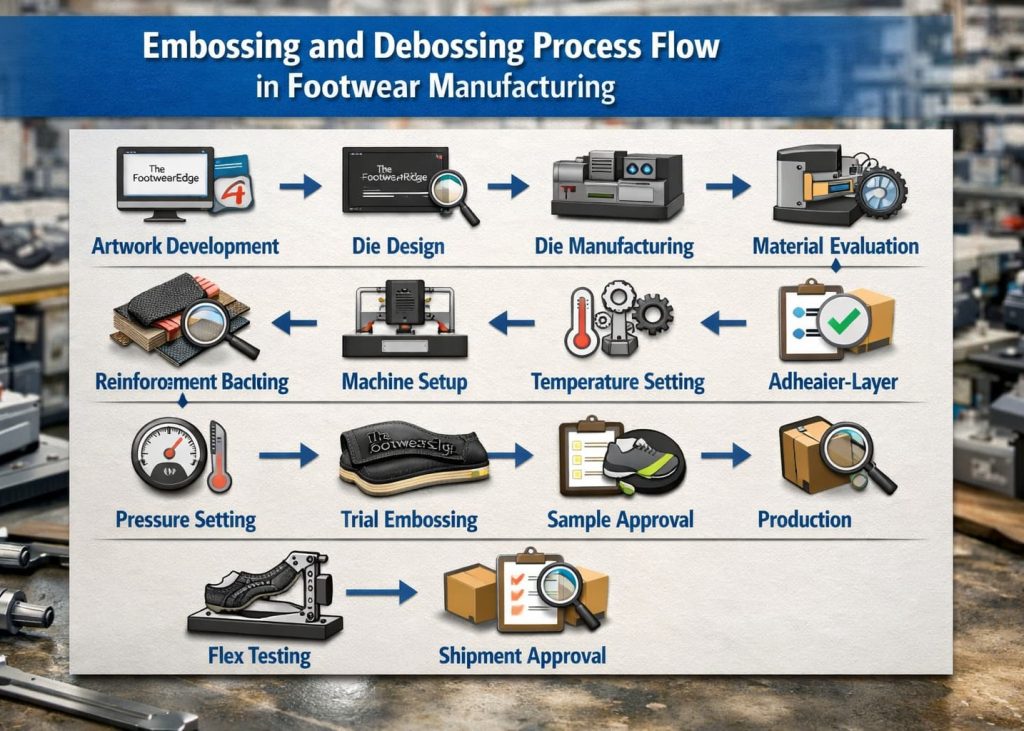
Successful implementation depends on understanding the complete process chain. Material selection, die engineering, machine parameters, reinforcement methods, artwork optimization, and quality control must work together to achieve consistent results.
Manufacturers that treat embossing and debossing as engineered production processes rather than simple decoration methods consistently achieve better appearance, higher durability, and improved production efficiency. By optimizing every stage—from artwork development and die design to validation testing and in-process inspection—footwear factories can create branding elements that remain sharp, recognizable, and visually appealing throughout the product lifecycle.


Frequently Asked Questions (FAQs)
Which process provides better brand visibility, embossing or debossing?
Embossing generally provides stronger visual impact because the logo is raised above the surface.
Which materials emboss most effectively?
PU synthetic leather, PVC synthetic leather, microfiber, and properly conditioned leather generally produce excellent results.
Why does embossing lose depth over time?
Material recovery, inadequate reinforcement, poor parameter selection, or insufficient backing support can reduce depth retention.
What is the most common die material?
Brass is the most widely used die material because it balances heat transfer, durability, and precision.
Can embossing and foil stamping be combined?
Yes. Many premium footwear brands combine embossing or debossing with foil stamping to improve logo visibility.
Does embossing affect footwear flexibility?
Properly engineered embossing normally has minimal impact. Excessive depth or excessive reinforcement may increase stiffness.
What quality test is most important for embossed logos?
Flex testing is particularly important because footwear undergoes repeated bending during use.