Kitting (Component Bundling and Sequencing) in Full Shoe Manufacturing – Full Shoe Assembly Series
Kitting stands as a critical control point in the Full Shoe Assembly Series on TheFootwearEdge. Professionals who read the previous article on Random Inspection of Full Shoe Components (AQL QC Gate) inFull Shoe Manufacturing – Full Shoe Assembly Series already understand the importance of verified components entering the line. Kitting transforms those inspected parts into organized, matched “shoe families” that flow smoothly through lasting, bottoming, and finishing stations without disruption.
Factory teams that master kitting eliminate the most common causes of line stoppages and mismatched pairs reaching packing. This disciplined process directly supports balanced takt time and true one-piece flow in modern footwear assembly.


Component Identification and Preparation
Kitting begins with pulling verified components from controlled storage after the AQL random inspection gate. Teams collect matching left and right uppers, outsoles, insoles or strobel socks, footbeds, laces, eyelets, shanks, counters, and all accessories for each production order.
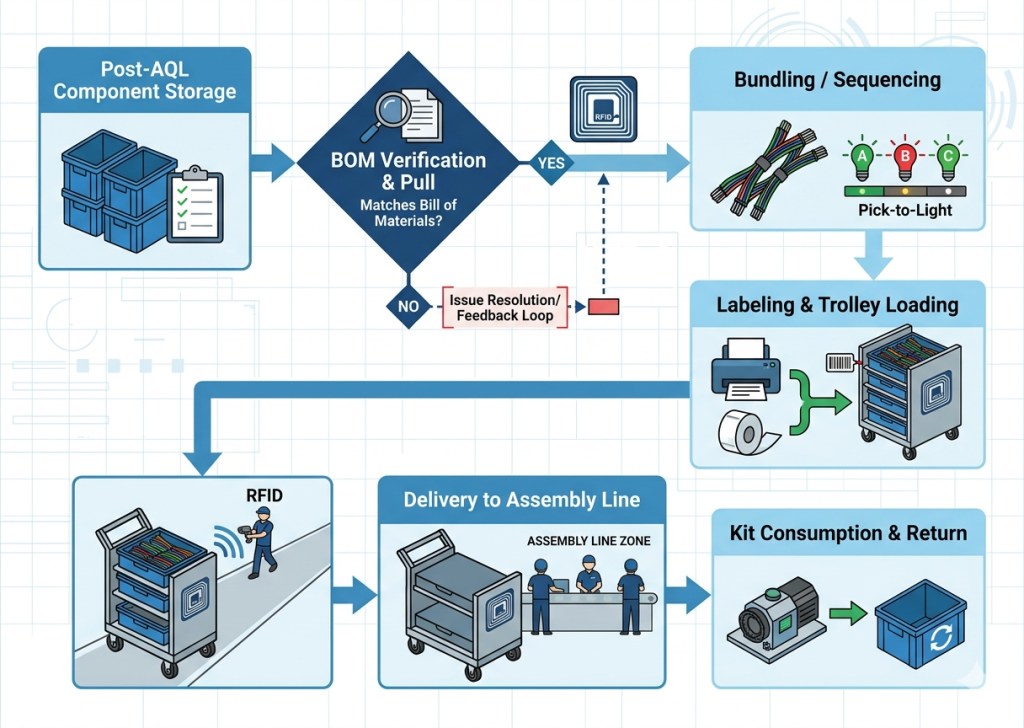
Workers follow the exact size run and color ratio listed on the production ticket. They verify every item against the bill of materials (BOM) using visual checks and barcode or RFID scans where available.
This step ensures complete sets before any bundling starts.
Key Control Points:
- Match every component to the correct size, color, and model using production order data.
- Confirm left/right pairing and quantity accuracy for the full size run.
- Reject any part that fails visual or scan verification before it enters the kit.
- Record kitting operator and timestamp for full traceability.

Expert Tip:
Target zero tolerance for incorrect kitting—it remains one of the top causes of mismatched pairs at packing.
Use clear labeling and mandatory sequence verification at every step


Bundling and Sequencing Methods
Operators bundle or sequence components into ready-to-assemble kits. In manual systems, teams place matched parts into labeled polybags, fabric bundles, or dedicated trays. High-volume lines use sequenced trolleys or carts that hold complete families for multiple pairs in production order.
Sequencing follows the exact assembly sequence: upper first, then insole/strobel, followed by outsole and accessories. Clear identification labels on each kit show size, color, model, and sequence number. This organization lets assemblers pull the next complete kit without searching or mixing parts.
Key Control Points:
- Bundle or trolley-load components in strict assembly order to prevent downstream errors.
- Apply durable, waterproof labels with barcode/RFID for instant identification.
- Maintain physical separation between different sizes and colors during transport.
- Use color-coded trays or dividers for quick visual confirmation on the line.

Expert Tip:
Position kitting stations close to component storage and the assembly line head to minimize transport time and handling damage.
Standardize trolley or cart layouts across all styles so operators develop muscle memory and reduce errors during high-volume runs.


Integration with Assembly Line Flow
Kitted families move from the kitting station directly to the first assembly station, usually lasting or pre-fitting. Trolleys or conveyors deliver kits in exact production sequence, supporting continuous one-piece flow. Operators consume one kit per pair, then return empty carriers for reuse.
This tight integration keeps inventory low between stations and maintains takt time across the line. When kitting runs ahead by one to two hours, the assembly team never waits for parts.
Automated systems extend this flow with pick-to-light guidance or RFID readers that confirm kit completeness at
Key Control Points:
- Deliver kits in precise production sequence to the line head.
- Verify kit completeness at the point of use before assembly begins.
- Return empty trolleys or carriers immediately for re-kitting to avoid accumulation.
- Monitor kit consumption rate against takt time and adjust kitting pace accordingly.

Pro Tip:
Integrate kitting output data with your MES to generate real-time alerts for upcoming shortages or ratio imbalances.
Train kitting teams on the full assembly sequence so they understand how their bundling order affects downstream stations.


Automated Kitting Systems
Modern high-volume footwear plants install pick-to-light or RFID-supported kitting stations. Lights illuminate the exact bin for each component while the system displays the required quantity. RFID tags on components and kits provide real-time confirmation and automatic inventory updates.
These systems reduce human error significantly and cut handling time. Software links directly to the production order, pulling the correct BOM and updating stock levels automatically.
Integration with MES (Manufacturing Execution System) gives supervisors live visibility of kitting progress and any shortages.
Key Control Points:
- Calibrate pick-to-light sequences to match the exact BOM for each style.
- Perform daily system audits to confirm light accuracy and RFID read rates.
- Train operators on error recovery procedures when the system flags a mismatch.
- Maintain backup manual kitting procedures for system downtime.

Expert Tip:
Schedule kitting slightly ahead of assembly (1–2 hours buffer) to absorb minor disruptions without stopping the line.
Use visual management boards at the kitting station to show current order status, size runs, and any special instructions.


Quality and Error Prevention
Kitting serves as the final gate before components enter the physical assembly line. Double verification—once during component pull and again during bundling—catches any remaining mismatches from earlier stages. Clear labeling and sequence control prevent size or color mix-ups that would otherwise appear only at final packing.
Proper kitting directly reduces the defect rate of mismatched pairs and eliminates time lost to searching for missing parts. Factories that enforce zero-tolerance kitting standards report measurable gains in overall equipment effectiveness (OEE) and first-pass yield.
Key Control Points:
- Implement two-person or system-assisted verification for high-value or complex styles.
- Conduct random audits of completed kits against the production order.
- Track and analyze kitting-related defects weekly to drive corrective actions.
- Keep kitting areas clean, well-lit, and organized to support consistent accuracy.
Expert Tip:
Review kitting accuracy monthly as part of your AQL QC process to maintain consistency with the random inspection gate.
Combine kitting with your existing AQL inspection data to create style-specific checklists that catch recurring issues early



Conclusion
Continue building your technical knowledge with the next article in the Full Shoe Assembly Series: Counter / Heel Molding Process in Full Shoe Assembly Manufacturing.
Expert Tip: . Design kitting workstations with ergonomic height-adjustable tables and shadow boards for tools and labels to sustain accuracy during long shifts.

Frequently Asked Questions – FAQs
What exactly is kitting in shoe manufacturing? Kitting is the process of bundling and sequencing all matched components—uppers, outsoles, insoles, and accessories—into complete ready-to-assemble shoe families according to the production order.
Why is proper kitting important for assembly lines? It eliminates searching, mix-ups, and line stoppages while supporting one-piece flow and maintaining consistent takt time across stations.
How does kitting reduce mismatched pairs? Double verification during pulling and bundling, combined with clear labeling and sequencing, catches errors before components reach assemblers.
What equipment supports automated kitting? Pick-to-light systems, RFID readers, modular kitting trolleys, and integration with MES software provide guidance and real-time confirmation.
How does kitting connect to previous AQL inspection? Only components that pass random AQL inspection enter the kitting station, creating a continuous quality chain from component receipt to final assembly.
Can small or medium factories implement effective kitting? Yes—start with manual sequenced trolleys and clear labeling, then scale to pick-to-light as volume grows.
What are the main control points factory managers should monitor? Component matching accuracy, labeling clarity, delivery sequence, and kit completeness verification at the line.
Expert Tip: Use kanban signals between kitting and assembly to automatically trigger replenishment and avoid over- or under-production of kits.