Toe Puff (Box Toe) Attaching Process in Footwear Upper Manufacturing – Stitching Process Series
Toe puff attaching is a critical reinforcement process that directly defines the shape, durability, and aesthetic appearance of the toe area. Therefore, precision in material preparation, skiving, and fusing is essential to achieve consistent production quality.


Toe Puff Material Selection
Toe puff material is a reinforcement sheet placed between upper and lining in the toe area. It can be thermoplastic, non-woven, or chemical-based depending on construction and performance requirements.
Selection depends on stiffness requirement, shoe type, upper material thickness, and lasting method. For example, sports shoes require flexible thermoplastic toe puffs, while formal shoes need rigid structure retention. In practice, factories standardize material grades based on product category to ensure consistency across production lines.
Key Control Points:
- Match stiffness with upper material thickness
- Check activation temperature range before approval
- Ensure uniform thickness across sheets
- Validate bonding compatibility with adhesive system

Pro Tip :
Standardize toe puff type per product category to avoid variation
Always trial test before bulk production


Toe Puff Cutting Direction
Toe puff cutting direction refers to the orientation in which the material is cut relative to its fiber structure or reinforcement alignment. Most thermoplastic and non-woven toe puff materials have a machine direction (MD) and cross direction (CD), which affect stiffness and molding behavior. Suppliers like Texon, Quinorgan, and Forestalli provide cutting direction guidelines to ensure proper toe shape and durability.
In production, toe puffs must be cut so that the higher stiffness direction supports the toe box shape, especially in the vamp curvature area. Incorrect cutting direction leads to uneven forming, toe collapse, or twisting after lasting. Factories typically mark direction arrows on sheets or use pre-cut components supplied by vendors to avoid errors.
Key Control Points:
- Always follow supplier-marked machine direction (MD)
- Align stiffness direction with toe curvature
- Avoid mixing different cutting orientations in one batch
- Train cutting operators on material behavior
Pro Tip :
Control feather edge skiving strictly
Maintain temperature logs for activation


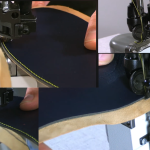
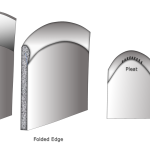
Toe Puff Skiving Process

Skiving reduces thickness at edges of the toe puff to ensure smooth transition and avoid visible marks after lasting. This is especially critical at feather edges.
The operator feeds the toe puff sheet into a skiving machine, gradually tapering thickness from center to edge.
For manual operations, controlled hand skiving is done for small batches or corrections. Proper skiving ensures that the toe area remains smooth without hard edges or pressure marks after forming.
Key Control Points:
- Maintain uniform feather edge thickness
- Avoid over-skiving leading to weak bonding
- Ensure clean, smooth edge finish
- Regularly calibrate skiving machine blade
Pro Tip :
Train operators for accurate positioning
Use templates for alignment consistency


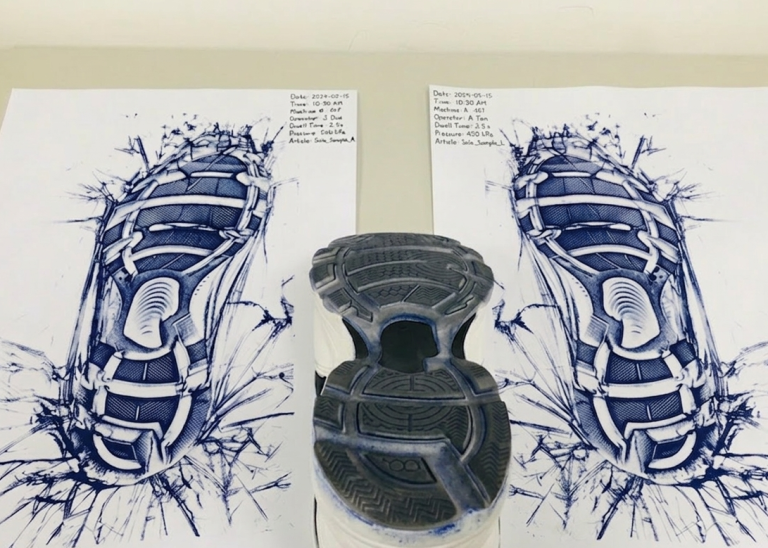
Toe Puff Heat Activation (Temperature & Time Control)
Thermoplastic toe puff activation depends on precise temperature and heating duration. This step softens the material uniformly, allowing proper molding and bonding. Typical factory ranges:
- Temperature: 70°C to 120°C (depending on material grade)
- Heating Time: 10 to 30 seconds (IR heater or hot plate)
For conveyor ovens, exposure time may extend to 30–60 seconds at controlled temperatures. If temperature is too low, the material will not activate fully, resulting in weak bonding and poor shape retention. On the other hand, overheating causes brittleness, shrinkage, or surface damage, especially in thin uppers. Therefore, factories maintain temperature logs and calibration standards for each material type.

Key Control Points:
- Follow supplier-specified activation range strictly
- Ensure uniform heating across entire toe puff
- Monitor both temperature and dwell time
- Avoid overheating, especially for thin materials
Why Temperature & Timing Control is Critical
Temperature and timing directly influence the final toe shape, bonding strength, and durability of the shoe. Even small deviations can create major quality issues in bulk production. Proper activation ensures the toe puff becomes flexible enough to conform to the last during lasting while maintaining enough stiffness after cooling.
If heating is inconsistent, defects such as toe spring variation, surface marks, or de-bonding may appear after lasting or even during wear. Additionally, different suppliers like Texon and BontexGeo Group provide slightly different activation windows, so mixing materials without adjusting parameters leads to inconsistency.
Key Control Points:
- Standardize temperature per material code
- Do trial runs before bulk production
- Maintain heater calibration regularly
- Record and monitor process parameters
Pro Tip :
Inspect before lasting, not after
Avoid mixing different supplier materials in same line


Toe Puff Positioning and Attaching
After activation, the toe puff is positioned between upper and lining in the toe area. Proper alignment is critical to ensure symmetry and correct toe shape.
Operators place the softened toe puff carefully, ensuring it follows the toe profile. Pressing is done manually or using a toe puff attaching machine. Accurate placement prevents defects like toe collapse, asymmetry, or uneven stiffness.
Key Control Points:
- Ensure correct alignment with centerline
- Avoid wrinkles or folds during placement
- Maintain consistent positioning across pairs
- Confirm bonding before next operation
Pro Tip :
Always print cutting direction arrows on die boards
Keep separate storage for different supplier materials


Toe Puff Fusing and Pressing
Fusing ensures permanent bonding between toe puff, upper, and lining. Pressure is applied using manual presses or hydraulic machines.
This stage locks the toe shape and ensures structural stability before lasting. Uniform pressure distribution is critical for consistent results. Factories often integrate this step with pre-lasting preparation.
Key Control Points:
- Apply uniform pressure across toe area
- Avoid shifting during pressing
- Ensure full adhesion without gaps
- Check bonding strength after pressing

Inspection and Pre-Lasting Preparation
After attaching, the toe area is inspected for defects such as uneven thickness, misalignment, or bonding issues.
Operators check shape consistency and ensure the upper is ready for lasting. Any defect at this stage will directly affect final shoe appearance. Therefore, strict inspection standards are followed before moving to lasting.
Key Control Points:
- Check toe symmetry visually
- Inspect bonding and stiffness
- Identify surface irregularities
- Approve only defect-free uppers
Pro Tip :
Use IR thermometer to validate surface temperature
Do hourly process checks in high-volume lines


Frequently Asked Questions – FAQs
1. What happens if toe puff is not properly heated?
Poor bonding and weak shape retention will occur.
2. Why is skiving important?
It prevents visible marks and ensures smooth toe shape.
3. Can toe puff be attached without heat?
Only in chemical toe puff systems; thermoplastic requires heat.
4. What defects occur due to wrong positioning?
Toe asymmetry, wrinkles, and uneven stiffness.
5. How to control toe shape consistency?
Use standardized materials, templates, and trained operators.
6. Is toe puff used in all footwear?
No, mainly in closed shoes requiring toe structure.
Pro Tip :
Never rely only on machine setting — verify actual heat
Maintain golden sample for toe shape comparison
Explore other Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Nosew Application in Footwear Manufacturing – Stitching Process Series
- Component Folding in Footwear Manufacturing – Stitching Process Series
- Stitching Assembly Process in Upper Manufacturing (Part 1)– Stitching Process Series
- Stitching Assembly Defects, Line Balancing & Productivity (Part 2)– Stitching Process Series
- Cementing in Upper Manufacturing (Stitching Support Process)– Stitching Process Series
- Lining Trimming in Upper Footwear Manufacturing – Stitching Process Series