Component Folding in Footwear Manufacturing – Stitching Process Series
Component folding is a critical pre-stitching operation in footwear manufacturing that directly influences upper appearance, edge durability, and stitching efficiency. A well-executed folding process ensures clean edges, controlled thickness, and strong bonding between layers. As a result, it minimizes stitching defects and improves the overall finish of the shoe.
In practical factory conditions, folding is not a single method but a combination of techniques selected based on material type, product category, and design intent. Therefore, standardizing folding parameters—such as skiving thickness, adhesive application, folding margin, and pressing conditions—is essential for achieving consistent quality across production lines.


Edge Folding (Turned Edge Folding)
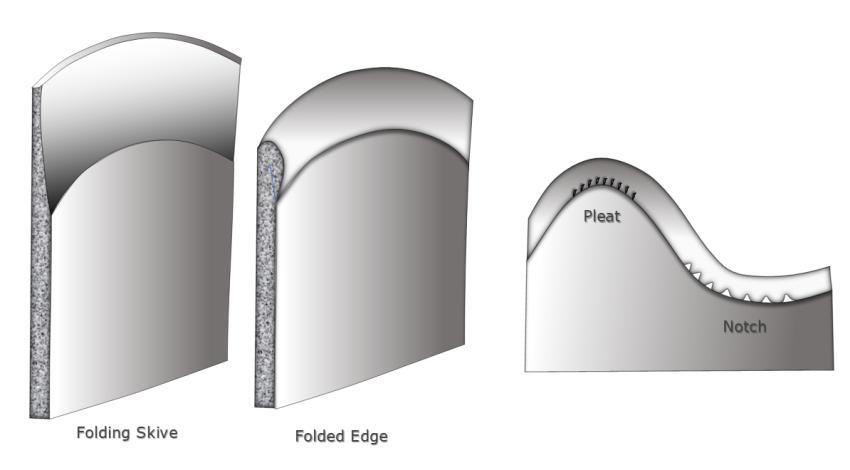
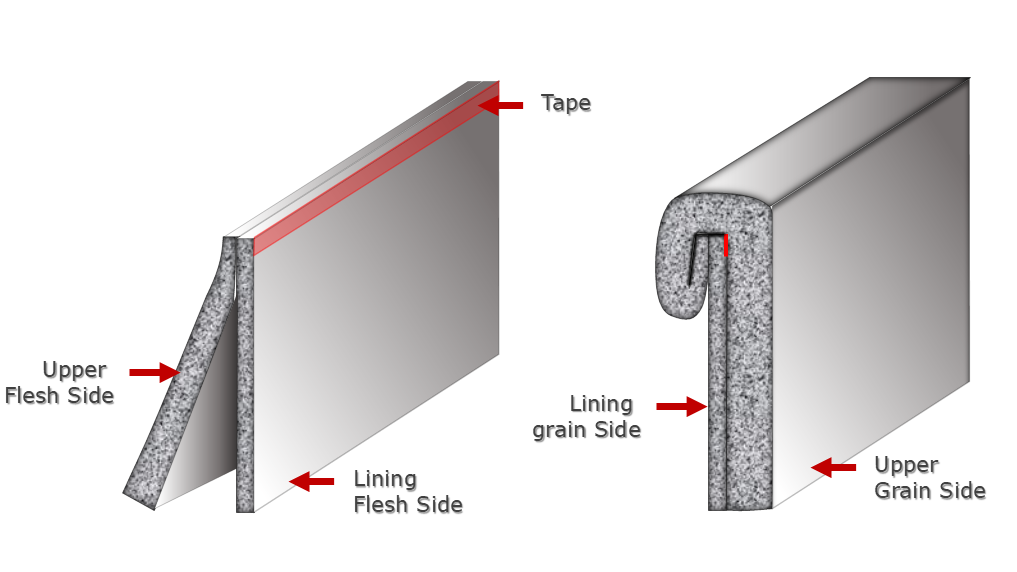
Edge folding, commonly known as turned edge folding, involves turning the raw edge of a component inward and securing it using adhesive, sometimes supported by stitching. This creates a clean, smooth, and visually appealing edge without exposing the cut surface.
This method is primarily used in visible areas of the upper because it enhances aesthetics while also protecting the edge from wear and fraying. In premium leather footwear, edge folding is considered a standard requirement for achieving a refined finish.
From a process perspective, the operation begins with skiving the edge to reduce thickness and allow smooth turning.
After skiving, adhesive is applied evenly along the folding margin. The component is then passed through a folding machine or manually guided to turn the edge inward. Finally, pressing ensures proper bonding and shape retention.
In terms of application, edge folding is widely used in quarter panels, vamp edges, straps, and other exposed upper components, especially in formal and premium footwear categories.
Key Control Points:
- Check for wrinkle-free and smooth edge finish
- Maintain consistent skiving thickness to avoid bulk formation
- Control adhesive application to prevent seepage
- Ensure uniform folding margin (typically 3–5 mm)
Pro Tip :
Monitor stitching tension closely
Pre-cut piping strips for uniformity


Edge Folding – Hand Folding Method
Hand folding is a manual process where the operator folds the skived edge inward using hand tools and controlled finger pressure instead of automated machinery.
This method is primarily used in situations where flexibility, precision, and control are more important than speed. For example, in sample development, low-volume production, or components with complex curves, manual folding allows the operator to adjust the folding angle and pressure based on material behavior. As a result, it is widely used in development rooms and premium product lines where visual quality is critical.
From a process execution standpoint, the operation starts with skiving the edge to the required thickness (half of the Original Thickness) and width (8-12mm). Then, the operator applies adhesive manually using a brush or applicator along the folding margin. After allowing proper tack time, the edge is gradually folded inward using fingers or simple tools such as bone folders or rollers. Finally, the folded edge is pressed manually or with a small pressing tool to ensure bonding and shape retention.
In terms of application, hand folding is commonly used in intricate upper parts such as curved vamps, small straps, detailed design components, and prototype samples where machine access is limited or precision is required.
Key Control Points:
- Ensure uniform adhesive application across the edge
- Maintain consistent folding margin without variation
- Control folding pressure to avoid wrinkles or stretching
- Verify edge smoothness and bonding manually

Courtesy : SAGITTA
Pro Tip :
Select flexible materials for better shaping
Use hand folding for development, sampling, and complex shapes


Edge Folding – Machine Folding Method
Machine folding is an automated or semi-automated process where folding is performed using specialized edge folding machines that combine adhesive application, folding, and pressing in a controlled sequence.
This method is widely adopted in mass production because it ensures high consistency, speed, and repeatability. Unlike hand folding, machine folding minimizes operator dependency and reduces variation across batches. Therefore, it is the preferred method in large-scale footwear manufacturing lines.
In execution, the process begins with proper machine setup, including folding width adjustment, adhesive feed control, and temperature settings (if heat-assisted). The operator feeds the skived component into the machine, where adhesive is applied automatically or pre-applied. The folding mechanism then turns the edge inward using guides and rollers, followed by pressing to secure the fold. The output is a uniformly folded component ready for stitching.
Applications include high-volume production of quarters, vamps, and standard upper components in sports, casual, and formal footwear. Machine folding is especially effective for straight or moderately curved edges where consistent geometry is required
Key Control Points:
- Calibrate folding width and machine guides accurately
- Maintain proper adhesive flow and viscosity
- Monitor folding speed to balance quality and productivity
- Inspect output regularly for consistency and defects
Pro Tip :
Use machine folding for bulk production and consistency
Always align skiving quality with folding method selection

Padded Folding (Foam Insert Folding)
Padded folding introduces a foam layer within the folded edge to enhance comfort, cushioning, and structural integrity. This method is particularly important in areas that come into direct contact with the foot.
In footwear design, comfort zones such as collars and tongues require soft edges to prevent irritation. Therefore, padded folding plays a key role in improving wearability and perceived product quality.
The process begins with preparing foam strips of specified thickness and width. These strips are positioned along the folding edge after adhesive application. The upper material is then folded over the foam and pressed to ensure even distribution and bonding. In some cases, stitching is added to secure the structure.
This method is widely used in collar areas, tongue edges, ankle support zones, and children’s footwear where additional comfort is required.
Key Control Points:
- Maintain strong bonding between layers
- Ensure uniform foam placement along the edge
- Prevent foam shifting during folding
- Control final thickness for stitching compatibility
Pro Tip :
Conduct first-piece approval separately for both Manual and Machine Folding
Maintain separate SOPs for manual and machine operations


Stitch and Turn Folding (Construction Method)
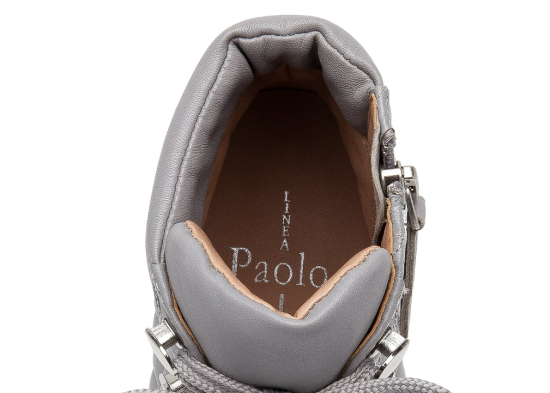
Stitch and turn is a construction-based folding method where the upper material and lining are stitched together and then turned inside out to conceal raw edges and seams. This technique is widely used in premium footwear because it produces a clean, seamless finish without visible stitching on the outer edge. As a result, it enhances both aesthetics and comfort.
The process begins by aligning the upper and lining components with the correct seam allowance. They are stitched together along the edge, after which excess material is trimmed to reduce bulk. The assembly is then carefully turned inside out, bringing the finished surfaces outward. Finally, pressing is applied to set the shape and smooth the edge. Two common variations are used in the industry:
Full Turn (Lining Inside):
In this method, the lining is completely enclosed inside the upper after turning. It is typically used in formal and premium leather shoes where a clean outer appearance is required.
Visible Lining (Topline Exposure):
Here, a portion of the lining remains visible at the topline. This is commonly seen in sports and casual footwear where design and comfort are combined.
Key Control Points:
- Control edge thickness after turning
- Maintain consistent stitching margin
- Ensure smooth turning without material damage
- Avoid seam puckering
Pro Tip :
Select machines based on material and product type
Balance speed with quality output


Piping Folding (French Binding & Sandwiched Piping)
Piping folding incorporates an additional strip of material to reinforce edges or create decorative highlights. This method not only strengthens the edge but also enhances the visual appeal of the footwear.
In French binding, the piping strip wraps around the edge, covering both sides. This provides a clean finish and protects the edge from wear. It is commonly used in textile uppers and collar edges. In sandwiched piping, the piping strip is inserted between the upper and lining layers before stitching. Once stitched, the piping becomes a visible design element along the edge.
The process involves positioning the piping accurately, aligning it with the edge, and stitching it together with the upper and lining. Proper control during stitching is essential to prevent twisting or uneven placement. Applications include sports shoes, casual footwear, and design-focused products where edge detailing is required.
Key Control Points:
- Control stitching tension and speed
- Maintain consistent piping width
- Ensure correct alignment during stitching
- Prevent twisting or displacement

Pro Tip :
Maintain regular calibration schedules
Train operators on machine settings


Quality Control in Component Folding
Quality control in folding is essential to ensure that the upper components meet both aesthetic and functional requirements before entering the stitching stage.
In a factory environment, quality checks begin at the skiving stage and continue through adhesive application, folding, and final inspection. Inline inspections are particularly important because they help identify issues early and prevent bulk rejections.
Operators and quality inspectors evaluate folding based on edge smoothness, bonding strength, thickness consistency, and dimensional accuracy. First-piece approval is mandatory to establish acceptable standards before bulk production.
Applications of folding QC include inline inspection, end-line verification, and critical component checking for areas such as collars, vamps, and toplines.
Key Control Points:
- Verify folding width within tolerance
- Check bonding strength and adhesion
- Ensure smooth, wrinkle-free edges
- Confirm thickness compatibility for stitching
Pro Tip : Select machines based on material and product type


Folding Defects – Causes, Effects and Fix
Folding defects can significantly impact both product quality and production efficiency. Therefore, understanding the root causes and implementing corrective actions is essential for maintaining consistent output.
Wrinkles or Creasing occur when the material does not fold smoothly, often due to improper skiving or uneven adhesive application. This results in poor appearance and discomfort in wearable areas. Improving skiving accuracy and controlling folding pressure helps eliminate this issue.
Uneven Folding Width leads to inconsistent edges and stitching misalignment. It is typically caused by operator inconsistency or lack of guides. Using templates and calibrating machines ensures uniformity.
Adhesive Seepage appears as visible stains on the upper surface due to excess adhesive or low viscosity. Controlling adhesive quantity and using proper applicators prevents this defect.
Open Folding or Weak Bonding occurs when the folded edge does not adhere properly. This is usually due to insufficient adhesive or poor pressing. Increasing bonding strength and ensuring proper pressing conditions resolves the issue.
Excess Thickness at the fold creates difficulty during stitching and may lead to needle breakage. This defect is caused by inadequate skiving or excessive folding margin. Proper skiving and process adjustment are required.
Misalignment in Stitch & Turn or Piping results in uneven edges and poor finishing. It is caused by incorrect positioning or inconsistent seam allowance. Using alignment guides and maintaining stitching accuracy helps correct this.
Piping Twisting occurs when the piping strip shifts during stitching, leading to distorted design lines. Proper feeding control and stitching tension adjustment are essential to prevent this.
Key Control Points:
- Monitor skiving and folding consistency
- Control adhesive quantity and application method
- Maintain alignment during stitching
- Conduct regular defect analysis
Pro Tip : Balance speed with quality output

Frequently Asked Questions – FAQs
- What is standard folding margin?
Typically 3–5 mm depending on design. - Why is skiving important?
It reduces thickness and enables smooth folding. - Which folding method suits sports shoes?
Stitch & turn with visible lining and piping. - What is the most common defect?
Wrinkling due to improper skiving. - Can folding be automated?
Yes, using folding machines. Why does folding fail? Due to poor adhesive, skiving, or operator handling. - What improves folding quality?
Standardization and process control.
Pro Tip : Train operators on machine settings


Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Cut Component inspection after cutting/clicking – Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Embroidery in Footwear Manufacturing–Stitching Process Series
- Component Skiving in Footwear Manufacturing–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Upper Component Edge Colouring in Footwear Manufacturing – Stitching Process Series
- Upper Component Edge Polishing in Footwear Manufacturing – Stitching Process Series
- Component Printing in Footwear Manufacturing – Stitching Process Series