Nosew Application in Footwear Manufacturing – Stitching Process Series
Nosew application refers to the process of assembling footwear components without traditional stitching. Instead, manufacturers use heat, pressure, and adhesive films to bond layers, creating seamless and lightweight uppers.
This method has gained strong adoption in sports, athleisure, and performance footwear because it enhances aesthetics and functional performance. Moreover, it reduces bulk and eliminates stitch-related discomfort.
In practical factory conditions, operators prepare upper components, apply adhesive films or tapes, and then use heat press machines to activate bonding. As a result, multiple layers fuse into a single composite structure with high durability and flexibility.
Key Control Points
- Control bonding time to avoid over-curing
- Ensure precise alignment before heat pressing
- Maintain correct temperature and pressure settings
- Use compatible adhesive films for material type


Types of Nosew Applications in Footwear
Nosew applications vary depending on design intent and functional requirements. Common types include structural reinforcement, decorative overlays, logo applications, and support cages.
Each type serves a specific purpose. For instance, reinforcement Nosew adds strength in high-stress zones, while decorative Nosew enhances visual appeal without adding weight. Therefore, selecting the correct type directly impacts performance and cost.
From a process standpoint, operators position pre-cut Nosew components onto base materials. Then, they activate bonding using heat press or lamination machines. Depending on complexity, multiple layers may be applied sequentially.
Key Control Points
- Match Nosew type with functional requirement
- Maintain consistent thickness across layers
- Avoid excessive layering that affects flexibility
- Ensure clean cutting for visual accuracy
Pro Tip : Match TPU melt temperature precisely to base material heat resistance to avoid scorching or weak bonds — test small runs when introducing new material suppliers.


Materials Used in Nosew Application
Nosew construction relies on a combination of synthetic materials, adhesive films, and reinforcement layers. Common materials include TPU films, hot melt adhesives, mesh fabrics, and synthetic leather.
Material selection plays a critical role because it affects bonding strength, flexibility, and durability. For example, TPU films provide strong adhesion and elasticity, while mesh ensures breathability.
During execution, operators layer materials based on design specifications. First, they place the base material. Then, they add adhesive film followed by the top layer. Finally, heat activation bonds all layers into a unified structure.

Courtesy : Wodetex
Key Control Points
- Verify material compatibility before production
- Control moisture content in materials
- Store adhesive films in controlled conditions
- Avoid contamination between layers
Pro Tip : Implement color-coded jigs for different upper styles to reduce operator errors during alignment in multi-model production.



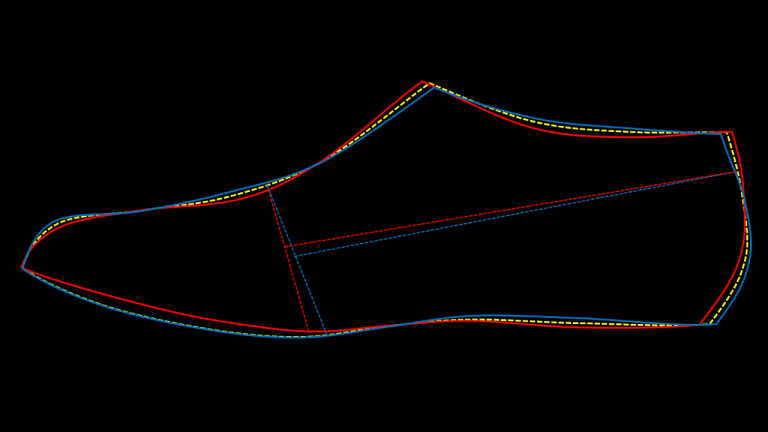
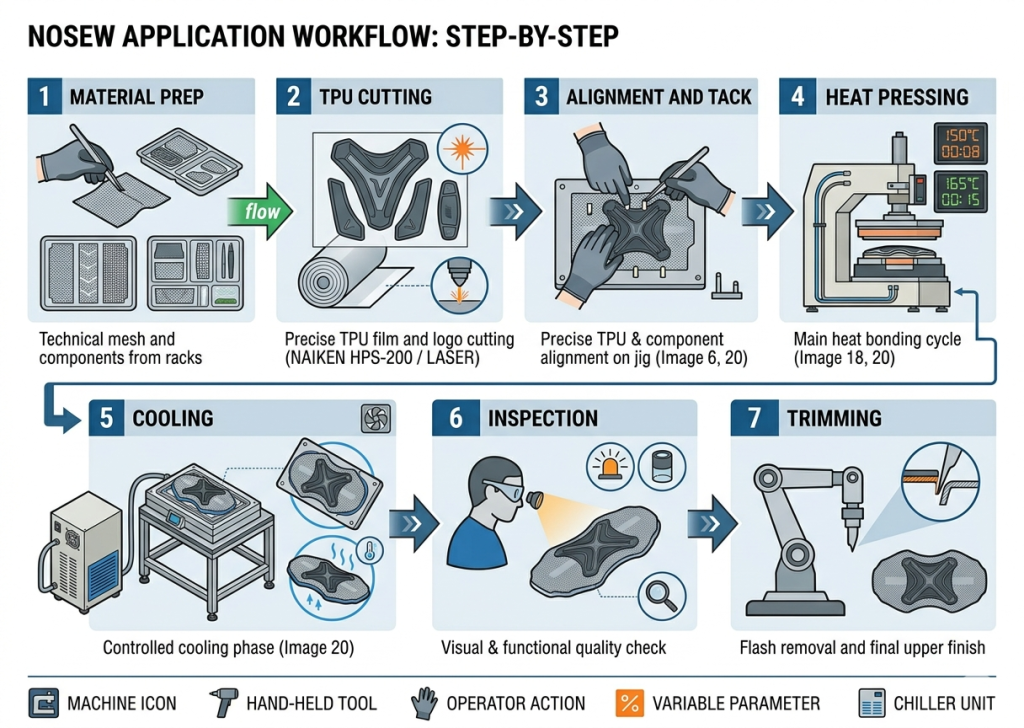
Material Preparation and Component Alignment

Factories begin Nosew application by selecting compatible base uppers and TPU materials. Engineers cut base meshes, synthetics, and TPU films or sheets to exact patterns using die-cutting or laser systems. They ensure TPU grades match the required melt temperature and adhesion properties for the specific upper construction.
Operators position the shoe upper on dedicated alignment jigs or molds. They carefully place TPU overlays, reinforcements, and decorative elements according to design specifications. Precise placement prevents shifting during pressing and maintains design integrity across pairs. Workers often use temporary tack welding or light adhesive to hold components before full pressing.
Key Control Points:
- Verify TPU thickness and melt index match the base material specifications to achieve uniform bonding.
- Use alignment jigs with registration marks for repeatable positioning within ±0.5mm tolerance.
- Perform visual check for air gaps or wrinkles before pressing to avoid rework.
- Maintain consistent environmental conditions (temperature and humidity) in the alignment area to prevent material distortion.
Proper alignment directly impacts final bond strength and visual quality. Factories that standardize jig usage and operator training reduce defect rates significantly at this stage.
Pro Tip : Use data logging on digital heat presses to analyze cycle variations and fine-tune parameters for maximum output without quality loss.

Heat Press Execution
Operators transfer the aligned assembly to the industrial heat press machine. Modern machines feature multi-station setups, typically two hot stations and one cold station. The hot platens apply controlled temperature (usually 120–180°C depending on TPU grade) and even pressure for a preset dwell time.
The press activates the thermoplastic properties of the TPU, allowing it to flow and fuse the overlays permanently to the base upper without stitches. Digital controllers display real-time temperature and countdown timers, enabling operators to monitor and adjust parameters quickly. After the heat cycle, the assembly moves to the cold station where pressure sets the bond while cooling the material rapidly to lock the shape.
Key Control Points:
- Set and verify temperature, pressure, and time parameters according to material data sheets for each TPU type.
- Ensure even pressure distribution across the platen surface to prevent weak spots or over-compression.
- Monitor cycle time consistency between hot and cold stations to optimize throughput without compromising bond quality.
- Clean platens and molds regularly to avoid residue transfer that could cause surface defects.
Effective heat press execution delivers strong, flexible bonds while maintaining the breathability of mesh bases. Factories track machine calibration daily to sustain repeatable results across shifts.
Pro Tip : Train operators on tactile bond testing techniques — a well-bonded upper feels uniformly solid with no soft spots under thumb pressure.


Cooling, Setting, and Initial Inspection

After the heat cycle, rapid cooling solidifies the molten TPU and stabilizes the upper shape. Operators transfer parts to cooling jigs or the dedicated cold press station under controlled pressure. This step prevents distortion and enhances bond durability under flex and wear.
Once cooled, technicians perform initial bond inspection. They check for complete fusion, absence of shifting, and uniform surface appearance. Tactile testing and visual examination identify any delamination risks or aesthetic issues early. Approved uppers proceed to trimming and further processing, while rejects move to rework stations.
Key Control Points:
- Apply consistent cooling pressure and time to set the bond without introducing internal stresses.
- Conduct 100% visual and tactile inspection immediately after cooling for early defect detection.
- Measure bond strength on sample parts using peel tests at defined intervals during production runs.
- Record temperature profiles and cycle data for each batch to support traceability and process improvement.
Timely cooling and inspection minimize downstream defects and support higher first-pass yield in high-volume sports footwear lines.
Pro Tip : Position Nosew stations near cutting to minimize handling time and reduce risk of component contamination or misalignment.


Post-Processing and Integration into Production Flow
Factories trim excess TPU edges after cooling using precision cutters or hot knives. Operators then prepare the bonded uppers for lasting, where the 3D shape forms over the last. Nosew uppers integrate seamlessly into subsequent assembly stages, including midsole attachment and final quality checks.
Production planners balance Nosew stations with upstream cutting output and downstream lasting capacity. They adjust machine parameters when switching between different upper constructions or TPU grades to maintain efficiency.
Key Control Points:
- Trim edges cleanly without damaging the base material or weakening the bond line.
- Verify dimensional stability of bonded uppers against specifications before releasing to lasting.
- Document process parameters and inspection results for each production lot to enable root-cause analysis.
- Schedule preventive maintenance on heat press equipment to sustain consistent performance.
Smooth post-processing ensures Nosew uppers maintain their seamless advantages through final assembly.

Pro Tip : Conduct weekly peel and flex tests on finished uppers to catch gradual process drift before it affects bulk production.


Machines Used for Nosew Application

Courtesy : Jiamen Jingshun
Nosew application requires specialized machines such as heat press machines, high-frequency welding machines, and lamination systems. Each machine supports different bonding techniques and material combinations.
Heat press machines are widely used due to their flexibility and ease of operation. Meanwhile, high-frequency machines are suitable for specific materials like PVC. Automated lamination systems provide higher consistency for large-scale production.
Operators must calibrate machines regularly. Proper setup ensures uniform bonding strength and avoids defects such as delamination or burn marks.
Key Control Points
- Calibrate temperature and pressure settings daily
- Use correct molds or plates for uniform pressing
- Monitor machine cycle consistency
- Perform preventive maintenance regularly
Pro Tip : Maintain separate parameter recipes for summer lightweight vs. reinforced performance uppers to optimize bonding results.


Advantages of Nosew Construction
Nosew construction offers multiple advantages over traditional stitching. It reduces weight, improves comfort, and enhances aesthetics. Additionally, it minimizes seam irritation, making it ideal for performance footwear.
From a manufacturing perspective, Nosew reduces thread consumption and stitching time. Furthermore, it allows complex designs that are difficult to achieve with stitching. As a result, brands widely adopt Nosew for modern footwear designs, especially in sports and premium segments.
Key Control Points
- Balance design complexity with manufacturability
- Ensure durability meets product standards
- Validate bonding strength through testing
- Monitor cost impact of materials
Pro Tip : Keep backup platens and quick-change molds ready to minimize downtime during material changeovers.


Limitations and Challenges
Despite its benefits, Nosew application presents certain challenges. Adhesive bonding depends heavily on process control. Any deviation in temperature or pressure can lead to weak bonding.
Additionally, some materials may not bond effectively, requiring trials and development. Repairing Nosew defects is also more difficult compared to stitching. Therefore, factories must invest in skilled operators and process standardization to achieve consistent quality.
Key Control Points
- Conduct trials before bulk production
- Standardize process parameters
- Train operators on material handling
- Monitor defect trends continuously
Pro Tip : Use laser cutting for precise Nosew components


Quality Control in Nosew Application
Quality control ensures that Nosew components meet durability and aesthetic standards. Common tests include peel strength testing, visual inspection, and flexibility checks.
During production, inspectors verify alignment, bonding uniformity, and surface finish. Moreover, they check for defects such as bubbles, wrinkles, or delamination. A robust quality system ensures that Nosew components perform well under real usage conditions.
Key Control Points
- Perform peel strength tests regularly
- Inspect for bubbles and wrinkles
- Verify alignment accuracy
- Maintain inspection records for traceability
Pro Tip : Implement inline inspection to catch defects early
Frequently Asked Questions – FAQs
- What does Nosew stand for in footwear manufacturing? Nosew refers to the No-Sew process that bonds TPU overlays to shoe uppers using heat and pressure instead of traditional stitching.
- Which materials work best for Nosew application? Engineered meshes, synthetics, and TPU films or sheets designed for heat-activated bonding perform best. Compatibility between TPU grade and base material remains critical.
- What temperature range do factories typically use in Nosew heat pressing? Most operations run between 120°C and 180°C, depending on the specific TPU formulation and base material thickness.
- How does Nosew differ from traditional stitching in shoe upper production? Nosew creates seamless bonds without needle holes, resulting in lighter weight, improved water resistance, and cleaner aesthetics compared to stitched constructions.
- What are the main advantages of adopting Nosew in sports footwear lines? Factories achieve reduced labor costs, faster throughput, consistent quality, and modern seamless designs that appeal to performance consumers.
- Can operators rework defective Nosew bonded uppers? Yes, many defects such as minor shifting can be reworked by re-aligning and re-pressing, though severe delamination usually requires scrapping the component.
- How do factories control bond strength in Nosew application? They monitor temperature, pressure, dwell time, and cooling cycles closely while performing regular peel tests and visual inspections on production samples.
Pro Tip : Optimize layer thickness for balance between strength and flexibility
Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Cut Component inspection after cutting/clicking – Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Embroidery in Footwear Manufacturing–Stitching Process Series
- Component Skiving in Footwear Manufacturing–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Upper Component Edge Colouring in Footwear Manufacturing – Stitching Process Series
- Upper Component Edge Polishing in Footwear Manufacturing – Stitching Process Series
- Component Printing in Footwear Manufacturing – Stitching Process Series