Counter Stiffener Attaching in Footwear Upper Manufacturing – Stitching Process Series
Counter stiffener attaching is a critical structural operation in footwear upper manufacturing. It directly impacts heel support, shape retention, and long-term durability. Unlike toe puff, which supports the front shape, the counter stiffener stabilizes the heel area under dynamic load.
Therefore, precise material selection, correct heating, and proper positioning are essential for achieving consistent product quality in mass production.


What is Counter Stiffener in Footwear
Counter stiffener is a reinforcement material placed between the upper and lining in the heel area. It provides rigidity and shape to the back part of the shoe.
In most footwear constructions, this component is made from thermoplastic resin sheets, fiber boards, or non-woven impregnated materials. Earlier days, Leather and Leather Board used for premium shoes, still some premium shoes use it. Once activated by heat, it becomes moldable and sets into a rigid form after cooling.
Unlike decorative or soft reinforcements, the counter stiffener is a load-bearing structural element that directly influences heel grip and shoe longevity.
Key Control Points
- Material thickness must match shoe category
- Ensure correct contour cutting for heel shape
- Avoid sharp edges to prevent lining damage
- Check stiffness consistency batch-wise
Pro Tip : Always validate supplier temperature recommendations before bulk production


Why Counter Stiffener is Critical
Counter stiffener plays a vital role in maintaining heel stability and rearfoot control. Without proper stiffener support, the shoe loses shape, causing discomfort and premature failure.
Additionally, it ensures that the heel area resists deformation during walking, running, or prolonged use. This becomes even more important in sports and formal footwear where structure is essential. Moreover, it improves fit retention, preventing heel slipping and enhancing user comfort.
Key Control Points
- Incorrect stiffness leads to heel collapse
- Over-stiff material causes discomfort
- Improper placement affects shoe alignment
- Weak bonding results in delamination
Pro Tip : Use trial runs to optimize heating and pressing parameters


Types of Counter Stiffener Used in Footwear Manufacturing
Counter stiffeners are broadly classified based on how they are supplied, processed, and integrated into the upper assembly. The selection depends on production scale, shoe category, cost targets, and quality expectations.
In mass production, factories choose between sheet-based stiffeners processed in-house or pre-molded stiffeners supplied by specialized vendors. Each type has distinct process flows, control requirements, and performance outcomes.
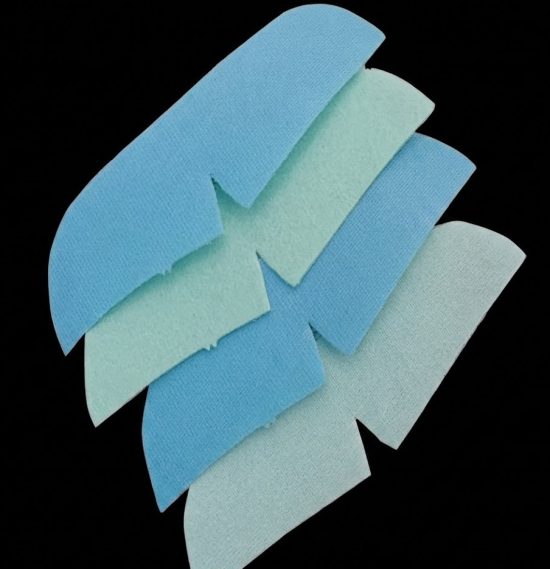
Counter Stiffener – Sheet Form
Sheet form stiffeners are supplied as flat sheets and are processed entirely within the factory. The material is cut according to pattern, skived where required, heated, and then molded during upper assembly or lasting.
This method provides high flexibility in production, allowing factories to adjust shapes, thickness, and reinforcement areas based on design changes. Therefore, it is widely used in high-volume footwear manufacturing.
However, since shaping happens during assembly, the final result depends heavily on operator skill, temperature control, and lasting accuracy.
Key Control Points
- Ensure accurate cutting as per heel contour
- Maintain proper skiving at edges to avoid marks
- Control heating for uniform activation
- Monitor molding during lasting for shape consistency

Molded Counter Stiffener (Pre-Formed)

The Molded counter stiffeners are supplied as pre-shaped components based on the shoe last, design, and size specifications. Vendors perform cutting, skiving, and molding before supplying the components to the factory. These stiffeners are typically used in premium footwear, sports shoes, and specialized applications where consistent heel shape and performance are critical.
Because the component already matches the final heel contour, it ensures high dimensional accuracy, better fit, and uniform quality across pairs. Additionally, it reduces dependency on operator skill during upper assembly.
Materials commonly used include leather board, thermoplastic sheets, TPU-based composites, depending on performance requirements. However, this approach requires precise coordination with suppliers, as any design change demands new molds and lead time.
Key Control Points
- Ensure correct last-based design approval before bulk
- Verify dimensional accuracy of supplied components
- Check bonding compatibility with upper materials
- Maintain proper storage to avoid deformation



Counter Stiffener Attaching Process
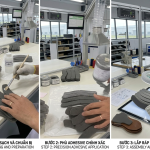
The attaching process involves cutting, heating, positioning, and fixing the stiffener between upper and lining layers.
First, the stiffener is cut according to pattern shape. Then, it is heated to activate thermoplastic properties. After that, it is positioned precisely in the heel area and pressed between layers. Finally, stitching or cementing secures it before lasting.
Proper coordination between temperature, timing, and handling ensures uniform results across production batches.
Key Control Points
- Maintain consistent heating temperature
- Ensure correct placement alignment
- Avoid wrinkles during pressing
- Control cooling time for proper setting

Pro Tip : Maintain separate storage conditions for thermoplastic materials


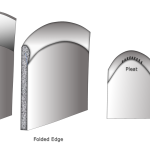
Cutting Direction and Material Orientation
Counter stiffener materials have directional strength properties, especially in fiber-based or non-woven sheets.
Therefore, cutting must follow the machine direction (MD) or cross direction (CD) as specified by suppliers. Incorrect orientation reduces stiffness performance and causes uneven heel support. Leading suppliers provide guidelines for cutting direction to ensure optimal mechanical strength and durability.
Key Control Points
- Maintain consistency across pairs
- Follow supplier-recommended grain direction
- Mark direction clearly during cutting
- Avoid random cutting to reduce waste variability
Pro Tip : Train operators for quick handling after heating


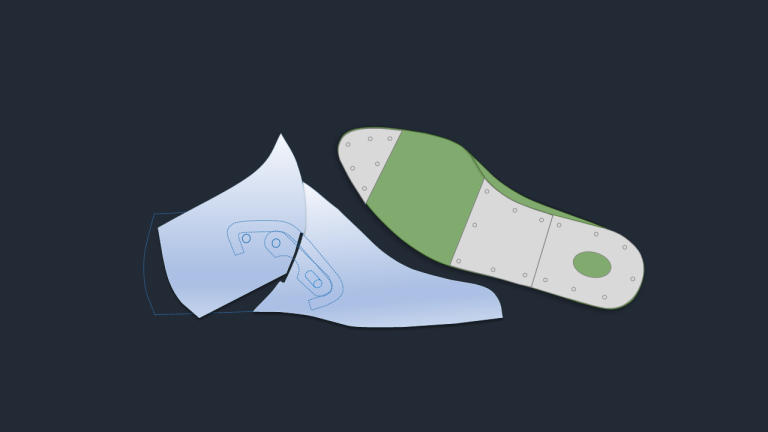
Positioning and Alignment in Upper
After heating (If necessary), the stiffener must be quickly positioned between upper and lining before it cools.
Accurate alignment is critical because even slight deviation affects heel shape and final lasting outcome. Operators must ensure proper centering and smooth placement without folds. Additionally, the upper should be tension-free during positioning to avoid distortion.
Key Control Points
- Align centerline with heel midpoint
- Avoid shifting during placement
- Ensure full coverage of heel area
- Prevent wrinkles or air pockets
Pro Tip : Standardize templates for consistent placement


Stitching Integration with Upper
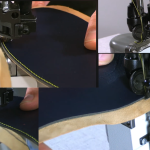
In many footwear constructions, stitching is used to secure the stiffener along with upper components.
This ensures that the stiffener remains fixed during lasting and subsequent operations. Stitching lines must be planned to avoid direct penetration through stiffener edges, which may cause cracks. Proper machine settings are required to handle increased thickness.
Key Control Points
- Use correct needle size for thickness
- Avoid stitching through hard edges
- Maintain stitch consistency
- Prevent needle breakage
Pro Tip : Monitor rejection rates linked to heel collapse
Difference Between Toe Puff and Counter Stiffener
Toe puff and counter stiffener are both reinforcement components, yet they differ significantly in function, structure, and material construction. The Toe puff is used in the front portion to maintain toe shape and allow controlled flexibility. In contrast, the counter stiffener is used in the heel area where higher rigidity and structural strength are required to withstand repeated stress.
A critical construction difference lies in the adhesive coating design. Toe puff typically has adhesive coating on one side, whereas counter stiffener has adhesive coating on both sides. This directly affects bonding behavior during upper assembly.
Because of this, toe puff bonds primarily with the upper or lining depending on placement. However, counter stiffener bonds simultaneously with both upper and lining, ensuring stronger fixation and structural integrity. Additionally, the activation and handling requirements differ due to this dual-side adhesive property, making counter stiffener more sensitive to temperature and pressure control.
Key Control Points
- Toe puff → single-side adhesive coating
- Counter stiffener → double-side adhesive coating
- Incorrect identification leads to bonding failure
- Counter requires stronger bonding with both layers
Pro Tip : Use pre-marking for alignment accuracy

Material Construction Difference: Toe Puff vs Counter Stiffener
Toe puff materials are designed for form retention with controlled flexibility, allowing comfort in the forefoot area. On the other hand, counter stiffener materials are engineered for high stiffness and strong bonding capability. The presence of adhesive on both sides ensures that the stiffener locks firmly between upper and lining during pressing.
This dual coating improves load distribution and durability, especially in high-stress heel zones. However, it also demands stricter control of heating and pressing parameters to avoid over-activation or excessive bonding. Therefore, factories must clearly segregate these materials during storage and handling to prevent process errors.
Key Control Points
- Double-side adhesive improves bonding strength
- Higher heat sensitivity compared to toe puff
- Requires precise temperature control
- Must be stored separately to avoid mix-up
Pro Tip : Periodically calibrate heating equipment
Frequently Asked Questions – FAQs
1. What happens if counter stiffener is not used?
The heel collapses, leading to poor fit, discomfort, and reduced shoe life.
2. Can toe puff material be used as counter stiffener?
No, because toe puff lacks the required stiffness and durability for heel support.
3. What is the ideal thickness for counter stiffener?
It depends on shoe type, typically ranging from 0.8 mm to 2.5 mm.
4. Why is heating critical in this process?
Heating activates thermoplastic properties, enabling proper shaping and bonding.
5. Can counter stiffener be stitched directly?
Yes, but care must be taken to avoid damaging the material.
6. What causes heel wrinkles after lasting?
Incorrect placement or insufficient stiffener activation.
Explore other Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Nosew Application in Footwear Manufacturing – Stitching Process Series
- Component Folding in Footwear Manufacturing – Stitching Process Series
- Stitching Assembly Process in Upper Manufacturing (Part 1)– Stitching Process Series
- Stitching Assembly Defects, Line Balancing & Productivity (Part 2)– Stitching Process Series
- Cementing in Upper Manufacturing (Stitching Support Process)– Stitching Process Series
- Lining Trimming in Upper Footwear Manufacturing – Stitching Process Series
- Toe Puff (Box Toe) Attaching Process in Footwear Upper Manufacturing – Stitching Process Series