Stage Inspection During Lasting in Footwear Manufacturing – Full Shoe Assembly Series
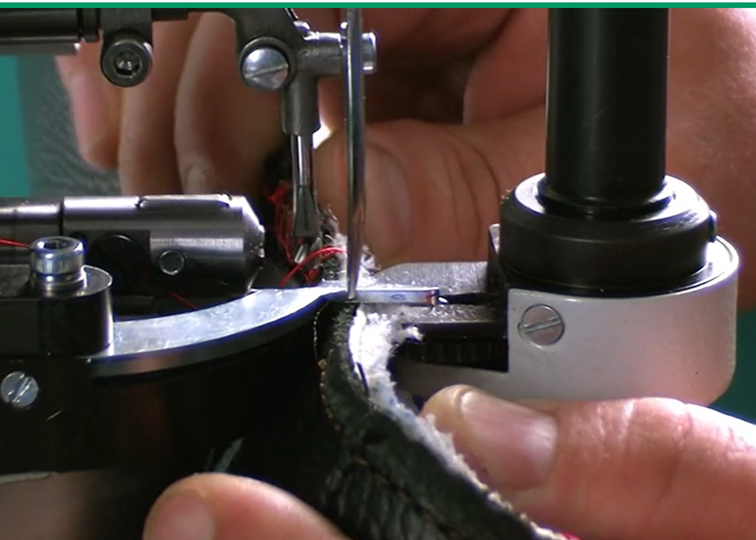
The lasting process transforms a stitched upper into a three-dimensional shoe shape. However, even when toe lasting, side lasting, heel seat lasting, wrinkle chasing and heat setting are completed correctly, hidden defects may still remain inside the shoe structure. Therefore, footwear factories perform a stage inspection immediately after lasting stabilization and before outsole attachment.
In the previous blog, Heat Setting in Footwear Manufacturing – Full Shoe Assembly Series, we discussed how controlled heat stabilizes upper materials, activates adhesives, and locks the shoe shape around the last. Nevertheless, heat setting alone cannot guarantee final product quality. The shoe must still pass multiple inspection checkpoints to confirm dimensional accuracy, shape symmetry, material activation, and cosmetic cleanliness.
Stage inspection during lasting acts as a critical quality gate inside the assembly line. At this stage, inspectors identify wrinkles, poor cement application, asymmetry, loose margins, soft counters, pressing marks, and lasting deviations before the outsole attachment process begins. Since rework becomes extremely difficult and expensive after sole bonding, this inspection protects both product quality and manufacturing efficiency.

Modern footwear factories use a combination of visual inspection, manual touch verification, dimensional checking tools, templates, standard samples, and process control systems during this stage. As a result, factories can reduce rejection rates, improve customer satisfaction, and maintain brand quality standards consistently across large production volumes.
This article explains the complete stage inspection process during lasting, including inspection criteria, defect identification methods, quality standards, machine support systems, corrective actions, and factory-level control practices used in professional footwear manufacturing environments.


Importance of Stage Inspection in Lasting Operations
Stage inspection after lasting is not merely a routine quality check. Instead, it is one of the most important control stages in the entire shoe assembly process. At this point, the upper has already been stretched, shaped, heated, cooled, and fixed around the last. Consequently, the shoe structure is close to its final form.
If defects remain undetected at this stage, they usually transfer into outsole bonding, finishing, packing, and even customer usage. Therefore, factories treat lasting inspection as a preventive quality system rather than a detection-only activity. The inspection process helps manufacturers:
- Prevent costly post-bonding rework
- Ensure left/right pair consistency
- Verify upper positioning accuracy
- Confirm correct lasting shape retention
- Maintain brand appearance standards
- Reduce customer complaints and returns
- Improve production line stability
- Support process traceability
Furthermore, stage inspection provides immediate feedback to operators. If repeated defects appear, supervisors can quickly identify whether the problem originates from toe lasting pressure, side lasting tension, heat setting temperature, adhesive activation, or upper preparation quality.
Without this inspection stage, defects may continue through hundreds or thousands of pairs before detection occurs.
Key Control Points
- Inspect every pair immediately after cooling stabilization
- Use approved standard sample for comparison
- Segregate defective pairs instantly
- Record recurring defects for process correction

Expert Tip: Inspect shoes only after sufficient cooling stabilization. Warm shoes may temporarily hide wrinkles and shape distortion.


Dimensional Conformity Verification
One of the primary inspection tasks during lasting is dimensional conformity verification. The inspector confirms whether the lasted upper matches approved last specifications and technical requirements. During lasting, excessive pulling tension, incorrect upper positioning, material shrinkage, or poor operator handling may distort shoe dimensions. Therefore, dimensional inspection ensures the shoe maintains the intended engineering shape and fit profile.
Inspectors typically verify, Shoe length, Ball girth, Heel height, Vamp height, Toe spring alignment, Instep shape, Collar opening dimensions. Factories commonly use measuring gauges, templates, reference lasts, digital calipers, and approved golden samples during this process. Dimensional verification becomes especially critical in athletic footwear because even small deviations can affect comfort, biomechanics, fit consistency, and customer perception. Similarly, fashion footwear requires strict silhouette accuracy to maintain aesthetic standards.
Additionally, factories compare left and right shoes side by side to ensure pair consistency. Any visible dimensional mismatch immediately leads to re-inspection or correction. In high-volume manufacturing environments, many factories also implement inline statistical quality control systems.
These systems track recurring dimensional deviations and help engineers identify process instability before major quality failures occur.
Key Control Points
- Check length and girth against approved specifications
- Compare left/right dimensions carefully
- Verify heel height consistency
- Reject shoes with visible shape distortion

Pro Tip: Always compare questionable pairs against approved golden samples instead of relying solely on memory.


Wrinkle, Pleat, and Loose Margin Inspection
Wrinkle inspection is one of the most visually sensitive areas during lasting quality control. Even minor wrinkles or pleats can significantly reduce the visual appeal of finished footwear.
During lasting, upper material must stretch smoothly around the last without creating folds, excess gathering, or trapped material tension. However, improper toe pulling, uneven side lasting pressure, incorrect upper allowance, or insufficient heat activation may create surface irregularities.
Inspectors carefully examine, Vamp smoothness, Quarter tension distribution, Toe area uniformity, Sidewall surface appearance, Heel seat material tension, Lasting margin tightness. Factories typically inspect shoes under strong white lighting because wrinkles become more visible under controlled illumination conditions.
Additionally, inspectors manually touch suspicious areas to identify hidden loose material or incomplete adhesion zones that may not appear visually obvious. Different upper materials behave differently during lasting inspection, Synthetic materials may show sharp tension lines, Leather may develop natural grain distortion, Mesh materials may exhibit uneven stretching, Knit uppers may show localized deformation.
Therefore, inspectors require material-specific quality knowledge to evaluate defects correctly. Loose margins create another serious concern because poorly attached lasting margins can later separate during outsole bonding or customer wear. Consequently, inspectors verify that all margins remain properly folded, secured, and bonded.
Key Control Points
- Inspect shoes under standardized lighting
- Check toe and quarter areas carefully
- Verify lasting margins are fully secured
- Separate pairs with visible pleating immediately
Pro Tip: Rotate inspectors periodically to reduce visual fatigue during repetitive inspection work.

Left and Right Symmetry Verification
Footwear consumers immediately notice asymmetry between left and right shoes. Therefore, symmetry inspection represents a major quality requirement during lasting inspection. Even when individual shoes appear acceptable independently, pair mismatch can still create customer dissatisfaction. As a result, inspectors always evaluate shoes as matched pairs.
The inspection focuses on, Toe shape consistency, Vamp alignment, Quarter positioning, Eyestay symmetry, Heel center alignment, Collar height equality, Lasting line consistency. Inspectors place shoes side by side on flat inspection tables for direct comparison. Many factories additionally use centerline guides and alignment templates for improved inspection accuracy.
Symmetry problems often originate from, Uneven upper stitching, Incorrect upper centering, Last positioning deviation, Different operator pulling tension, Unequal material stretch behavior. Furthermore, athletic footwear brands maintain extremely strict symmetry tolerances because visual imbalance negatively affects brand image and perceived quality.
Advanced factories increasingly use camera-based inspection systems to support human inspectors. These systems automatically identify alignment deviations and dimensional mismatches using digital image comparison technology.
Nevertheless, manual visual inspection remains essential because experienced inspectors can detect subtle appearance inconsistencies that automated systems may miss.
Key Control Points
- Compare pairs under identical positioning
- Verify toe shape consistency
- Check eyestay and collar symmetry
- Confirm heel center alignment accuracy

Pro Tip: Use angled lighting rather than direct overhead lighting to improve wrinkle visibility.




Surface Finish and Cosmetic Inspection
Cosmetic appearance inspection represents the final visual control stage before outsole attachment. Even structurally acceptable shoes may still fail due to appearance defects. Inspectors carefully examine the entire shoe surface for, Pressing marks, Surface contamination, Glue stains, Burn marks, Fingerprints, Material scratches, Color transfer, Shine inconsistency.
During lasting and heat setting, upper materials remain vulnerable to handling damage, machine pressure marks, and contamination from cement or factory dust. Therefore, maintaining cosmetic cleanliness becomes essential.
Different upper materials require different inspection sensitivity levels, White uppers reveal contamination easily, Glossy synthetic materials show pressure marks clearly, Nubuck and suede show handling marks quickly, Knit uppers expose tension irregularities visibly.
Factories usually establish cosmetic defect grading standards to classify acceptable and unacceptable appearance conditions. Moreover, inspectors often use rotating inspection tables and angled lighting systems to improve defect visibility.
If contamination remains removable, operators may perform controlled cleaning or correction. However, permanent appearance damage usually requires rejection or major rework.
Key Control Points
- Inspect under high-visibility lighting
- Check toe and sidewall areas carefully
- Remove removable contamination immediately
- Reject permanent surface damage

Pro Tip: Monitor recurring defect trends hourly instead of waiting for end-of-shift reporting.


Inspection Workflow and Factory Control System
Professional footwear factories follow structured inspection workflows to ensure consistency across all production lines and shifts. Typically, the process includes:
- Pair collection after cooling
- Visual inspection
- Dimensional verification
- Symmetry evaluation
- Cement inspection
- Puff/counter activation check
- Cosmetic approval
- Segregation or release decision
Many factories operate inline inspection systems where inspectors remain positioned directly beside lasting conveyors. This arrangement allows immediate detection and correction without production delays. Factories also implement quality documentation systems that track, Defect category, Operator information, Machine number, Time of occurrence, Corrective action, Rework status.
Key Control Points
- Follow standardized inspection sequence
- Record recurring defects systematically
- Maintain inspector calibration training
- Use approved defect classification standards
Pro Tip: Train inspectors on material-specific defect behavior because leather, mesh, knit, and synthetic materials react differently during lasting.


Common Defects Found During Lasting Stage Inspection
During lasting inspection, factories commonly encounter recurring quality defects that require immediate corrective action.
Wrinkle Formation
Wrinkles usually appear due to uneven pulling tension, poor upper material control, or incorrect lasting sequence. Early correction prevents permanent appearance damage.
Asymmetrical Toe Shape
Unequal upper positioning or inconsistent operator handling may create mismatched toe profiles between left and right shoes.
Loose Lasting Margins
Poor adhesive activation or insufficient pressing may leave lasting margins unsecured, creating future bonding risks.
Soft Heel Counters
Incomplete heat activation may cause weak structural support and poor shape retention.
Cement Contamination
Excess adhesive squeeze-out creates cosmetic defects and affects outsole bonding cleanliness.
Pressing Marks
Improper machine pressure or contaminated pressing plates may leave visible impressions on upper materials.
Leather Defects
Leather Defects Like, Scar, Fat Wrinkles, Tick Marks in the Prime Area need to be removed.
Key Control Points
- Identify root cause immediately
- Stop repeated defects quickly
- Coordinate with production supervisors
- Re-inspect corrected pairs thoroughly
Pro Tip: Separate cosmetic defects from structural defects during reporting to improve corrective action efficiency.

Conclusion
Stage inspection during lasting is one of the most critical quality gates in footwear manufacturing. This process ensures that every lasted shoe meets dimensional, structural, cosmetic, and functional standards before outsole attachment begins.
By identifying wrinkles, asymmetry, cement defects, soft counters, contamination, and shape inconsistencies early, factories can prevent expensive downstream failures and maintain high production quality consistently.
Furthermore, effective inspection systems improve process control, reduce rejection rates, strengthen brand reliability, and support customer satisfaction across large-scale footwear manufacturing operations.
In the next article of TheFootwearEdge Full Shoe Assembly Series, we will explore Outsole Marking in Footwear Manufacturing – Full Shoe Assembly Series, including marking accuracy, bonding alignment preparation, centerline positioning, and outsole attachment reference systems used in modern footwear factories.
Pro Tip: Separate cosmetic defects from structural defects during reporting to improve corrective action efficiency.


Frequently Asked Questions – FAQs
Why is stage inspection important after lasting?
Stage inspection identifies defects before outsole bonding, where corrections become much more difficult and costly.
What defects are commonly found during lasting inspection?
Common defects include wrinkles, asymmetry, loose margins, soft counters, cement contamination, and pressing marks.
How do factories check left and right symmetry?
Inspectors compare shoe pairs visually using templates, alignment guides, and dimensional references.
Why are toe puff and heel counter inspections necessary?
These components provide structural support and shape retention. Poor activation may cause shoe collapse or deformation.
What tools are used during lasting inspection?
Factories use gauges, templates, approved lasts, lighting systems, digital calipers, and visual inspection stations.
Can defective shoes be reworked after outsole bonding?
Rework becomes significantly more difficult and expensive after outsole attachment, which is why early inspection is critical.
How does stage inspection improve footwear quality?
It prevents defects from moving to later production stages, improves consistency, and supports brand quality standards.