Upper & Lining Lamination in Footwear Upper Manufacturing – Stitching Process Series
Upper and lining lamination is a critical operation in footwear upper preparation. It directly affects the final appearance, comfort, softness, and durability of the shoe. Therefore, factories must control this process carefully to balance bonding strength with material characteristics.


Understanding Upper & Lining Lamination

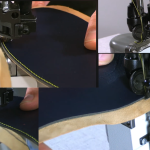
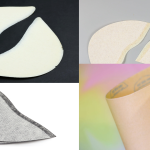
Upper and lining lamination refers to bonding the outer upper material with the inner lining material using adhesives or thermal bonding methods. This process ensures both layers act as a single structure during stitching, lasting, and wearing. In practice, lamination is not always full-surface bonding. Instead, factories use two main approaches:
- Temporary Lamination
- Permanent Lamination
Temporary lamination bonds only selected areas such as lasting margins and key support zones. As a result, it maintains the natural softness and flexibility of the upper material. Permanent lamination bonds the full surface between upper and lining. Consequently, it provides stronger structural stability required for specific constructions.
Additionally, modern factories often perform lamination using pre-shaped molds. This helps avoid wrinkles, hanging lining, or post-lasting deformation. However, excessive adhesive usage can significantly alter the upper’s feel. For example, too much cement can harden leather uppers and cause poor break performance during flexing.
Key Control Points:
- Select lamination type based on construction (temporary vs permanent)
- Control adhesive quantity to maintain softness
- Ensure proper alignment of upper and lining
- Avoid over-bonding in flex zones
Pro Tip : Always trial lamination on sample panels before bulk production


Temporary Lamination (Soft Construction Focus)
Temporary lamination is widely used in premium and comfort footwear where maintaining the natural feel of the upper is critical. In this method, bonding is applied only in specific areas such as the lasting margin, topline, and a few anchor points.
This approach prevents the lining from moving or hanging during stitching and lasting. At the same time, it allows the upper material—especially leather—to retain its original softness, grain movement, and breathability.
In execution, operators apply minimal adhesive manually or using spray systems. Then, they lightly press the materials together without full curing pressure. As a result, the bond remains flexible and non-rigid. Moreover, temporary lamination reduces the risk of stiffness and improves final wearer comfort.
Key Control Points:
- Apply adhesive only in functional zones
- Avoid bonding in vamp flex area
- Use low-tack or hot melt spray adhesives
- Maintain uniform light pressure
Pro Tip : Use hot melt spray for better softness retention


Permanent Lamination (Structural Stability Focus)
Permanent lamination is used when the upper requires strong structural integrity. This is common in synthetic uppers, sports footwear, and molded constructions. Here, adhesive is applied across the entire surface of the upper and lining. Then, both materials are pressed under controlled pressure and temperature to achieve a strong bond.
Because of full bonding, the upper becomes more stable and easier to handle during stitching and lasting. However, this also reduces flexibility compared to temporary lamination. Therefore, factories must carefully balance adhesive type and quantity. Excess adhesive can make the upper hard and negatively impact flex performance, especially in leather footwear.
Key Control Points:
- Ensure uniform adhesive spread across surface
- Control pressing temperature and pressure
- Avoid excess adhesive buildup
- Match adhesive type with material (leather/synthetic)
Pro Tip : Avoid cement in full upper unless structurally required


Adhesive Application Methods in Lamination
Adhesive application is the most sensitive part of the lamination process. The method used directly affects bonding quality, softness, and final appearance. Factories typically use:
- Manual brush application
- Spray application (air or hot melt)
- Roller coating systems
Spray application is preferred for temporary lamination because it provides uniform thin coating. Meanwhile, roller systems are used for permanent lamination to ensure full coverage.
Hot melt spray systems are increasingly used to reduce solvent impact and maintain softness. Additionally, they provide controlled bonding without over-penetration into materials. Proper drying time before bonding is also critical. If the adhesive is too wet, it causes uneven bonding. If too dry, bonding strength reduces.
Key Control Points:
- Maintain correct adhesive viscosity
- Ensure proper drying time before bonding
- Use thin and uniform coating
- Avoid adhesive penetration through lining
Pro Tip : Keep vamp area free from heavy bonding


Lamination Using Pre-Shaped Molds
Pre-shaped mold lamination is used to improve final shoe appearance and prevent lining defects after lasting. In this method, upper and lining are laminated over a shaped wooden mold that simulates the final shoe form. This process ensures that both layers conform to the required 3D shape before stitching. As a result, it eliminates common issues such as:
- Lining wrinkles
- Hanging lining inside the shoe
- Shape distortion after lasting
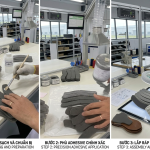
Operators place the upper and lining over the mold, apply adhesive, and press them into shape. This method is especially useful in high-end leather footwear and structured uppers.
Key Control Points:
- Use correct mold shape and size
- Ensure even pressure across surface
- Avoid overstretching materials
- Maintain proper temperature control
Pro Tip : Check break performance after lamination


Impact of Lamination on Upper Softness and Performance
Lamination directly influences the tactile and mechanical properties of the upper. Therefore, factories must consider end-use requirements before selecting lamination methods.
Excess adhesive or full-surface bonding can:
- Reduce softness
- Increase stiffness
- Affect natural leather break
- Reduce comfort during wear
On the other hand, controlled lamination improves:
- Shape retention
- Stitching stability
- Durability
Hence, most premium footwear prefers minimal adhesive usage and temporary bonding techniques. However, certain constructions require permanent bonding for structural reasons. The key is to balance bonding strength with material behavior.
Key Control Points:
- Avoid overuse of cement in leather uppers
- Maintain flexibility in vamp area
- Select lamination type based on product category
- Test flex performance after lamination
Pro Tip : Train operators on adhesive quantity control


Frequently Asked Questions – FAQs
1. What is the purpose of upper and lining lamination?
It ensures both layers act as one structure, improving handling, durability, and final shoe shape.
2. What is the difference between temporary and permanent lamination?
Temporary lamination bonds selected areas, while permanent lamination bonds the full surface.
3. Why is excessive adhesive harmful in lamination?
It makes the upper stiff, reduces softness, and affects natural flex performance.
4. Which lamination method is best for leather footwear?
Temporary lamination is preferred to maintain softness and natural grain behavior.
5. What is pre-shaped mold lamination?
It is lamination done on a 3D mold to avoid wrinkles and ensure proper shape.
6. Can lamination affect shoe comfort?
Yes, improper lamination can make the shoe stiff and uncomfortable.
7. What adhesive is preferred for soft constructions?
Hot melt spray or low-tack adhesive is preferred for better softness retention.
Pro Tip :
Maintain clean environment to avoid contamination
Standardize adhesive drying time across lines
Explore other Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Splitting in Footwear Manufacturing–Stitching Process Series
- Reinforcement (Backers & Tapes) Process in Footwear Manufacturing – Stitching Process Series
- Nosew Application in Footwear Manufacturing – Stitching Process Series
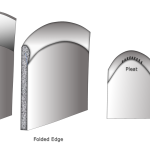
- Component Folding in Footwear Manufacturing – Stitching Process Series
- Stitching Assembly Process in Upper Manufacturing (Part 1)– Stitching Process Series
- Stitching Assembly Defects, Line Balancing & Productivity (Part 2)– Stitching Process Series
- Cementing in Upper Manufacturing (Stitching Support Process)– Stitching Process Series
- Toe Puff (Box Toe) Attaching Process in Footwear Upper Manufacturing – Stitching Process Series
- Counter Stiffener Attaching in Footwear Upper Manufacturing – Stitching Process Series