Upper Blocking (Primarily for Leather Uppers) in Full Shoe Manufacturing – Full Shoe Assembly Series
Building directly on the previous article in TheFootwearEdge Full Shoe Assembly Series — Counter / Heel Molding in Full Shoe Manufacturing — factories now prepare the upper for lasting. Upper blocking follows counter molding as a critical pre-lasting step, especially for leather uppers with large or plain vamp areas. This process removes inherent looseness in the leather and sets a smooth, tight surface that prevents crease formation during lasting and improves final shoe quality.
In high-volume footwear production lines, technicians execute upper blocking after upper stitching and before toe lasting or full assembly. Properly blocked leather provides consistent tension across the vamp, enhances cement adhesion area, and delivers cleaner aesthetics in the finished shoe.


Upper Blocking Process Overview
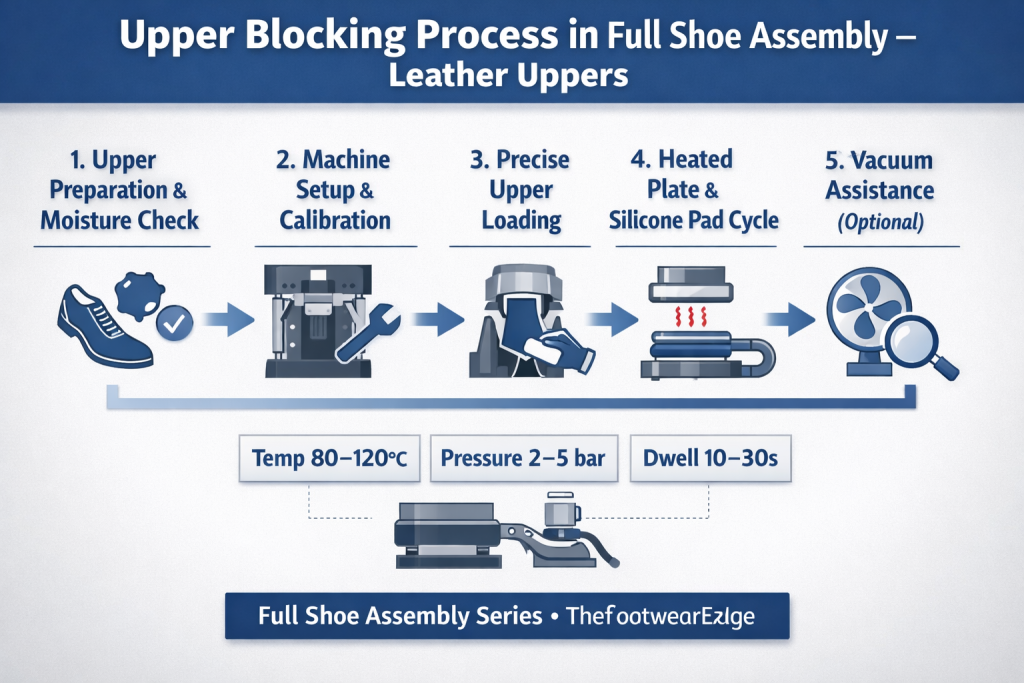
Upper blocking stretches and thermally sets leather uppers using heated aluminum plates combined with silicone pads. The operation uniformly tensions the material to eliminate natural looseness while preserving grain integrity.
Factories apply this step primarily to leather uppers that feature expansive vamp sections or plain designs, where looseness would otherwise cause visible creases or poor fit during lasting. The heated plates and silicone pads work together to stretch the leather evenly under controlled heat and pressure, creating a pre-formed shape that follows the last contour more precisely.
Operators position the stitched upper onto the machine’s forming station. They activate the cycle, allowing the heated plates to contact the leather while silicone pads distribute pressure uniformly.
This combination removes slack and sets the fiber structure without damaging the surface.
As a result, the blocked upper enters the lasting department with improved dimensional stability and surface smoothness.
Key Control Points:
- Maintain leather moisture content between 12–18% before blocking to ensure even stretch without cracking.
- Monitor plate temperature and pressure consistency across every cycle to avoid uneven setting.
- Inspect grain side immediately after blocking for any signs of heat damage or over-compression.
- Record dwell time and vacuum level for each leather batch to maintain repeatability.

Courtesy: SHOE MACHINERY
Expert Tip: Always test full parameter sets on new leather batches before releasing to main production — small variations in tannage can dramatically affect blocking response.
Pair blocking parameters with the specific lasting machine settings downstream for optimal synergy in the assembly line.


Machine Types and Setup for Upper Blocking
Modern upper blocking machines come as single-station or multi-station units with programmable controls. Most production lines use heated aluminum plate systems paired with silicone rubber pads and optional vacuum assistance for enhanced conformity.
Technicians install custom aluminum plates machined to match the specific last and vamp geometry. They mount silicone pads on the opposing side to create a soft, conforming contact surface. Programmable multi-zone machines allow independent temperature control across different areas of the vamp, ensuring uniform results even on complex patterns.
Setup begins with calibration of heating elements to the target temperature range. Operators then adjust pressure cylinders for even distribution and program dwell time according to leather thickness and type.
Key Control Points:
- Calibrate temperature sensors daily and verify uniformity across all heating zones.
- Check silicone pad condition every shift and replace when surface wear affects pressure distribution.
- Align upper placement jigs precisely to prevent misalignment that causes asymmetric blocking.
- Test machine pressure at 2–5 bar and confirm even application before full production runs.

Expert Tip: Keep detailed recipe logs for each leather supplier and style; this cuts setup time and reduces defects on repeat orders.


Process Parameters for Leather Uppers
Effective upper blocking relies on precise control of temperature, pressure, and dwell time. Typical parameters for leather uppers range from 80–120°C, depending on leather type, thickness, and tannage. Factories set pressure at 2–5 bar to achieve uniform stretch without crushing the grain.
Dwell time usually spans 10–30 seconds per cycle. Thinner or softer leathers require lower temperatures and shorter dwell, while thicker or stiffer hides need higher heat and longer exposure. Programmable machines store recipes for different leather batches, allowing quick changeover between styles.
Operators preheat the machine for 15–20 minutes to stabilize plate temperatures. They then position the upper carefully, activate the cycle, and allow the combination of heat, pressure, and silicone conformity to set the material.

Key Control Points:
- Adjust temperature according to leather supplier specifications and perform sample tests on every new batch.
- Maintain consistent pressure across the entire vamp area to prevent localized over-stretching.
- Control dwell time precisely with machine timers and verify results on the first five pairs of each shift.
- Monitor ambient humidity in the blocking area, as it directly affects leather response to heat.
Pro Tip: Train operators to feel the leather temperature immediately after blocking; a consistent warm feel indicates proper heat transfer


Step-by-Step Execution of Upper Blocking
Factories integrate upper blocking immediately after stitching and quality inspection of the upper. Operators first condition the leather to optimal moisture levels if necessary. They then load the upper onto the machine’s station using alignment guides that match key reference points on the vamp and quarters.
Once positioned, the machine closes the heated aluminum plate against the silicone pad under controlled pressure. Heat transfers through the leather while the silicone distributes force evenly, stretching the material and setting its new shape. Vacuum, if available, activates during the dwell period to pull the leather tightly into the plate contours.
At the end of the cycle, the machine opens automatically. Operators remove the blocked upper and inspect it for uniformity, grain quality, and absence of creases. They place accepted uppers on racks to cool in a controlled manner before moving them to the lasting department. Rejected pieces return for re-blocking or repair, depending on the defect.
Rejected pieces return for re-blocking or repair, depending on the defect.
This sequence ensures every upper enters lasting with consistent tension and surface quality, reducing downstream adjustments and improving overall throughput.
Key Control Points:
- Follow exact upper placement sequence using jigs to maintain repeatability across operators.
- Remove blocked uppers promptly after cycle completion to prevent over-heating.
- Perform visual and tactile inspection on 100% of blocked uppers before releasing to lasting.
- Log cycle parameters and leather batch numbers for traceability and process optimization.

Expert Tip: Rotate silicone pads regularly and clean aluminum plates daily to maintain surface quality and pressure uniformity.


Quality Assurance and Common Defects in Upper Blocking

After blocking, quality teams examine each upper for surface smoothness, uniform tension, and grain integrity. Properly blocked leather shows a tight, even vamp surface without wrinkles or looseness when placed on the last.
Common defects include grain cracking from excessive temperature, uneven stretch due to poor pressure distribution, and residual looseness from insufficient dwell time. Factories address these by fine-tuning parameters on sample batches and maintaining strict machine calibration.
Technicians also verify that the blocked upper maintains its shape after cooling and handling. This stability directly improves cement coating application and reduces pull marks during lasting.
Key Control Points:
- Use standardized inspection templates to check vamp tension and surface quality on every upper.
- Measure blocked upper dimensions against approved samples to confirm stretch consistency.
- Reject and segregate any uppers showing grain damage or uneven blocking for parameter review.
- Conduct periodic destructive testing on sample uppers to validate long-term set stability.
Expert Tip: Integrate inline moisture checking before blocking stations to catch variations early and adjust parameters accordingly.



Conclusion
Upper blocking establishes the foundation for high-quality lasting by delivering tight, crease-free leather vamps ready for assembly. Mastering this step, as detailed here, directly improves efficiency and aesthetics in full shoe manufacturing.
Next in TheFootwearEdge Full Shoe Assembly Series: explore the critical techniques and machinery involved in Toe Puff Activation in Footwear Manufacturing – Full Shoe Assembly Series operations to complete the upper-to-last assembly with precision and speed.
Expert Tip: Use vacuum-assisted machines for large plain vamps — the added conformity significantly reduces crease risk without increasing pressure.

Frequently Asked Questions – FAQs
What is the main purpose of upper blocking in leather shoe production?
Upper blocking removes natural looseness from leather and sets a smooth surface to prevent creases during lasting while improving final appearance and adhesion.
Which leather types benefit most from upper blocking?
Leather uppers with large plain vamp areas or those prone to wrinkling gain the greatest advantage from this thermal stretching and setting process.
What temperature range do technicians typically use for leather upper blocking?
Factories operate between 80–120°C, adjusting according to specific leather thickness, softness, and supplier recommendations.
How long does one blocking cycle usually take?
Standard dwell time ranges from 10 to 30 seconds, depending on machine type, leather characteristics, and required stretch level.
Can operators perform upper blocking on synthetic materials?
Yes, many modern machines handle both leather and synthetics, though parameters require adjustment for different material responses to heat and pressure.
What causes grain damage during upper blocking? Excessive temperature, pressure, or dwell time on unsuitable leather batches commonly leads to grain cracking or surface marks.
How often should factories calibrate blocking machines?
Daily temperature and pressure checks plus weekly full audits ensure consistent performance and minimize defects across production shifts.
Expert Tip: Schedule weekly machine audits that include temperature mapping across plates to catch hot spots before they cause quality issues.