Vulcanised Shoe Construction and Manufacturing Process
Vulcanised shoe construction is one of the most established footwear manufacturing technologies, and manufacturers widely use it for canvas sneakers, skate shoes, casual footwear, and rubber footwear. In this process, they chemically bond rubber soles to the upper through a controlled vulcanisation reaction.
During production, rubber compounds cure under controlled heat, pressure, and time. As a result, the process creates strong sulfur cross-links within the rubber structure.
Unlike cemented or injection moulded footwear, vulcanised shoes develop bonding strength internally within the rubber compound during curing. Therefore, they deliver excellent flexibility and long-term durability while resisting cracking and delamination even after repeated bending.
Moreover, classic sneaker brands such as Converse, Vans, and Superga rely heavily on vulcanised construction because it offers consistent performance and a distinctive aesthetic.
For example, manufacturers achieve the following advantages:
- Excellent flexibility
- Strong rubber-to-upper bonding
- Classic sneaker aesthetics
- Cost-efficient mass production
In this technical guide, we will explore the complete vulcanised shoe manufacturing process, machinery used, curing parameters, and global machine manufacturers.
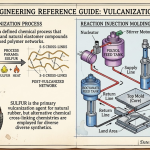

Principle of Vulcanisation in Footwear
The vulcanisation process was discovered by Charles Goodyear in 1839, when sulfur was used to stabilize natural rubber. During vulcanisation, rubber molecules form cross-linked polymer chains under heat and pressure.
This transformation converts soft raw rubber into a durable elastic material with improved:
- Abrasion resistance
- Elastic recovery
- Heat resistance
- Dimensional stability
For footwear production, vulcanisation normally takes place in press moulding systems or autoclave curing chambers. Typical process parameters include:
| Parameter | Typical Range |
|---|---|
| Temperature | 150°C – 180°C |
| Pressure | 4 – 10 bar |
| Curing Time | 12 – 25 minutes |
| Foxing pressure | 5 – 8 bar |
| Cooling Time | 3 – 5 minutes |
The exact parameters depend on:
- Machine type
- Rubber compound formulation
- Sole thickness
- Shoe design
Expert Tip : Maintain Proper Rubber Maturation
Rubber compounds should rest for 24 hours before vulcanisation to stabilize chemical reactions. Using fresh compound can cause uneven curing.
Main Components of Vulcanised Footwear
Vulcanised footwear is made from several specialized components designed to withstand high curing temperatures.
Upper Materials
The upper must tolerate vulcanisation temperatures up to 180°C, therefore materials commonly used include:
- Canvas (cotton or polyester)
- Heavy twill fabrics
- Leather and suede (limited usage)
- Synthetic canvas fabrics
Canvas remains the most common material because it offers excellent heat resistance and flexibility.
Rubber Outsole Compound
The outsole is made from specially formulated rubber compounds. Typical compound composition:
- Natural Rubber (NR)
- Styrene Butadiene Rubber (SBR)
- Butadiene Rubber (BR)
- Carbon black
- Zinc oxide
- Sulfur
- Accelerators
- Plasticizers
- Pigments
Compound hardness typically ranges from 55–70 Shore A depending on the footwear category.
Best Practices : Control Foxing Tape Temperature
If foxing tape temperature exceeds 120°C before vulcanisation, deformation may occur during curing.


Foxing Tape
Foxing tape is a rubber strip applied around the perimeter of the shoe. It serves several important purposes:
- Reinforces bonding between upper and sole
- Improves sidewall durability
- Enhances waterproofing
- Provides the classic sneaker appearance
Foxing tape is usually produced through rubber extrusion machines.
Best Practices : Use Uniform Last Heating
Uneven last temperature causes inconsistent sole bonding. Aluminium lasts with internal heating channels improve curing consistency.


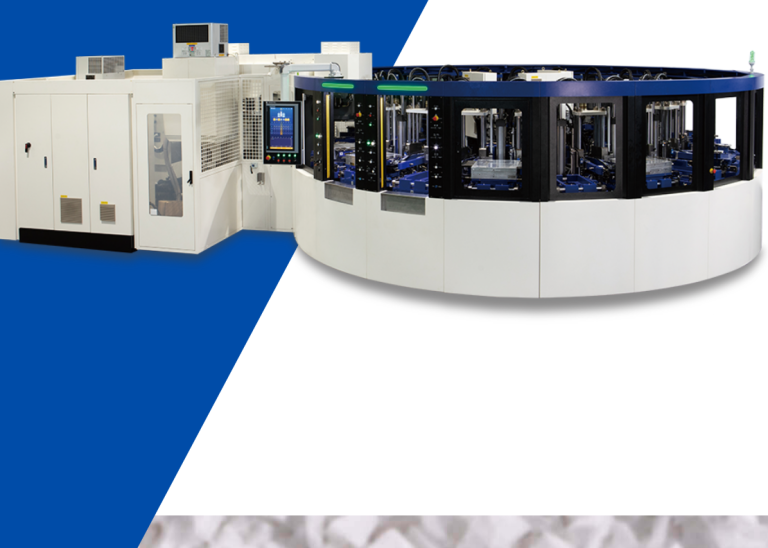
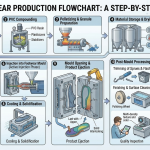
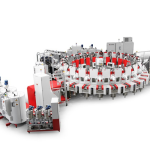
Vulcanised Shoe Manufacturing Process
The manufacturing process typically follows a continuous production line with several specialized stations.
Rubber Compound Mixing
Rubber compound preparation begins in the rubber mixing department, where technicians blend raw materials to achieve the required physical properties.
Initially, they load natural rubber or synthetic rubber into mixing equipment such as internal mixers or two-roll mills. Then, they gradually add chemicals like sulfur, accelerators, carbon black, and processing oils.
As the mixing process continues, the rubber becomes more uniform and develops the required mechanical properties. Therefore, proper mixing plays a critical role in final product quality..
Rubber Calendering and Sole Sheet Preparation
Rubber sheets are passed through calender machines to control thickness.
Typical sheet thickness:
- Foxing tape sheet → 1.5 – 2.5 mm
- Outsole rubber sheet → 3 – 6 mm
Machines used:
- 3-roll calender
- 4-roll calender
- Rubber sheet cooling conveyor
The sheets are then cut into sole blanks using hydraulic cutting presses.

Best Practices : Optimize Curing Time
Excessive curing time reduces rubber elasticity, while under-curing weakens bonding.

Upper Preparation and Stitching
Upper manufacturing follows standard footwear stitching processes. However, for vulcanised footwear, manufacturers prefer simple and lightweight constructions.
Typically, operators perform the following operations:
- Cutting materials using clicking presses
- Skiving components for better folding
- Stitching panels together to form the upper
- Inserting eyelets and reinforcements
- Printing logos and branding
As a result, the upper remains flexible and can withstand vulcanisation temperatures without distortion.
Lasting Process
After stitching, operators mount the upper onto an aluminium last. This step defines the final shoe shape and ensures dimensional stability.
Manufacturers prefer aluminium lasts because they can withstand high vulcanisation temperatures. In addition, they provide uniform heat transfer during curing and maintain consistent shoe geometry.
Typically, operators use the following machines:
- Toe lasting machine
- Side lasting machine
- Heel seat lasting machine
Before lasting begins, they attach the insole board to provide structural support.
Sole and Foxing Application
At this stage, workers assemble rubber components onto the lasted shoe. This step directly affects bonding quality and final appearance.
First, they position the rubber outsole accurately on the bottom. Then, they wrap foxing tape around the shoe perimeter to ensure strong sidewall bonding. If required, they also attach toe cap rubber at the front.
To maintain positioning before curing, operators apply rubber cement as a temporary bonding aid. Moreover, factories use specialized machines to improve consistency, such as:
- Foxing wrapping machines
- Rubber extrusion machines
- Sole assembly presses
As a result, the shoe is fully prepared for the vulcanisation stage.

Best Practices : The ideal curing time depends on sole thickness and compound formulation.


Vulcanisation Process
In the next stage, operators place the assembled shoes into vulcanising presses or autoclaves. Then, the machine applies controlled heat and pressure for a specific duration. Typically, manufacturers maintain the following parameters:
- Temperature: 150°C to 180°C
- Pressure: 4 to 10 bar
- Dwell Time: 12 to 25 minutes
During this process, sulfur cross-linking occurs within the rubber compound. As a result, the rubber transforms into a strong, elastic, and durable material. Therefore, precise control of temperature, pressure, and time ensures consistent curing and high product quality.
Cooling and Demoulding
After curing, shoes are removed from the mould and transferred to cooling stations. Cooling methods include:
- Air cooling conveyors
- Water cooling tunnels
- Ambient cooling racks
Cooling stabilizes the rubber structure and prevents deformation.
Finishing and Quality Inspection
The final stage includes trimming and inspection.
Common finishing operations:
- Rubber trimming
- Cleaning excess rubber flash
- Insole insertion
- Lace fitting
- Packaging
Quality control tests typically include:
- Flex resistance testing
- Adhesion strength testing
- Abrasion resistance testing
- Visual inspection


Frequently Asked Questions (FAQs)
1. What is vulcanised shoe construction?
Vulcanised shoe construction is a manufacturing process where rubber soles are chemically bonded to the upper using heat, pressure, and sulfur. This creates a strong, flexible, and durable bond that is commonly used in canvas sneakers and casual footwear.
2. What temperature is used in vulcanised footwear manufacturing?
Vulcanised footwear is typically cured at temperatures between 150°C and 180°C. The exact temperature depends on the rubber compound, sole thickness, and type of vulcanising machine used in the production process.
3. What pressure is required for vulcanisation in footwear?
The vulcanisation process usually operates at 4 to 10 bar pressure. Proper pressure ensures uniform bonding between the rubber sole, foxing tape, and the upper during curing.
4. What is the curing time for vulcanised shoes?
The curing or dwell time generally ranges from 12 to 25 minutes, depending on the rubber formulation and product design. Thicker soles require longer curing times for complete cross-linking.
5. Why is foxing tape used in vulcanised shoes?
Foxing tape is applied around the shoe perimeter to improve bonding strength, enhance durability, and provide waterproofing. It also gives vulcanised sneakers their distinctive classic appearance.
6. What materials are used in vulcanised shoe soles?
Vulcanised shoe soles are made from rubber compounds such as natural rubber (NR), styrene butadiene rubber (SBR), and butadiene rubber (BR). These are mixed with sulfur, fillers, and accelerators to achieve the desired properties.
7. Why are aluminium lasts used in vulcanised footwear?
Aluminium lasts are used because they can withstand high temperatures during vulcanisation. They also provide uniform heat distribution, which ensures consistent curing and proper shoe shape retention.
8. What machines are used in vulcanised shoe manufacturing?
Common machines include rubber mixing mills, calender machines, foxing tape extruders, lasting machines, and vulcanising presses or autoclaves. These machines work together to produce durable vulcanised footwear.


9. What are the advantages of vulcanised shoes?
Vulcanised shoes offer strong bonding, high flexibility, and good durability. They are also cost-effective for large-scale production and provide the classic look associated with canvas sneakers.
10. What are the disadvantages of vulcanised footwear?
Vulcanised footwear has limited cushioning compared to PU soles and requires heat-resistant upper materials. The production cycle is also longer due to curing time.
11. What is the difference between vulcanised and cemented shoes?
Vulcanised shoes use heat and chemical bonding, while cemented shoes use adhesives to attach the sole. Vulcanised construction provides better durability, whereas cemented construction offers more design flexibility.
12. What type of footwear uses vulcanised construction?
Vulcanised construction is mainly used in canvas sneakers, skate shoes, casual footwear, and plimsolls. Brands like Vans and Converse commonly use this method.
13. Can leather be used in vulcanised footwear?
Yes, leather can be used, but it must be heat-resistant. However, canvas is more commonly used because it performs better under vulcanisation temperatures.
14. How does vulcanisation improve rubber properties?
Vulcanisation creates cross-links between rubber molecules, which improves elasticity, strength, heat resistance, and durability. This makes the rubber suitable for long-term footwear use.
15. Is vulcanised footwear suitable for high-performance sports shoes?
Vulcanised footwear is not ideal for high-performance sports shoes because it lacks advanced cushioning and energy return. It is more suitable for casual wear and lifestyle footwear.
Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
- EVA Soles in Footwear: Compression vs Injection Moulding
- Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
- Multi-Color and Multi-Component Sole Moulding in Footwear
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather