
Preparation & Pre-Lasting – Full Shoe Assembly Series: Part 1
In modern footwear manufacturing, the true quality and performance of the finished shoe are determined well before the upper is fully lasted or the outsole is bonded. Preparation and pre-lasting operations establish the critical foundation for dimensional accuracy, bond integrity, wrinkle-free surfaces, heel counter retention, and long-term shape stability. Any inconsistency in material conditioning, thermal control, or component handling at this stage will amplify into visible defects or functional failures during lasting, finishing, or consumer use.
What was once managed in isolated departments has now become a tightly synchronized lean production flow. Every upstream decision directly affects takt time, first-pass yield, and overall line efficiency. This technical pillar post provides factory engineers, production managers, and quality teams with in-depth process understanding, machinery parameters, and expert-level controls for the Preparation and Pre-Lasting stages.


I. Preparation Stage
Components Receipt and Inbound Quality Verification
The entire production run begins with the systematic receipt and verification of all required components in complete, approved condition. This includes fully stitched uppers (with reinforcements where specified), finished outsoles, insoles or strobel socks, footbed liners, laces, eyelets, trims, fillers, shanks, and the complete packing suite comprising unit boxes, master cartons, labels, tissue paper, tags, and moisture-control materials.
The primary objective is to guarantee uninterrupted material flow and full traceability according to the production order, size ratio, colorway, and technical package. Every component undergoes cross-verification against the bill of materials and approved samples. Visual and instrumental checks confirm shade consistency, surface finish quality, absence of defects, and precise pair matching. Storage occurs under tightly controlled environmental conditions—typically 18–22°C and 45–55% relative humidity—to prevent leather shrinkage, synthetic delamination, stiffener warping, or premature moisture absorption that could compromise later thermo-forming steps.


Random Inspection of Full Shoe Components (AQL-Based QC Gate)
Prior to releasing materials into kitting or the assembly line, a statistically controlled random inspection is performed following AQL 2.5/4.0 standards or stricter internal factory norms, especially for premium or technical footwear. This gate serves as the final quality filter to catch shade variations, bonding weaknesses in pre-applied adhesives, dimensional inaccuracies in lasting margins, stitching irregularities, or any material damage.
- Critical components such as uppers and outsoles receive heightened scrutiny for workmanship, color matching, and adherence to the sealed sample.
- Any deviations are immediately segregated, documented with root-cause analysis, and prevented from entering production.
Early detection at this stage eliminates the vast majority of downstream lasting rejects, rework, and costly customer returns.
Expert Tip: Implement digital dashboards for real-time component tracking and FIFO storage with humidity control to avoid counter stiffener deformation.


Kitting (Component Bundling and Sequencing)
Kitting transforms individual components into complete, ready-to-assemble “shoe families” organized precisely according to the production order’s size and color ratios. Each kit contains the matching upper, outsole, insole or strobel sock, footbed, laces, and all necessary accessories, carefully bundled or placed into sequenced trolleys with clear identification labels.
This disciplined organization ensures that every pair travels through the line with its full complement of parts, eliminating searching, mix-ups, line stoppages, and the risk of assembling mismatched sizes or colors. Proper kitting directly supports one-piece flow and maintains balanced takt time across the integrated assembly line.
- In high-volume operations, automated pick-to-light or RFID-supported kitting systems further reduce human error and inventory handling time.
Expert Tip: Incorrect kitting remains one of the top causes of mismatched pairs reaching packing—target zero tolerance through clear labeling and sequence verification.


II. Pre-Lasting Operations
Pre-lasting operations condition the upper through precise thermo-mechanical processes so that it can accept the last with minimal stress, resulting in smooth surfaces, accurate heel seats, and well-defined toe shapes. These steps are essential for achieving consistent fit, superior cement bonding surfaces, and long-term structural performance.
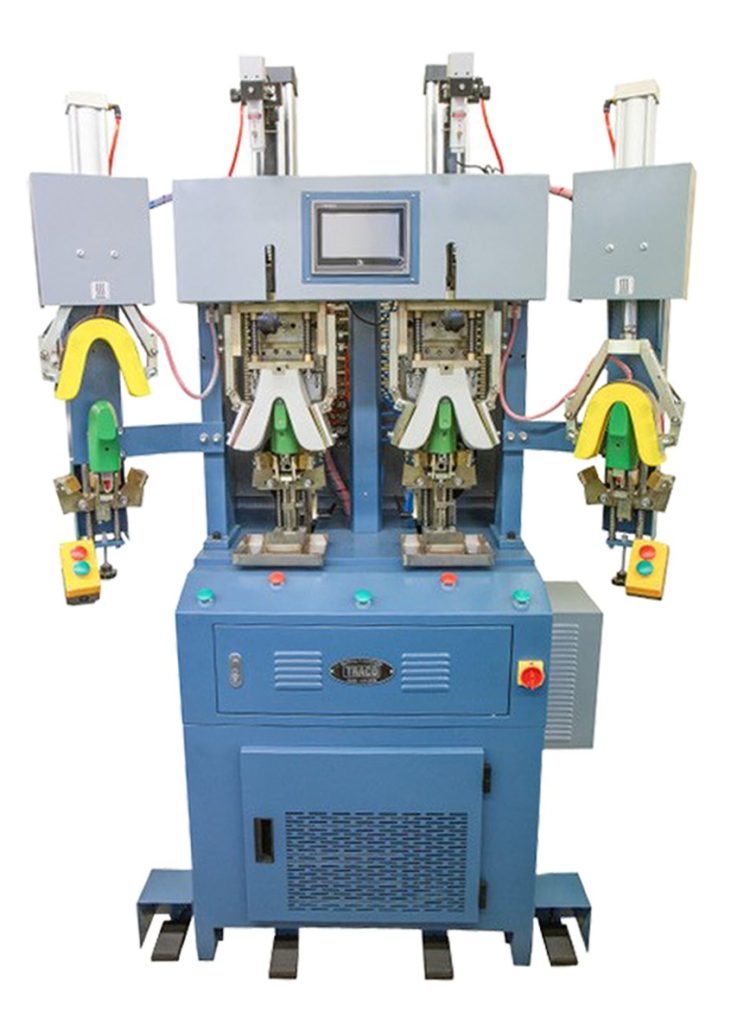
Counter / Heel Molding
The heel section of the upper, complete with its pre-inserted thermoplastic or fiber counter stiffener, receives pre-shaping on matched hot and cold aluminum or composite molds that replicate the exact heel contour of the designated last.
This process activates the stiffener while setting the heel curve, delivering the necessary rigidity for support, collapse resistance, and shape retention throughout the shoe’s service life. Key technical parameters include:
- Hot mold temperature: 110–150°C (material-dependent)
- Cold mold temperature: 10–25°C
- Pressure: 4–8 bar
- Dwell time: 8–20 seconds
Hydraulic or pneumatic heel molding presses equipped with dual-station rotary tables enable continuous operation without bottlenecks. Accurate mold geometry, calibrated to the specific last via 3D scanning when possible, is critical. Overheating risks brittleness or scorching, while insufficient heat leads to poor memory and heel slippage in wear. In strobel constructions, the lasting margin beyond the counter edge must remain precisely 2–4 mm.
Expert Tip: Always verify mold temperatures at the interface with a contact probe rather than relying solely on machine displays.


Upper Blocking (Primarily for Leather Uppers)
For leather uppers featuring large or plain vamp areas, upper blocking removes inherent looseness and prevents crease formation during lasting. The process employs heated aluminum plates combined with silicone pads to uniformly stretch and thermally set the leather under controlled conditions. Typical parameters:
- Temperature: 80–120°C (depending on leather type)
- Pressure: 2–5 bar uniform
- Dwell time: 10–30 seconds
Programmable multi-zone blocking machines with vacuum assistance ensure even results across the vamp. Properly blocked leather provides a smoother, tighter surface that significantly improves cement adhesion area and final aesthetic quality.

Courtesy : Shoe Machinary
Expert Tip: Test parameters on sample leather batches to avoid grain damage from excessive heat or pressure.


Toe Puff / Box Toe Activation
The toe area, incorporating the thermoplastic toe puff, undergoes pre-forming using Hot Plates before the upper proceeds to lasting. This step softens and shapes the puff while conditioning the forepart material, ensuring the toe maintains its designed profile and allows smoother, more accurate lasting with reduced risk of wrinkles or distortion. Standard parameters:
- Hot mold: 100–140°C
- Dwell time: 6–15 seconds
Dedicated toe puff molding stations maintain strict control over timing and temperature, often combined with light steam or IR pre-heating for optimal puff reactivation. This operation proves especially vital in both cemented and strobel constructions where forepart precision directly affects fit and appearance.


Toe Forming (Strobel Construction Specific)

Courtesy : SABAL GROUP
In strobel construction, toe forming follows toe moulding as an additional conditioning step that further develops the three-dimensional toe shape using a combination of hot and cold molds. This process is particularly important for sports and casual footwear where the flexible strobel sock demands precise forepart control to achieve a clean, wrinkle-free toe box without overstressing the stitched seam.
The upper forepart, is placed into custom-shaped hot molds (typically 80–90°C interface temperature) to soften and conform the material, followed immediately by cold molds (surface temperature below Minus 5 – 5°C) to set the shape rapidly and lock in resilience. Dwell times range from 15–30 seconds per station, with careful attention to matching the mold and toe band geometry exactly to the upper size and last profile. Steam-assisted pre-heating may be applied selectively to enhance pliability without over-softening the puff. Key controls:
- Target uniform toe puff thickness post-molding: 1.2–2.0 mm
- Gather excess fullness evenly (5–10% reduction typical)
- Ensure ideal bonding surface for later outsole cementing
Proper toe forming eliminates excess material that could cause pleats during lasting and creates a resilient toe box. Incorrect parameters—such as mismatched mold sizes or insufficient cold setting—lead to toe collapse, uneven contours, or seam distortion visible after assembly. For high-performance athletic lines, this step is calibrated through repeated trials to balance flexibility with structural integrity.
Expert Tip: Use steam head shaped to match the upper forepart for consistent 60–80°C surface temperature before forming in Strobel uppers.

Forming (Specific to Moccasin Construction)
Moccasin-style uppers require dedicated pre-forming over heated aluminum molds contoured to the last profile, sometimes assisted by controlled steam bursts to soften the leather. This operation establishes the basic three-dimensional shape, reduces internal stress during lasting, and minimizes wrinkle formation in complex stitched constructions. Typical parameters:
- Mold temperature: 90–130°C
- Light to medium pressure with selective steam
Expert Tip: Multi-stage forming may be necessary for intricate designs to avoid distortion of stitch lines or over-stretching of the material.

Courtesy : DAFENG

Feeding to Assembly Line
Once all pre-lasting operations are complete, the conditioned uppers and full component kits are organized and fed into the assembly line in a controlled, sequential manner. Trolleys or automated conveyors stage materials so that each station receives complete, verified pairs synchronized with the line’s takt time. This disciplined feeding prevents interruptions, maintains workflow balance, and ensures that every upper enters lasting with its matching last and accessories ready.
Expert Tip: Poor feeding discipline quickly creates bottlenecks, excessive waiting time, and productivity losses across the entire line.


Toe Gathering Stitching (Strobel-Specific)
For strobel constructions, excess material in the toe region is carefully gathered using braided tape or cord before final strobel stitching. This controlled gathering reduces fullness evenly, preventing wrinkles and allowing the upper to fit smoothly over the last without distortion.
Pro Tip: Stitch tension, placement, and gathering ratio must remain highly consistent (typically 5–10% reduction).
Strobel Stitching
In strobel construction, the prepared upper margin is stitched directly to the flexible fabric or composite strobel sock, creating a lightweight, supple platform ideal for sports and casual footwear.
High-tenacity polyester or nylon thread is used with:
- Stitch per inch (SPI): 8–12
- Seam width: 3–5 mm
- Precise tension control on specialized strobel machines with curved needles
The resulting seam must deliver both flexibility for natural foot movement and sufficient strength to withstand lasting forces and later flex cycles. Weak stitching here leads to seam failure or uneven lasting that cannot be corrected downstream.



Last Inserting
The final pre-lasting step involves carefully inserting the matching shoe last (plastic, wood, or aluminum) into the conditioned upper. This action begins the transformation toward the shoe’s definitive shape, size, and fit. Precise alignment is essential to avoid damaging stitching or creating distortion that would affect all subsequent lasting and bonding operations.
Conclusion – Foundation for Excellence
Preparation and pre-lasting operations represent the invisible yet decisive quality foundation in full shoe assembly. Through rigorous inbound verification, precise thermo-mechanical conditioning of counters, heels, toes, and vamps, and disciplined material flow, these stages create the conditions necessary for flawless lasting, strong bonding, and durable, attractive finished footwear.
Any compromise—whether in environmental control, mold parameters, or kitting accuracy—generates persistent defects that are difficult and expensive to remedy later in the process. Mastering these operations with technical precision and expert oversight is essential for factories aiming for consistent high-quality output at scale.





