Forepart / Toe Lasting in Footwear Manufacturing – Full Shoe Assembly Series
In the previous blog, Last Inserting in Footwear Manufacturing – Full Shoe Assembly Series, the upper was positioned accurately onto the last to prepare for shaping operations. Once positioning is completed, the next critical stage begins—toe lasting.
Toe lasting is the foundation of shoe shaping in footwear manufacturing. This operation establishes the forepart geometry, defines the visual appearance of the shoe, and activates the toe puff for permanent shape retention. Moreover, toe lasting directly influences wrinkle control, vamp tension distribution, toe spring consistency, and overall product aesthetics.
In cemented footwear construction, toe lasting is always the first major lasting operation because the forepart determines the alignment for all subsequent shaping stages. Therefore, incorrect toe lasting settings create downstream defects that become difficult to correct later in assembly.
Modern footwear factories rely heavily on hydraulic or servo-controlled toe lasting machines equipped with programmable pincers, heated wiper plates, adhesive injectors, and pressure control systems to maintain repeatability across large production volumes.


Purpose of Toe Lasting in Footwear Manufacturing
Toe lasting converts the loose forepart upper into a permanently shaped structure by pulling, stretching, molding, and bonding the material over the last.
The operation performs several critical functions simultaneously. First, it distributes material evenly around the forepart to eliminate wrinkles and excess fullness. Second, it activates the thermoplastic or reactive toe puff to lock the desired toe shape permanently. Third, it secures the lasting margin onto the insole using adhesive systems.
Additionally, toe lasting establishes dimensional consistency across size runs. If the forepart geometry varies from pair to pair, downstream processes such as sole attaching, finishing, and packing will also become inconsistent.
Because athletic, casual, safety, and dress footwear all require different forepart characteristics, machine settings must be adjusted according to material behavior, toe profile, and construction requirements.
Key Control Points
- Maintain accurate centerline positioning before pincer pull
- Ensure uniform upper distribution around the toe area
- Monitor toe puff activation temperature carefully
- Verify wrinkle-free vamp shaping before unloading

Expert Tip: Use steam reactivation for thick leather toe puffs before lasting

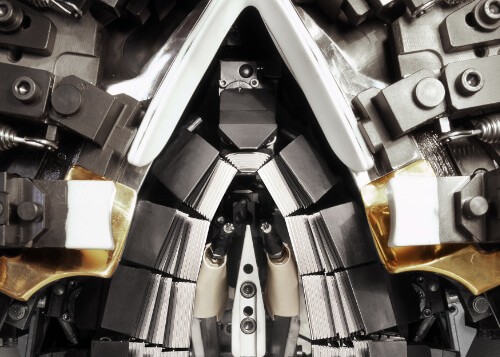
Toe Lasting Machine Construction and Working Principle
Modern toe lasting machines use multiple synchronized systems to achieve accurate shaping and bonding. The machine normally consists of pincers, wiper plates, adhesive injectors, toe support systems, heating elements, pressure regulators, and programmable control units. Each component performs a specific role during the lasting cycle.
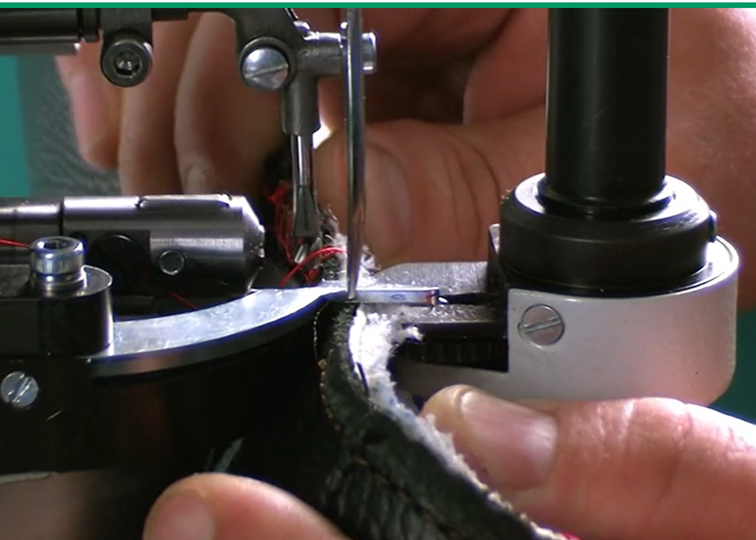
The process starts when the operator positions the upper accurately onto the machine support. Once aligned, the pincers grip the lasting margin around the forepart. These pincers apply controlled pulling force to stretch the upper evenly over the last shape.
After pincer pulling, heated wiper plates move inward and fold the lasting margin underneath the insole. Simultaneously, the adhesive system applies hot melt or cold cement onto the bonding surface.
Finally, the machine maintains dwell pressure for several seconds so the material stabilizes while the adhesive sets and the toe puff retains its shape. Advanced servo-driven machines provide digital parameter control, faster style changeovers, and improved repeatability compared with conventional hydraulic systems.
Key Control Points
- Check pincer synchronization during pulling cycle
- Maintain accurate wiper plate alignment with last contour
- Ensure adhesive injectors remain clean and unobstructed
- Verify stable pneumatic pressure throughout operation
Pro Tip: Conduct carbon paper tests to verify uniform contact pressure


Upper Positioning Before Toe Lasting
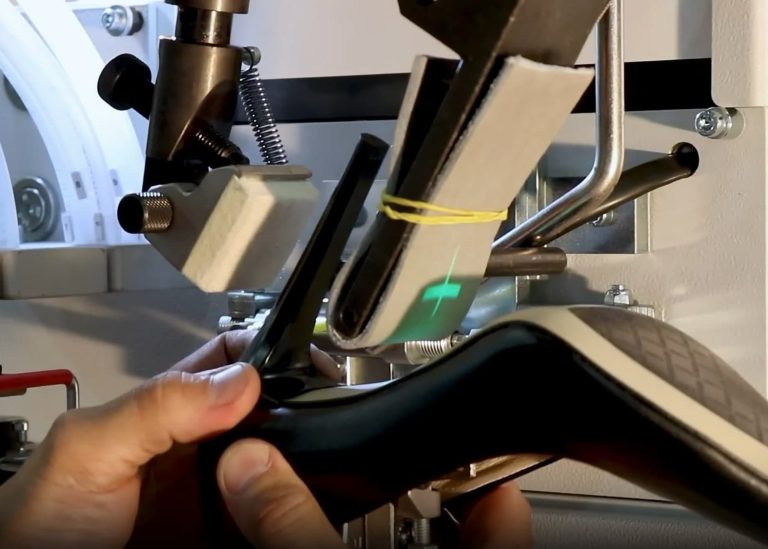
Accurate upper positioning is one of the most important prerequisites for successful toe lasting. Before starting the machine cycle, operators must ensure the upper centerline aligns perfectly with the last centerline. Even slight misalignment can create asymmetric toe shapes, uneven side tension, or visual distortion.
The toe tip position must also match the designed toe allowance. Excess forward positioning causes stretched vamp appearance, while insufficient positioning creates loose material accumulation. Moreover, operators should distribute upper material evenly before pincer engagement.
Uneven pre-positioning increases the risk of wrinkles and material bunching during pulling.
Factories producing high-volume athletic footwear often use laser alignment systems or positioning guides to improve consistency.
Key Control Points
- Align upper centerline accurately with last centerline
- Maintain correct toe allowance positioning
- Ensure balanced material distribution before machine start
- Inspect lining smoothness prior to pincer engagement

Pro Tip: Reduce temperature slightly for suede and nubuck materials


Pincer Pull and Material Tension Distribution
The pincer pull stage controls how the upper stretches over the forepart geometry. Typically, toe lasting machines use 9–12 pincers depending on shoe type and complexity. These pincers grip the lasting margin and apply controlled pulling force in multiple directions.
Balanced tension is critical because uneven pulling creates wrinkles, material distortion, or excessive stretching. Leather, synthetic, knit, and mesh uppers all react differently under tension. Therefore, operators must adjust pressure settings according to material properties.
For soft leather uppers, moderate pressure prevents surface damage. In contrast, synthetic sports uppers may require higher tension for proper shaping. Additionally, pincer stroke adjustment influences the amount of pull applied during each cycle. Incorrect stroke settings often create forepart asymmetry or excessive toe fullness.
Key Control Points
- Maintain pincer pressure within 6–8 bar range
- Adjust pulling force based on material behavior
- Monitor forepart symmetry during trial production
- Avoid excessive stretching on thin uppers

Pro Tip: Use CAD-based parameter presets for repeat production styles


Toe Puff Activation During Toe Lasting
Toe puff activation is a critical function during lasting because it permanently stabilizes the toe shape. Most footwear factories use thermoplastic toe puffs that become moldable under heat and pressure. During toe lasting, heated wiper plates and controlled dwell pressure activate the material and shape it according to the last profile.
For leather footwear, preconditioning with steam or moist heat improves toe puff flexibility and reduces cracking risk. However, temperature must remain controlled because excessive heat damages sensitive materials such as nubuck or suede. Factories generally maintain wiper plate temperatures around 100–110°C depending on material type and adhesive system.
The third-phase dwell time typically ranges from 5–6 seconds to ensure complete shaping and stabilization.
Key Control Points
- Maintain stable wiper plate temperature
- Prevent overheating on delicate materials
- Verify full toe puff activation after cycle completion
- Monitor dwell time consistency during production

Pro Tip: Maintain separate parameter charts for leather and synthetic uppers


Adhesive Systems Used in Toe Lasting
Adhesive application secures the lasting margin firmly onto the insole. Most modern toe lasting machines use automated tracer systems that apply adhesive accurately along the bonding path. These systems reduce adhesive wastage while improving consistency.
Polyester hot melt adhesives are commonly used because they provide strong bonding strength and stable heat resistance. Polyamide hot melts offer faster setting characteristics for high-speed production environments.
Typical polyester hot melt temperatures:
- Glue temperature: 225–280°C
- Wiper plate temperature: 100–110°C
- Dwell time: 5–6 seconds
| Property | Polyester Hot Melt | Polyamide Hot Melt |
|---|---|---|
| Primary Usage | Toe Lasting | Side & Heel Lasting |
| Bond Characteristic | Rigid & Structural | Flexible & Softer |
| Heat Resistance | Higher | Moderate |
| Flex Resistance | Lower | Higher |
| Shape Retention | Excellent | Good |
| Application Speed | Fast | Very Fast |
| Crack Resistance | Moderate | Better |
| Best Application Area | Forepart | Waist & Heel |
Key Control Points
- Maintain glue temperature between 225–280°C
- Ensure uniform adhesive distribution along margin
- Prevent adhesive overflow onto visible upper areas
- Regularly clean glue nozzles and tracer systems
Pro Tip: Train operators to identify tension imbalance visually
Machine Parameters and Technical Standards
Toe lasting performance depends heavily on machine parameter control. Factories typically establish standard settings based on material type, last shape, construction method, and production speed. These standards ensure repeatability across production lines. Common technical ranges include:
- Pincer pressure: 6–8 bar
- Hammer pressure: 2–6 bar
- Teflon pressure: 2–4 bar
- Wiper plate temperature: 100–110°C
- Pneumatic pressure: 80–90 PSI
- Cycle time: 8–15 seconds per pair
However, these parameters must still be optimized during trial production because actual material behavior varies between styles.
Key Control Points
- Validate machine settings before bulk production
- Conduct regular calibration checks
- Monitor cycle time stability
- Record parameter adjustments for traceability
Pro Tip: Optimize pincer stroke during pilot production
Common Toe Lasting Defects and Corrective Actions
Toe lasting defects directly affect appearance, fit, and customer acceptance. Wrinkles, crooked lasting are among the most common defects and usually result from uneven tension distribution or incorrect upper positioning. Excess material bunching often indicates improper pincer adjustment.
Toe collapse occurs when the toe puff fails to activate correctly due to low heat or insufficient dwell time. Adhesive seepage creates visible staining and typically results from excessive glue application or incorrect nozzle positioning. Meanwhile, asymmetrical toe shape usually indicates incorrect upper centering before machine operation.
Key Control Points
- Inspect forepart symmetry during inline QC
- Check wrinkle formation immediately after lasting
- Verify toe stiffness after cooling
- Monitor adhesive cleanliness continuously
Pro Tip: Standardize adhesive viscosity checks per shift


Conclusion
Toe lasting is the most critical shaping operation in full shoe assembly because it defines the forepart geometry, activates the toe puff, and establishes the foundation for all subsequent lasting stages. Consistent machine settings, accurate upper positioning, balanced tension distribution, and controlled adhesive application are essential for achieving wrinkle-free, symmetrical, and durable footwear.
Furthermore, modern servo-controlled toe lasting systems help factories improve productivity, reduce defects, and maintain consistent quality across large production volumes.
Next Blog: Side/Waist Lasting & Heel / Seat Lasting in Footwear Manufacturing – Full Shoe Assembly Series


Frequently Asked Questions – FAQs
Why is toe lasting performed first in footwear assembly? Toe lasting establishes the forepart geometry and controls the alignment for all remaining lasting operations.
What is the ideal pincer pressure in toe lasting? Most factories operate within 6–8 bar depending on material type and construction.
Which adhesive is commonly used in toe lasting? Polyester and polyamide hot melt adhesives are widely used due to fast setting and strong bonding.
What causes wrinkles during toe lasting? Wrinkles usually result from uneven tension, incorrect upper positioning, or improper pincer adjustment.
Why is toe puff activation important? Toe puff activation permanently stabilizes the forepart shape and improves structural durability.
How do factories improve lasting consistency? Factories use programmable servo machines, CAD profiles, and standardized machine settings.