Toe Forming / Toe Molding (Strobel Construction Specific) Process in Footwear Manufacturing – Full Shoe Assembly Series
In the Full Shoe Assembly Series on TheFootwearEdge, professionals gain practical insights into every critical operation. The previous article, Toe Puff / Box Toe Activation in Footwear Manufacturing, detailed reactivation of the toe puff using controlled heat and steam to prepare the forepart for lasting while preserving material integrity in Strobel uppers.
This installment covers Toe Forming / Toe Molding (Strobel Construction Specific), an essential conditioning step that follows toe puff activation. Factories use this process to refine the three-dimensional toe shape on flexible Strobel-stitched uppers, ensuring a clean, resilient toe box that supports high-performance athletic and casual footwear without seam stress or visible defects.

Toe Forming / Toe Molding Process Overview
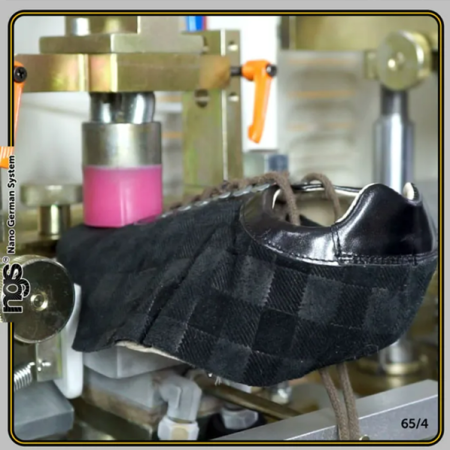
Toe forming / Toe Molding in Strobel construction serves as a targeted shaping operation that develops and locks the forepart contour after initial puff activation. Operators place the upper forepart, with its reactivated toe puff, into precision-matched molds (Molds should match exactly to the respective last toe contour) to create consistent three-dimensional geometry suitable for flexible Strobel socks.
Courtesy: OLYMPIC
This step proves especially vital for sports and casual shoes where the stitched Strobel insole demands exact forepart control. Factories achieve wrinkle-free surfaces and uniform bonding areas for later outsole attachment. The process combines brief hot molding to soften materials with immediate cold setting to establish shape memory and resilience.
Production lines integrate toe forming directly after Toe puff activation and before full lasting. This sequence prevents excess material from forming pleats during subsequent operations and maintains seam integrity along the Strobel stitch line.

Key Control Points:
- Maintain hot mold interface temperatures at 80–90°C and cold mold surface temperatures below 0°C for optimal material response.
- Control dwell times between 10–20 seconds per station to balance softening and setting without degrading the puff.
- Match mold geometry precisely to the last profile and upper size to avoid distortion.
Expert Tip: Always match steam head geometry precisely to the upper forepart for uniform 60–80°C pre-heating; this prevents localized over-softening in Strobel uppers


Importance of Precise Toe Forming in Strobel Uppers
Precise toe forming delivers structural integrity and aesthetic quality in Strobel footwear. The flexible Strobel sock requires enhanced forepart control that standard lasting alone cannot provide, so this dedicated step creates a stable toe box that resists collapse during wear while preserving lightweight comfort.
Factories that master this operation reduce downstream defects such as uneven contours, seam puckering, or visible pleats after outsole cementing.
The result is a resilient toe area that maintains shape through repeated flex cycles, which is critical for athletic performance shoes.
Correct forming also optimizes the bonding surface for cement application, improving adhesion strength between the upper and outsole.
Incorrect parameters, including mismatched mold sizes or insufficient cold dwell, lead to toe collapse, distorted seams, or fullness that causes lasting issues.
Consistent execution supports higher first-pass yields and meets tight tolerances demanded by premium sports brands.
Key Control Points:
- Achieve even gathering of excess fullness, typically 5–10% reduction, for smooth contours.
- Ensure the formed toe box provides ideal surface preparation for outsole cementing.
- Verify no overstressing of the Strobel seam through visual and dimensional checks.
Pro Tip: Perform daily mold surface inspections and apply release agents consistently to maintain clean, wrinkle-free results.


Step-by-Step Execution of the Toe Forming Process
Operators begin by inspecting the upper after toe puff activation to confirm uniform reactivation and correct positioning of the forepart.
They then load the upper onto a custom-shaped hot mold station, where temperatures reach 80–90°C at the interface.
This softens the puff and upper materials, allowing them to conform closely to the mold geometry.

Next, technicians transfer the upper immediately to the cold mold station with surface temperatures maintained below 0°C.
Rapid cooling locks the three-dimensional shape and builds resilience in the toe box.
Dwell times stay tightly controlled between 10–20 seconds per station to prevent material degradation while achieving full setting. Many lines incorporate selective steam-assisted pre-heating applied via a contoured steam head that matches the upper forepart. This step enhances pliability without excessive moisture or heat that could weaken the puff.
Operators adjust parameters based on material type, upper thickness, and last profile, performing trial runs to calibrate for each style.
After forming, quality checks verify contour uniformity, puff thickness, and absence of wrinkles or seam distortion. The formed upper then proceeds to lasting operations with improved shape stability.

Key Control Points:
- Monitor transfer time between hot and cold stations to minimize cooling loss before setting.
- Adjust mold pressure and alignment to gather fullness evenly without creating stress points.
- Record process parameters for each batch to maintain repeatability across production shifts.
Pro Tip: Calibrate cold station temperatures with infrared tools to ensure surfaces stay reliably below 0°C for rapid shape locking.


Machinery and Equipment for Toe Forming
Modern toe forming relies on specialized hot-cold molding machines designed for precise thermal cycling and mold geometry control. These units feature independent hot and cold stations, often configured as double-hot and double-cold setups for higher throughput. Pneumatic or hydraulic systems apply consistent pressure while digital controls regulate temperatures and dwell times with high accuracy.
Steam generators and contoured steam heads integrate directly with the line for pre-conditioning. Advanced models include quick-change mold systems that allow rapid style changeovers while maintaining exact matching to last profiles. Cooling systems use chilled water or directed cold air to achieve rapid setting below 0°C.

Factories select machines based on daily volume, material range, and required precision for Strobel constructions. Proper maintenance of heating elements, cooling circuits, and mold surfaces ensures consistent results and extends equipment life.


Key Control Points:
- Calibrate temperature sensors regularly to hold hot interfaces at 80–90°C and cold surfaces below 0°C.
- Verify mold alignment and pressure uniformity before each shift to prevent uneven forming.
- Monitor dwell timers and transfer mechanisms for repeatable 10–20 second cycles.
Expert Tip: Log dwell times and pressure settings per style in a digital checklist to accelerate troubleshooting and style changeovers.


Conclusion
Continue building your assembly expertise with the upcoming article: Forming (Specific to Moccasin Construction) process in Footwear Manufacturing – Full Shoe Assembly Series. This next piece explores specialized forming techniques adapted for moccasin uppers and their unique seam and contour requirements.
Expert Tip:
Use trial batches with production materials rather than samples when setting parameters for new athletic styles.
Schedule preventive maintenance on heating and cooling circuits every 500 cycles to sustain process stability.

Frequently Asked Questions – FAQs
1. What distinguishes toe forming in Strobel construction from standard toe molding? Toe forming in Strobel adds a dedicated hot-cold conditioning step after puff activation to handle the flexible stitched sock and achieve precise forepart control without stressing the seam.
2. Why is cold molding critical immediately after hot forming? Rapid cooling below 0°C locks the shape and builds resilience, preventing collapse and ensuring the toe box holds its contour through wear and assembly.
3. What dwell time range works best for most Strobel toe forming operations? 10–20 seconds per station provides sufficient softening in hot molds and setting in cold molds while avoiding material degradation.
4. What post-forming checks ensure quality before lasting? Inspect for uniform puff thickness even fullness reduction (5–10%), wrinkle-free surfaces, and undistorted Strobel seams.
5. Can the same machine handle different upper materials in Strobel lines? Yes, when operators adjust temperatures, dwell times, and mold pressures according to material thickness and composition.
6. What defects occur from mismatched mold geometry? Mismatched molds cause uneven contours, seam distortion, excess pleats, or poor bonding surfaces that appear after outsole attachment.
Expert Tip: Integrate inline dimensional gauges after the cold station to catch contour deviations before lasting.