Toe Puff / Box Toe Activation Process in Footwear Manufacturing – Full Shoe Assembly Series
In the TheFootwearEdge Full Shoe Assembly Series, operators build precise, repeatable processes that deliver consistent quality from upper preparation to final assembly. The previous article, Upper Blocking (Primarily for Leather Uppers) in Full Shoe Manufacturing, detailed how controlled moisture and heat set the upper shape before lasting.
Toe Puff / Box Toe Activation follows directly after upper blocking. This critical step softens and reactivates the thermoplastic toe puff while conditioning the forepart. It prepares the toe area for accurate lasting, maintains the designed toe profile, and reduces wrinkles or distortion in both cemented and Strobel constructions.
Factories that master this process achieve smoother lasting, better toe shape retention, and improved overall shoe fit and appearance.

Toe Puff / Box Toe Activation Process
Toe puff activation heats and softens the pre-inserted thermoplastic reinforcement in the toe area of the shoe upper. Operators use dedicated hot pressing, steam, or infrared systems to reactivate the adhesive and make the puff pliable just before lasting. This operation ensures the puff bonds correctly to the upper and lining while allowing the forepart material to conform without resistance during the lasting pull.
Factories perform this step on prepared uppers after blocking. It conditions the entire toe zone so the puff holds its molded profile through lasting, finishing, and wear. The process proves especially important for leather and synthetic uppers where precise toe definition affects both aesthetics and comfort.
Key Control Points
- Maintain hot mold temperatures between 100–140°C to fully reactivate the thermoplastic without scorching the upper or lining.
- Control dwell time strictly at 5–10 seconds to achieve uniform softening without over-activation that causes material shrinkage.
- Ensure even pressure distribution across the toe area to avoid uneven bonding or visible marks on the upper.
- Combine activation with light steam or IR pre-heating when needed for optimal puff reactivation and forepart conditioning.

Expert Tip: Always test activation parameters on a small batch when changing puff material thickness or upper type to avoid production delays.
Monitor ambient humidity in the activation area, as it influences steam effectiveness and final bonding strength.


Importance of Proper Toe Puff Activation
Proper activation delivers a resilient toe box that retains its shape throughout the shoe’s life. It directly supports the lasting operation by making the forepart more compliant, which minimizes wrinkles at the toe and vamp.
Factories that control this step reduce rejection rates in lasting and achieve consistent toe profiles across production batches. The conditioned puff bonds strongly to the upper, improving durability and preventing collapse during wear.
In Cemented, Veldtschoen/Stitchdown, Goodyear Welted, Strobel constructions, accurate activation ensures the toe area contributes to a comfortable fit while maintaining structural integrity. Without it, operators face difficulties in pulling the upper over the last, leading to distorted shapes or weak toe definition. This process also enhances downstream efficiency by allowing faster, more accurate lasting cycles and better results in subsequent assembly stages.

Key Control Points
- Monitor upper and lining moisture content before activation to prevent steam-related defects or poor adhesion.
- Verify puff placement and skiving quality prior to activation for uniform thickness and edge transition.
- Calibrate equipment daily to hold exact temperature and timing parameters across all stations.
- Inspect activated uppers immediately for complete softening and absence of cold spots or over-heated areas.
Expert Tip: Combine IR pre-heating with hot pressing for synthetic uppers to achieve faster, more uniform reactivation.


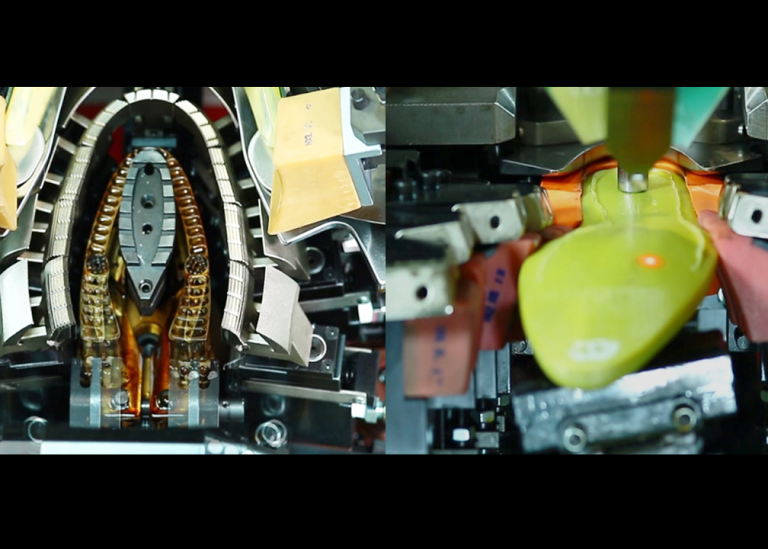
Execution of the Toe Puff Activation Process
Operators load the prepared upper onto a dedicated toe puff activation station equipped with heated curved molds or steam chambers. They position the toe area precisely between the upper and lower heated plates or inside the steam/IR zone. The machine applies controlled heat and light pressure for the set dwell time. Many stations combine hot pressing with brief steam injection or infrared pre-heating to accelerate reactivation while gently conditioning the forepart leather or fabric.
After the cycle completes, operators remove the upper and transfer it directly to the lasting station. The process runs in a continuous flow with one operator handling multiple stations or automated conveyor integration in high-volume lines.
Standard parameters include hot mold temperatures of 100–140°C and dwell times of 5–10 seconds, adjusted according to puff thickness, upper material, and construction type. Dedicated stations maintain strict timing and temperature control for repeatability.
Key Control Points
- Align the upper accurately on the mold to ensure full coverage of the toe puff area without shifting during the cycle.
- Adjust steam volume or IR intensity based on material type to achieve even activation without excess moisture.
- Record temperature, dwell time, and pressure for each batch to support traceability and process optimization.
- Perform visual and tactile checks post-activation to confirm uniform pliability before proceeding to lasting.

Courtesy : DAFENG
Pro Tip: Train operators to perform quick tactile checks immediately after activation — the puff should feel evenly soft without sticky residue. Use data logging on modern machines to track temperature consistency and reduce variation between shifts.


Machinery and Equipment for Toe Puff Activation
Modern toe puff activation relies on specialized hot pressing machines, steam conditioning units. These machines feature electronic temperature controls, pneumatic pressure systems, and timers that deliver precise, repeatable results.
Common setups include single or double-station units with curved heated plates that match the toe profile. Advanced models integrate steam generators or IR heaters for hybrid activation, allowing quick softening of both puff and upper material.
Factories select equipment based on production volume, with semi-automatic stations suiting medium runs and fully automated lines handling high output. Maintenance focuses on regular calibration of heating elements and replacement of worn molds to sustain performance.
Key Control Points
- Choose machines with accurate digital controls and quick-change molds to handle different toe shapes and sizes efficiently.
- Install proper exhaust and safety systems to manage heat and steam in the production area.
- Schedule preventive maintenance on heating plates and pneumatic components to avoid temperature fluctuations.
- Integrate activation stations into the production line layout for smooth flow from upper blocking to lasting.
Expert Tip: Keep spare heating plates calibrated and ready to minimize downtime during mold changes for different toe styles


Conclusion
Mastering the Toe Puff / Box Toe Activation process strengthens the foundation for high-quality lasting and final assembly in full shoe manufacturing. Consistent control over temperature, time, and pressure delivers reliable toe shape, reduced defects, and improved fit.
The next article in the TheFootwearEdge Full Shoe Assembly Series covers the Toe Forming / Toe Molding (Strobel Construction Specific) Process in Footwear Manufacturing – Full Shoe Assembly Series. It will detail how precise stitching prepares the forepart for Strobel construction and integrates seamlessly with the activated toe puff.
Expert Tip: Integrate activation directly after upper blocking to maintain optimal material temperature and moisture levels.

Frequently Asked Questions – FAQs
1. What temperature range is standard for toe puff activation? Operators typically set hot molds between 100–140°C depending on the thermoplastic material and upper type.
2. How long should the dwell time last during activation? Standard dwell time ranges from 5 to 10 seconds to ensure full softening without damaging the upper.
3. Can steam activation replace hot pressing? Many factories combine light steam with hot pressing for best results, especially on leather uppers, while pure steam suits specific conditioning needs.
4. Why is toe puff activation critical before lasting? It softens the puff and forepart, allowing smoother pulling over the last and reducing wrinkles or distortion in the finished toe area.
5. Which constructions benefit most from precise activation? Both cemented and Strobel constructions gain improved toe definition and lasting accuracy when activation parameters are tightly controlled.
6. How often should activation machines be calibrated? Perform daily checks and full calibration weekly or after any material change to maintain process repeatability.
7. What defects occur from improper activation? Cold spots lead to poor bonding and weak toe shape, while over-activation causes shrinkage, marks, or material degradation.
Expert Tip: For high-volume lines, automate transfer from activation to lasting stations to preserve the activated state of the puff.