Last Inserting in Footwear Manufacturing – Full Shoe Assembly Series
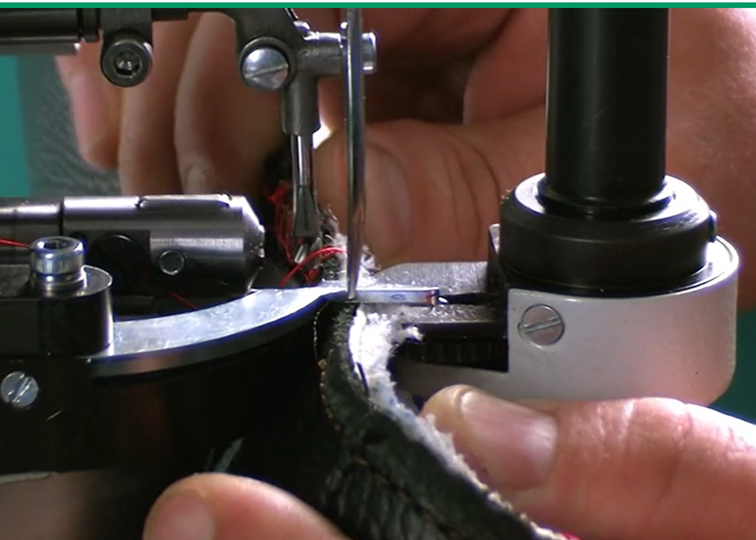
In the previous blog, Strobel Stitching Process in Footwear Manufacturing – Full Shoe Assembly Series, we covered how the upper and bottom components are structurally joined to create a flexible shoe base. Now, the process moves into a critical transition stage—Last Inserting—where the shoe begins to take its final 3D form.
This step directly influences fit, shape retention, and overall product quality. Any error here will carry forward into lasting and finishing, making correction difficult and costly.

Last Inserting Operation
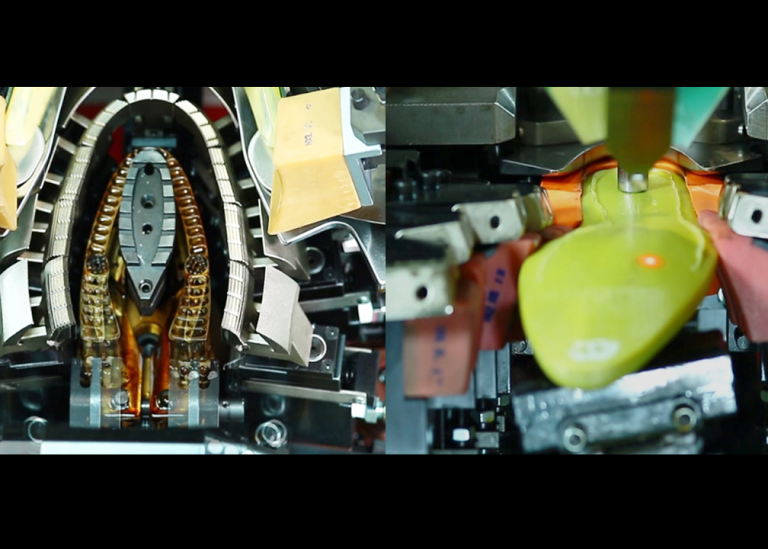
Last inserting is the controlled process of placing a rigid last (plastic, wood or Aluminium ) into the prepared upper assembly. This step transforms Semi-formed upper into a structured 3D shape that matches the final footwear design.
The operation is important because it defines the shoe’s internal geometry, including toe shape,instep height, and heel contour. Without proper insertion, the upper may distort, stitches may stress, and the final fit will deviate from design specifications.
In execution, the operator or automated system aligns the last with the upper opening and gradually inserts it while maintaining symmetry. Additionally, uppers are slightly conditioned (heat/moisture) before insertion to improve flexibility and prevent material cracking.
Key Control Points:
- Ensure correct last size and model match before insertion
- Maintain upper conditioning (temperature/moisture)
- Avoid excessive force during insertion
- Verify alignment at toe, vamp, and heel

Expert Tip: Use color-coded last identification to avoid size mismatch errors


Types of Shoe Lasts Used



Shoe lasts used in this process are manufactured from plastic, wood or Aluminum depending on production volume, durability requirements, and cost considerations.
This variation is important because the material affects dimensional stability, heat resistance, and lifespan. For example, plastic lasts are lightweight and cost-effective, while aluminum lasts are highly durable and suitable for automated lines with high temperature exposure.
In practice, factories select lasts based on product category and production scale. Plastic lasts dominate in sports and casual footwear due to flexibility and ease of handling. Aluminum lasts are used in precision-driven operations, especially where repeated heating cycles occur. Regardless of material, all lasts must strictly conform to approved design specifications.
Key Control Points:
- Confirm last material suitability for process conditions
- Check dimensional accuracy against approved standards
- Ensure smooth surface finish to prevent upper damage
- Maintain proper identification and traceability
Pro Tip: Implement barcode tracking for last movement and usage


Upper Conditioning Before Inserting
Before inserting the last, the upper is conditioned using controlled heat or steam to improve flexibility and adaptability. This step is necessary because unconditioned uppers may resist shaping, leading to wrinkles, stress marks, or stitching damage.
Proper conditioning ensures smooth stretching over the last without compromising material integrity.
Operationally, uppers pass through conditioning chambers or are manually steamed. The temperature and exposure time depend on material type—synthetic, leather, or textile.
After conditioning, the upper must be inserted quickly before it cools and stiffens.
Key Control Points:
- Control temperature based on material type
- Avoid overheating to prevent material shrinkage
- Ensure uniform conditioning across the upper
- Minimize delay between conditioning and insertion

Pro Tip: Always pre-check last temperature before insertion in automated lines


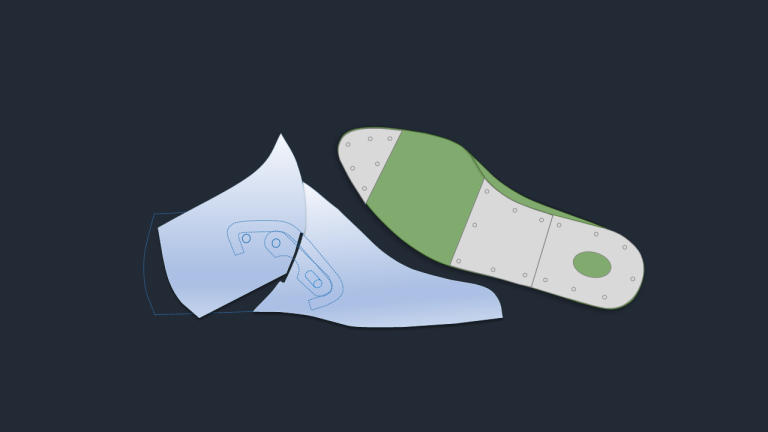
Alignment and Positioning Accuracy
Accurate alignment during last inserting ensures that the upper sits correctly on the last without distortion or asymmetry.
This is critical because even minor misalignment can lead to uneven toe shape, skewed vamp positioning, or heel imbalance.
These defects become more pronounced after lasting and are difficult to correct later.
In execution, alignment marks on the upper and last are used as reference points. Advanced factories use laser projection systems or mechanical guides to ensure precision.
Operators must ensure that the toe box, vamp centerline, and heel seat are perfectly aligned during insertion.
Key Control Points:
- Match centerline markings accurately
- Ensure even distribution of material on both sides
- Check toe and heel positioning visually
- Use guides or fixtures for repeatability

Pro Tip: Maintain standard insertion force limits for different materials


Common Defects in Last Inserting
Defects during last inserting typically include upper distortion, stitching damage, misalignment, crooked lasting and material stress marks. These issues are important because they directly affect final product quality, fit, and appearance. If not detected early, they lead to rejection or rework in later stages.
In execution, defects usually arise from improper conditioning, incorrect last size, excessive force, or poor alignment. Regular inspection and operator training are essential to minimize these issues.
Key Control Points:
- Inspect for wrinkles and distortion immediately
- Check stitching integrity after insertion
- Verify correct last size usage
- Ensure controlled insertion force
Pro Tip: Introduce operator skill certification for manual inserting


Last Storage and Management
Proper storage and handling of lasts ensure dimensional stability and consistent product quality. This is important because environmental factors such as temperature and humidity can cause dimensional drift, especially in plastic lasts. Even small variations can affect fit consistency across production batches.
Factories implement climate-controlled storage systems to maintain stable conditions. Additionally, lasts are regularly inspected, cleaned, and maintained to ensure they remain within tolerance limits.
Key Control Points:
- Maintain controlled temperature and humidity
- Store lasts systematically for easy identification
- Conduct periodic dimensional checks
- Replace damaged or worn-out lasts
Pro Tip: Use trial insertion samples at shift start for consistency


Conclusion
Last inserting is the bridge between upper preparation and final shaping. It defines the structural accuracy and fit of the shoe, making it one of the most critical pre-lasting operations. Precision, consistency, and proper process control are essential to avoid downstream defects.
In the next blog, we will move into Forepart / Toe Lasting in Footwear Manufacturing – Full Shoe Assembly Series, where the shoe takes its final form and structure.
Pro Tip: Ensure quick transfer from conditioning to insertion


Frequently Asked Questions – FAQs
1. What happens if the last size is incorrect?
It leads to improper fit, distortion, and rejection during quality checks.
2. Why is upper conditioning necessary?
It improves flexibility and prevents material damage during insertion.
3. Can last inserting be fully automated?
Yes, high-volume factories use robotic or guided systems for consistency.
4. What is the most common defect in this process?
Misalignment and upper distortion are the most frequent issues.
5. How often should lasts be checked?
Regular inspection should be done weekly or based on production volume.
6. Which last material is best?
Plastic for cost efficiency, aluminum for durability and precision.
Pro Tip: Conduct hourly quality audits during production