Component Splitting in Footwear Manufacturing–Stitching Process Series
Component splitting is a precision-driven operation that controls material thickness before stitching. It directly affects stitch quality, folding performance, and final aesthetics. Therefore, factories must execute splitting with high accuracy and consistency to avoid rejection at later stages.


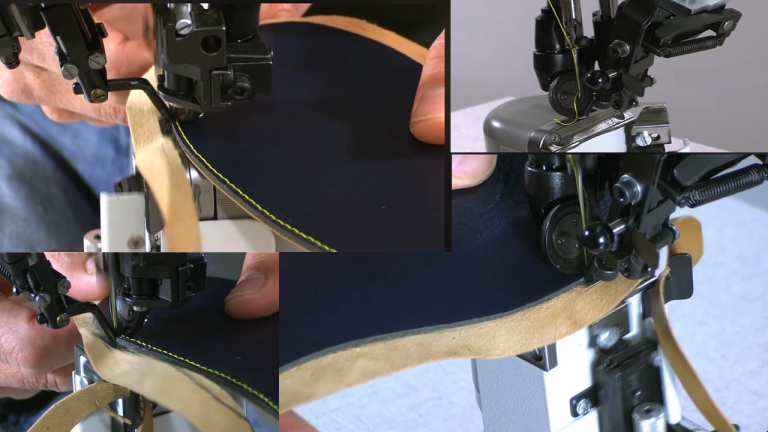
Flat Component Splitting
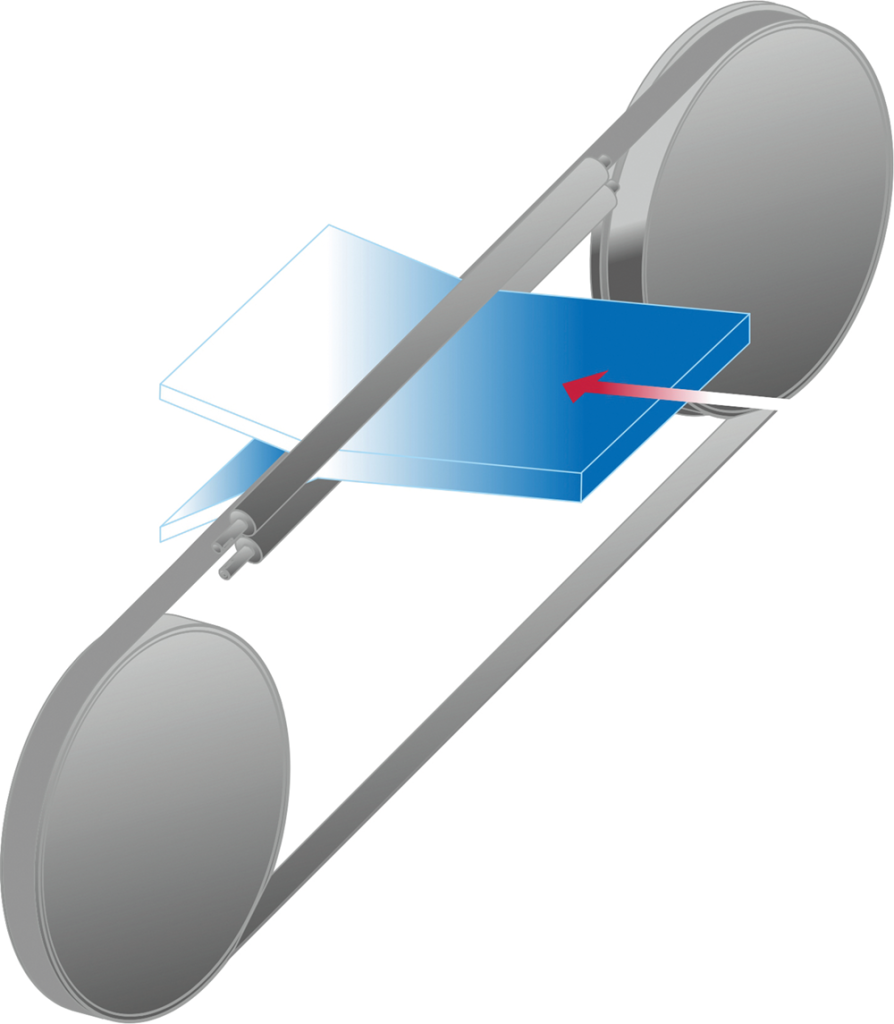
Flat splitting reduces the thickness of entire components uniformly using a splitting machine. Operators feed leather or synthetic materials through a rotating band knife system. The machine removes excess material from the flesh side, ensuring consistent thickness across the component.
This process becomes essential when raw materials arrive thicker than required for stitching or folding. In practice, leather never comes in exact thickness. There is always a tolerance variation of around 0.2 mm (for example, 1.3–1.5 mm).

Courtesy: Fortuna
However, many upper components require precise and uniform thickness to maintain consistency during stitching and assembly. Therefore, splitting becomes a mandatory operation to standardize material thickness before further processing.
Uniform Thickness Control

In addition, certain components such as heel straps or full overlay parts require complete thickness reduction. Since these components sit on top of other layers, any excess thickness directly creates bulkiness. As a result, full component splitting ensures better flexibility, improved stitching quality, and cleaner appearance.
Moreover, in crimping or blocking operations, even a small variation of 0.2–0.3 mm within the same component can create defects such as wrinkles, uneven shaping, or material cracking. Uniform thickness achieved through splitting helps maintain proper material flow during forming, thereby improving final shape retention and surface finish.
For narrow components like piping, splitting offers a clear process advantage. Compared to skiving, splitting is significantly faster and more consistent for narrow widths. Additionally, when thickness requirements go below 0.5 mm, splitting machines deliver better accuracy and control than skiving machines. This ensures precision without damaging delicate materials.
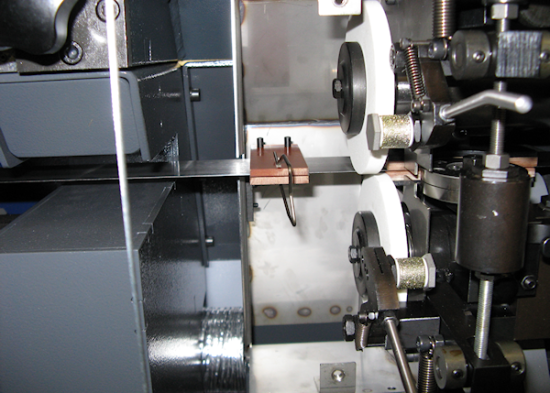
During execution, the operator adjusts the splitting gauge based on required thickness. Feed rollers grip the material and push it toward the band knife. The knife continuously rotates at high speed, shaving off excess thickness. Operators must ensure steady feeding to avoid thickness variation or knife marks.
Key Control Points:
- Control incoming leather thickness variation before bulk splitting
- Ensure full component splitting for overlay parts to avoid bulkiness
- Maintain strict thickness uniformity for crimping/blocking articles
- Use splitting over skiving for narrow components below 0.5 mm thickness
Pro Tip :
Use trial samples for new materials before bulk production


Edge Splitting (Skiving Preparation Support)
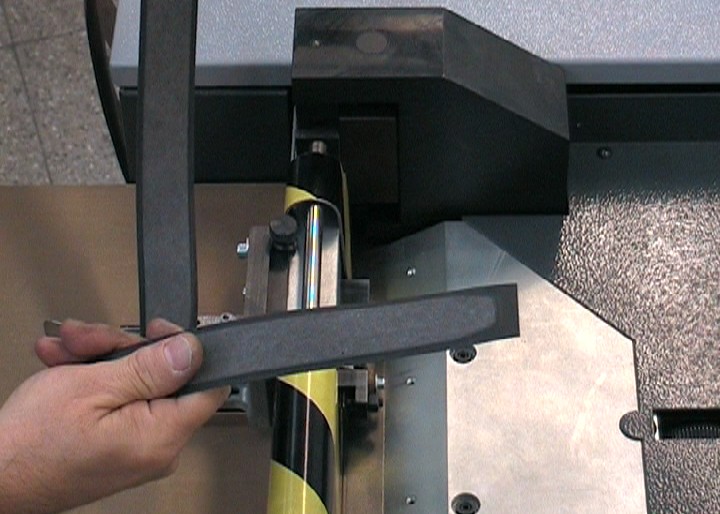
Edge splitting reduces thickness only along the edges of components. This prepares parts for folding, stitching, or skiving operations. Unlike flat splitting, this method focuses on localized thickness reduction.
Factories use edge splitting to eliminate bulk at seams and improve foldability. Without proper edge thinning, folded edges become thick and uneven. Consequently, the final product looks bulky and lacks finishing quality.
Operators position the component so that only the edge passes through the splitting zone. Machines with adjustable guides help control the width of splitting. The operator must maintain alignment to ensure consistent edge thickness across the entire component.
Key Control Points:
- Maintain uniform edge width during splitting
- Avoid over-splitting which weakens edges
- Ensure proper guide alignment
- Monitor edge smoothness to prevent cracking
Pro Tip :
Use separate machines or settings for lining vs upper materials


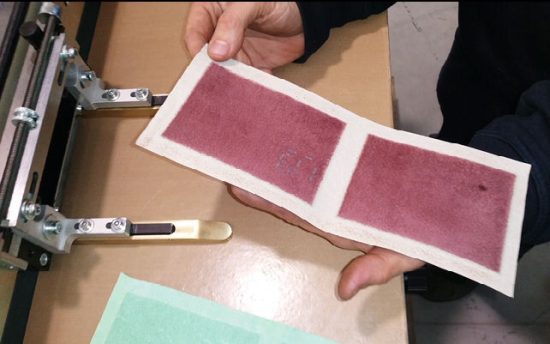
Matrix Splitting (Uneven Width & Thickness Control)
This splitting is a specialized splitting method used to achieve uneven thickness and variable width across a component. It uses a splitting machine combined with a flexible silicon template (matrix) to control thickness variation precisely.
This technique becomes critical in high-end footwear where different areas of the same component require different thickness levels. For example, toe areas may need thinner material for shaping, while other areas retain thickness for strength.
During execution, operators place a silicon flexible template on the material. This template guides the splitting depth dynamically as the material passes through the machine. The machine adjusts pressure based on the template profile, creating controlled thickness variation.
Matrix splitting requires high operator skill and machine calibration. Even minor misalignment can lead to inconsistent thickness distribution, affecting product quality.
Key Control Points:
- Ensure proper placement of silicon template
- Validate thickness variation using gauges
- Maintain machine pressure consistency
- Train operators for precision handling
Pro Tip :
Always control humidity for leather before splitting for better results


Splitting for Lining Materials
Splitting lining materials focuses on achieving ultra-thin, soft layers for comfort and flexibility. These materials include pigskin, synthetic lining, or textile-backed materials.
Factories perform this operation to enhance comfort and reduce internal bulk. If lining remains thick, it causes discomfort and affects shoe fit. Therefore, precise thinning is required.
Operators must reduce thickness carefully without damaging the material structure. Lining materials are softer and more sensitive, so machines must run at controlled speed with fine blade settings.
Key Control Points:
- Avoid tearing due to over-thinning
- Use lower pressure settings
- Check softness and flexibility post-splitting
- Maintain clean blade condition
Pro Tip :
Train operators to identify material behavior differences



Splitting Machine Types (Manual to Advanced)
Splitting machines range from manual feed machines to fully automated CNC-controlled systems. Basic machines require operator skill, while advanced machines offer programmable thickness control and automatic feeding.
Manual machines suit small-scale operations, whereas automatic machines improve productivity and consistency in large factories. Advanced machines include digital thickness control, vacuum feeding, and automatic sharpening systems.
Factories select machines based on production volume, material type, and precision requirements.
Key Control Points:
- Select machine based on material and volume
- Maintain regular calibration
- Monitor machine speed vs quality
- Ensure safety systems are functional
Pro Tip :
Track machine performance and downtime regularly


Technical Specifications of Splitting Machines
Splitting machines operate with high precision and must meet specific technical parameters:
- Working Width: 300 mm to 600 mm
- Speed: 10–30 meters/min
- Thickness Range: 0.2 mm to 8 mm
- Tolerance/Accuracy: ±0.02 mm to ±0.05 mm
- Blade Type: Endless band knife
Different materials require different blade profiles. Leather uses standard band knives, while synthetic materials require coated or special alloy blades to prevent melting or sticking.
Machines also include grinding systems to maintain blade sharpness continuously. Therefore, consistent blade condition ensures uniform splitting quality.
Key Control Points:
- Maintain blade sharpness using grinding system
- Monitor tolerance levels regularly
- Adjust speed based on material type
- Use correct blade for each material
Expert Insight:
Keep separate blades for leather and synthetic materials


Blade Types for Different Materials
Splitting blades vary depending on material characteristics. Selecting the correct blade ensures clean cuts and avoids defects.
For leather, standard high-carbon steel blades work effectively. Synthetic materials require coated blades to reduce friction and heat generation. Textile-backed materials need sharper edges for clean separation.
Operators must replace or sharpen blades regularly to maintain performance.
Key Control Points:
- Select blade based on material type
- Avoid dull blades causing burn marks
- Monitor blade wear regularly
- Maintain proper tension in band knife
Expert Insight:
Maintain blade inventory to avoid production delays


Global Splitting Machine Suppliers
Fortuna GmbH
Germany-based manufacturer specializing in high-precision splitting machines for leather and footwear industries. Known for durability, accuracy, and advanced automation features.
Website: https://www.fortuna-gmbh.de
Camoga S.p.A
Italy-based company offering advanced leather processing machines including splitting systems with high efficiency and automation. Widely used in footwear manufacturing.
Website: https://www.camoga.it
BSM India
Indian manufacturer known for wide range of Footwear machines solutions with strong integration in footwear production lines. Focuses on innovation and digital systems.
Website: BSM India
Sagitta Officina Meccanica
Italy-based company producing precision splitting machines for leather goods and footwear industries.
Website: https://www.sagittaom.it

Frequently Asked Questions – FAQs
1. What is the ideal thickness tolerance in splitting?
Factories maintain ±0.02 mm to ±0.05 mm depending on material and product requirement.
2. Can splitting damage leather?
Yes, improper blade or pressure settings can cause tearing or burn marks.
3. Why is matrix splitting used?
It allows controlled thickness variation within a single component for better performance and aesthetics.
4. How often should blades be sharpened?
Daily sharpening is recommended for continuous production.
5. Is splitting required for synthetic materials?
Yes, especially to control thickness and improve stitching quality.
6. What happens if splitting is inconsistent?
It leads to stitching defects, poor bonding, and rejection.
Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Cut Component inspection after cutting/clicking – Stitching Process Series
- Cut Component Pairing & Match Marking After Cutting / Clicking-Stitching Process Series
- Cut Component Stamping After Cutting / Clicking – Stitching Process Series
- Cut Component Bundling After Cutting/Clicking-Stitching Process Series
- Component Marking After Cutting/Clicking–Stitching Process Series
- Component Branding in Footwear Manufacturing–Stitching Process Series
- Component Embroidery in Footwear Manufacturing–Stitching Process Series
- Component Skiving in Footwear Manufacturing–Stitching Process Series