Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
Direct Injection Moulding (DIM), also known as Direct Soling, is one of the most widely used technologies in modern footwear manufacturing. In this method, manufacturers mould the outsole directly onto the upper by injecting molten material into a closed mould that contains the lasted shoe upper.
Unlike cemented or stitched constructions, where factories manufacture the sole separately and attach it later, direct injection moulding forms the outsole as part of the shoe structure itself. As a result, the bonding strength between the upper and the sole becomes significantly higher.
Moreover, the process reduces several manufacturing steps because factories eliminate adhesive bonding and separate sole production. Consequently, production efficiency improves while material waste decreases.
Because of these advantages, footwear manufacturers widely use this technology for:
- Safety shoes
- Industrial work boots
- Military footwear
- Outdoor trekking footwear
- Certain casual footwear categories
In most cases, factories process materials such as Polyurethane (PU), Thermoplastic Polyurethane (TPU), PVC, and rubber compounds using direct injection technology.


Direct Injection Moulding Technology in Footwear
Direct injection moulding operates on a relatively simple manufacturing principle. First, the machine heats the sole material until it becomes fluid or chemically reactive. Next, the injection unit forces the material into a closed mould that already contains the lasted upper.
Once the molten material enters the mould cavity, it flows around the bottom of the upper and fills the outsole cavity. At the same time, the material penetrates the structure of the upper bottom. Because of this interaction, the outsole bonds directly to the upper during the moulding process.
After the mould fills completely, the material either cools or reacts chemically depending on the material type. Finally, the mould opens and the operator removes the finished shoe.
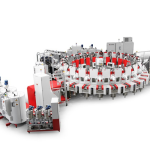
Modern footwear factories usually operate rotary carousel injection machines. These machines contain multiple mould stations that rotate continuously around the injection unit. As a result, factories can achieve high production efficiency and consistent product quality.
Typically, large footwear factories operate machines with:
- 18 mould stations
- 24 mould stations
- 36 mould stations
Therefore, manufacturers can produce thousands of pairs of injection footwear each day. STEMMA


Lasting Methods Used for Direct Injection Footwear
One important aspect of direct injection footwear production is the type of lasting construction used for the upper.
Unlike cemented footwear, which frequently uses machine lasting, direct injection footwear normally uses flexible constructions that allow the injected material to bond properly.
The two most common lasting constructions are:
1. Strobel Lasting
Strobel lasting is widely used for injection footwear because it creates a sock-like bottom structure that sits easily inside the injection mould. Key characteristics include:
- Upper stitched to a Strobel insole board
- Flexible bottom construction
- Lightweight shoe structure
- Suitable for athletic and casual footwear
This construction allows the injected sole material to bond evenly with the textile Strobel bottom.
2. String Lasting
String lasting is commonly used in safety footwear and work boots. In this construction:
- A strong cord or string is stitched along the bottom edge of the upper
- The string is tightened around the last
- The upper forms a tight shape around the last bottom
Advantages include:
- Strong bottom structure
- Better dimensional stability
- Good compatibility with PU injection processes
Because the bottom edge is tightly wrapped around the last, injected material forms a strong bond around the upper margin.



Process Flow of Direct Injection Moulding
Different materials are used depending on the product category, performance requirements, and cost targets. The most common materials include:
1. Upper Preparation
The manufacturing process begins with the preparation of the stitched upper. During this stage, several operations are completed:
- Upper stitching and reinforcement attachment
- Toe puff and counter insertion
- Strobel stitching or string lasting preparation
- Upper inspection and trimming
Proper preparation of the upper is essential because the quality of bonding between sole and upper depends heavily on bottom preparation.
2. Lasting of the Upper
Once the upper is prepared, it is placed onto a shoe last and lasted using Strobel or string lasting techniques. This stage ensures:
- The upper takes the correct shoe shape
- The bottom surface fits accurately into the mould cavity
- The shoe remains dimensionally stable during injection
Unlike traditional cemented footwear production, fully automated machine lasting is generally avoided in injection footwear because the flexible bottom constructions are preferred.



3. Placement in Injection Mould
After lasting, the shoe is positioned inside the mould station of the injection machine. At this stage:
- The mould closes tightly around the lasted shoe
- The mould cavity defines the outsole shape
- Proper alignment ensures uniform sole thickness
Any misalignment may cause, Flash formation, Uneven sole thickness & Bonding defects
4. Injection of Sole Material
Once the lasted upper is positioned correctly inside the mould, the injection unit begins the moulding process. First, the machine heats the sole material until it reaches the required processing temperature. Then the injection system pushes the molten material through the mould channels and into the outsole cavity.
Typically, injection pressure ranges between 40 and 120 bar, depending on the material and mould design. As the material flows through the mould cavity, it fills every section of the outsole structure. At the same time, the material penetrates the pores or fibres of the upper bottom. Consequently, the sole bonds directly with the upper during the moulding stage.
Because the mould cavity precisely defines the outsole shape, manufacturers achieve consistent sole thickness and accurate pattern formation.
5. Cooling or Chemical Reaction
After the mould cavity is filled, the sole material must solidify before the mould can be opened. This occurs in two different ways depending on the material:
- \Thermoplastic materials (PVC, TPU) – Solidify through Cooling
- Reactive materials (PU) – Undergo a chemical reaction between polyol and isocyanate to form polyurethane foam.
The curing stage determines important sole properties such as Density, Flexibility, Cushioning & Durability.
6. Mould Opening and Shoe Removal
Once the sole material has fully cured or cooled, the mould opens and the finished shoe is removed. The shoe may then undergo minor finishing processes such as Edge trimming, Flash removal, Cooling and conditioning & Quality inspection
Because trimming waste is minimal compared with traditional processes, direct injection manufacturing often results in lower material waste. TREA.COM

Materials Used in Direct Injection Footwear
Different materials are used depending on the performance requirements of the footwear.
Polyurethane (PU)
Polyurethane is the most widely used material for direct injection footwear. It provides an excellent balance between comfort, durability, and lightweight construction. Important characteristics include:
- Low density and lightweight structure
- Excellent shock absorption
- Good abrasion resistance
- Strong bonding with textile and leather uppers
PU soles are commonly used in Safety shoes, Industrial Footwear & Work Boots
Thermoplastic Polyurethane (TPU)
TPU is selected when superior durability and abrasion resistance are required. Key benefits include:
- High wear resistance
- Excellent flexibility
- Good transparency options
- Oil and chemical resistance
TPU injection is frequently used for Outdoor Footwear, Technical Footwear & Sports Shoe components
PVC (Polyvinyl Chloride)
PVC injection is typically used in cost-sensitive footwear segments. Advantages include:
- Low material cost
- Good waterproof performance
- Easy processing
- Suitable for mass production
Typical applications include Rain Boots, Casual Footwear & Fashion Sandals
Rubber Compounds
Rubber injection is used in performance-oriented footwear where grip and durability are critical. Key advantages include:
- Excellent traction
- High abrasion resistance
- Good flexibility
- High temperature resistance
Rubber injection soles are often used in Military Footwear, Outdoor Boots, Heavy-Duty Work Shoes & Performance Footwears

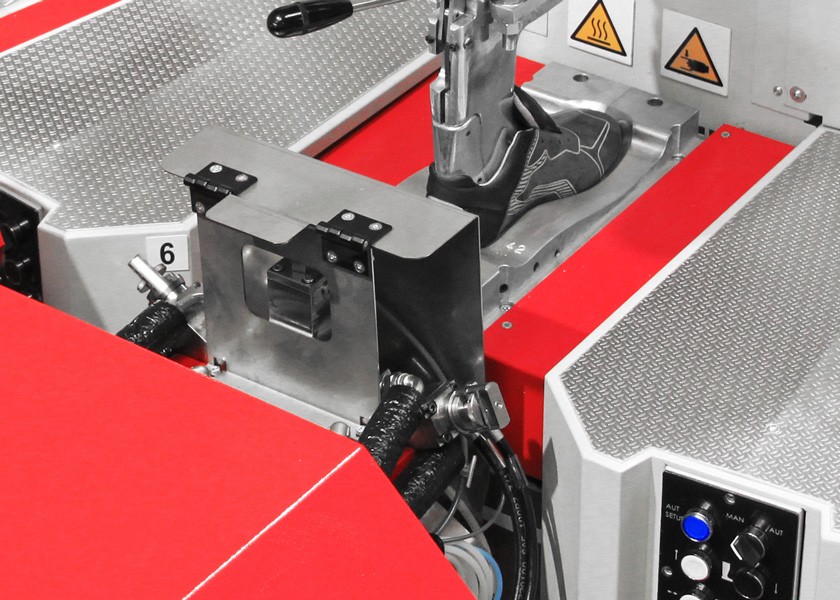
Machinery Used in Direct Injection Footwear Production
Modern footwear factories use rotary direct injection machines that allow continuous and automated production.A typical injection machine consists of several key systems.
- Injection Unit – Responsible for heating, mixing, and injecting the sole material into the mould.
- Rotary Table – A circular table containing multiple mould stations where shoes move from one stage to another.
- Mould System – Defines the shape, pattern, and thickness of the outsole.
- Cooling System – Ensures the injected material solidifies properly before mould opening.
- Control System – Modern machines include digital control systems that regulate Temperature, Injection Pressure, Material Dosage, Production Cycle Time
These machines allow footwear factories to produce thousands of pairs per day with consistent quality.


Advantages of Direct Injection Moulding
Direct injection moulding offers several important benefits for footwear manufacturers.
Strong Bonding
Because the sole is moulded directly onto the upper, the bond between the two components is significantly stronger than adhesive bonding.
High Production Efficiency
The rotary injection process allows continuous production with minimal manual handling. This improves Productivity, Process consistency & Manufacturing Speed
Reduced Adhesive Usage
Traditional cemented footwear requires large quantities of adhesive. Direct injection processes eliminate most of these chemicals, which leads to, Lower environmental impact, Reduced chemical exposure for workers & Lower production cost
Improved Waterproof Performance
The direct bond between upper and sole reduces gaps and seams, improving water resistance.


Limitations of Direct Injection Moulding
Despite its advantages, the process also has some limitations.
- High Initial Investment – Injection machines and mould tooling require significant capital investment.
- Upper Material Limitations – Some delicate fabrics or heat-sensitive materials may not withstand the temperatures involved in the injection process.
- Design Restrictions – Highly complex sole constructions sometimes require advanced technologies such as – Multi-component injection, Dual-density moulding & Insert moulding
Applications of Direct Injection Footwear
Direct injection technology is widely used in several footwear segments.
- Industrial and Safety Footwear – Steel toe safety shoes, Anti-static footwear, Oil-resistant work boots
- Outdoor Footwear – Hiking boots, Trekking shoes, Military footwear
- Casual Footwear – Sandals
- Everyday work shoes – Slip-on footwear

Future Trends in Direct Injection Footwear
The footwear industry continues to improve injection moulding technology. Current innovations include:
- Dual density PU soles
- Multi-colour injection moulding
- Bio-based polyurethane materials
- Energy-efficient injection machines
- Smart Industry 4.0 manufacturing systems
These developments allow manufacturers to produce lighter, stronger, and more sustainable footwear.
Conclusion
Direct Injection Moulding remains one of the most efficient technologies used in modern footwear manufacturing. Because the outsole forms directly on the upper during the injection process, the final product offers excellent bonding strength and durability.
Moreover, the technology allows footwear factories to increase productivity while reducing adhesive usage and manufacturing steps. As a result, direct injection moulding has become the preferred manufacturing method for safety footwear, industrial boots, and outdoor shoes.
Looking ahead, continued innovations in materials, automation, and sustainable manufacturing will further improve direct injection footwear technology. Therefore, the process will continue to play a major role in the future of global footwear manufacturing.


Expert Tips for Direct Injection Footwear Manufacturing
eral technical parameters. Experienced footwear manufacturers follow a number of best practices to avoid bonding failures, surface defects, and production inefficiencies.
1. Maintain Proper Upper Bottom Preparation
One of the most common causes of sole separation is poor upper bottom preparation. Factory experts usually ensure:
- The Strobel bottom is clean and free from dust or oil
- Textile bottoms are roughened if required
- Correct primer or bonding agent is applied when necessary
Even small contamination on the upper bottom can significantly reduce bonding strength.
2. Control Injection Temperature Carefully
Each material requires a specific processing temperature. Typical ranges include:
- PU systems: 40–60°C component temperature before mixing
- TPU injection: 180–220°C melt temperature
- PVC injection: 160–200°C melt temperature
Incorrect temperature can cause, Incomplete mould filling, Poor bonding, Surface defects on the sole. Maintaining stable temperature control ensures consistent outsole quality.
3. Ensure Accurate Last Positioning in the Mould
Correct positioning of the shoe last inside the mould cavity is critical. If the last is misaligned, several problems may occur, Uneven sole thickness, Flash formation, Poor bonding at the upper margin. Many factories use laser alignment or mechanical guides to ensure consistent positioning.
4. Optimize Injection Pressure and Material Flow
Injection pressure must be carefully calibrated to ensure the material flows evenly throughout the mould cavity. Typical injection pressures range between 40–120 bar depending on material and mould design. Too little pressure may cause voids or incomplete filling, while excessive pressure can distort the upper.
5. Monitor Mould Temperature for Consistent Sole Quality
The mould temperature significantly affects sole density and surface quality. Maintaining stable mould temperature helps achieve, Uniform sole expansion, Smooth surface finish & Consistent hardness across production batches. Modern machines often include automatic mould temperature control systems.
6. Prevent Moisture Contamination in PU Systems
Polyurethane systems are extremely sensitive to moisture. If moisture enters the system, it may cause, Bubble formation in the sole, Irregular density & Reduced durability. For this reason, many factories maintain controlled humidity environments around PU injection machines.
7. Regularly Maintain Mould Vents
Proper mould venting is essential to allow air to escape during injection. Blocked vents can cause, Air traps, Burn marks & Incomplete sole formation. Routine cleaning of mould vents helps maintain consistent moulding performance.

Frequently Asked Questions (FAQ)
What is Direct Injection Moulding in footwear?
Direct injection moulding is a manufacturing process in which molten sole material is injected directly into a mould containing the shoe upper. The material forms the outsole and bonds to the upper without the need for adhesives.
Which materials are commonly used in direct injection footwear?
The most common materials include:
Each material is selected based on the required performance characteristics of the footwear.
Why is Strobel lasting commonly used for direct injection shoes?
Strobel lasting creates a flexible bottom structure that allows the injected material to bond effectively with the upper. The textile Strobel bottom also helps distribute the injected material evenly inside the mould.
What types of footwear use direct injection moulding?
Uses of Direct injection moulding is:
- Safety footwear
- Industrial work boots
- Military boots
- Outdoor trekking shoes
- Certain casual footwear categories
These products benefit from the strong bonding and durability provided by injection moulding.
What are the advantages of direct injection soles compared with cemented soles?
Direct injection soles provide several advantages, including:
- Stronger bonding between upper and sole
- Improved waterproof performance
- Reduced adhesive usage
- Higher manufacturing productivity
What are the limitations of direct injection moulding?
Some limitations include:
- High initial investment in machinery
- Restrictions on upper materials due to processing temperatures
- Limited flexibility in certain design features
Despite these limitations, the process remains highly efficient for large-scale footwear production.


Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
- EVA Soles in Footwear: Compression vs Injection Moulding
- Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
- Multi-Color and Multi-Component Sole Moulding in Footwear
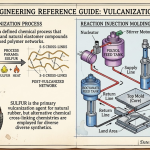
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- Vulcanised Shoe Construction and Manufacturing Process
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather