Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
Introduction
Rubber soles are widely used in safety footwear, trekking shoes, military boots, and industrial work shoes because they provide excellent abrasion resistance, durability, and reliable grip. As a result, they perform well in demanding environments where other sole materials may fail.
Although rubber soles appear simple from the outside, the manufacturing process behind them is highly technical. In fact, it involves several controlled production stages such as compound preparation, moulding, cooling, trimming, and finishing. Therefore, each stage requires specialized machinery and strict process control to maintain consistent product quality.
Type of Rubber Manufacturing
However, most footwear factories manufacture rubber soles using two primary technologies:
• Rubber Compression Pressing
• Rubber Injection Moulding

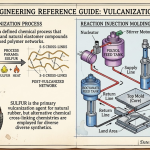
Both technologies rely on vulcanization, which is a chemical process where sulfur forms cross-links between rubber molecules under heat and pressure. Consequently, this reaction transforms raw rubber into a strong, flexible, and highly durable material capable of performing under harsh industrial conditions.


Rubber Outsole Manufacturing Workflow
A typical rubber outsole production line includes the following stages:
- Rubber compound preparation
- Rubber sheet rolling and cutting
- Preform preparation
- Compression or injection moulding
- Cooling and stabilization
- Flash trimming
- Sanding and finishing
- Final inspection
Furthermore, the main machines involved in this workflow include:
- Sanding and finishing machines
- Rubber mixing machines
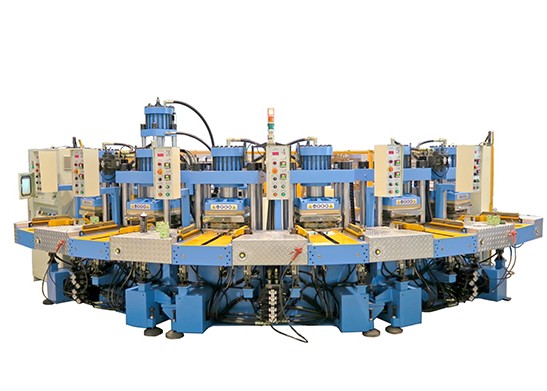
- Compression presses
- Injection moulding machines
- Rotary direct soling machines
- Cooling conveyors
- Sole trimming machines

Expert Tip : Large footwear manufacturers often use compression moulding for thick lug soles and heavy safety footwear, while injection moulding is preferred for high-volume athletic and casual shoes. Therefore, the final selection depends on outsole design complexity, production volume, compound type, and capital investment.


Rubber Mixing Machines (Banbury Internal Mixer)
Rubber outsole production begins with compound preparation, which is one of the most critical stages in the manufacturing process. During this step, raw rubber materials are blended with fillers and chemical additives to achieve the required mechanical and physical properties.
Key Ingredients Used in Rubber Outsole Compounds
Typically, footwear manufacturers use both natural and synthetic rubber compounds. In addition, various additives are introduced to improve durability, abrasion resistance, and processing performance.
- Natural rubber (NR)
- Styrene butadiene rubber (SBR)
- Carbon black
- Zinc oxide
- Sulfur
- Accelerators
- Processing oils
- Anti-oxidants
Banbury Mixing Process
Inside the Banbury internal mixer, powerful rotating blades generate high shear forces that thoroughly disperse fillers and chemicals throughout the rubber compound. As a result, the mixture becomes uniform and ready for further processing.
• Temperature: 120–150°C
• Rotor speed: 30–60 RPM
• Mixing cycle: 6–10 minutes
Afterward, the mixed compound is transferred to a two-roll mill, where it is sheeted and cooled. Finally, the rubber sheets are cut into suitable sizes for the outsole moulding process
Best Practices : Maintain precise compound formulation
Even small variations in sulfur or accelerator levels can significantly affect vulcanization quality. Always verify compound formulation during mixing.


Rubber Compression Pressing Process
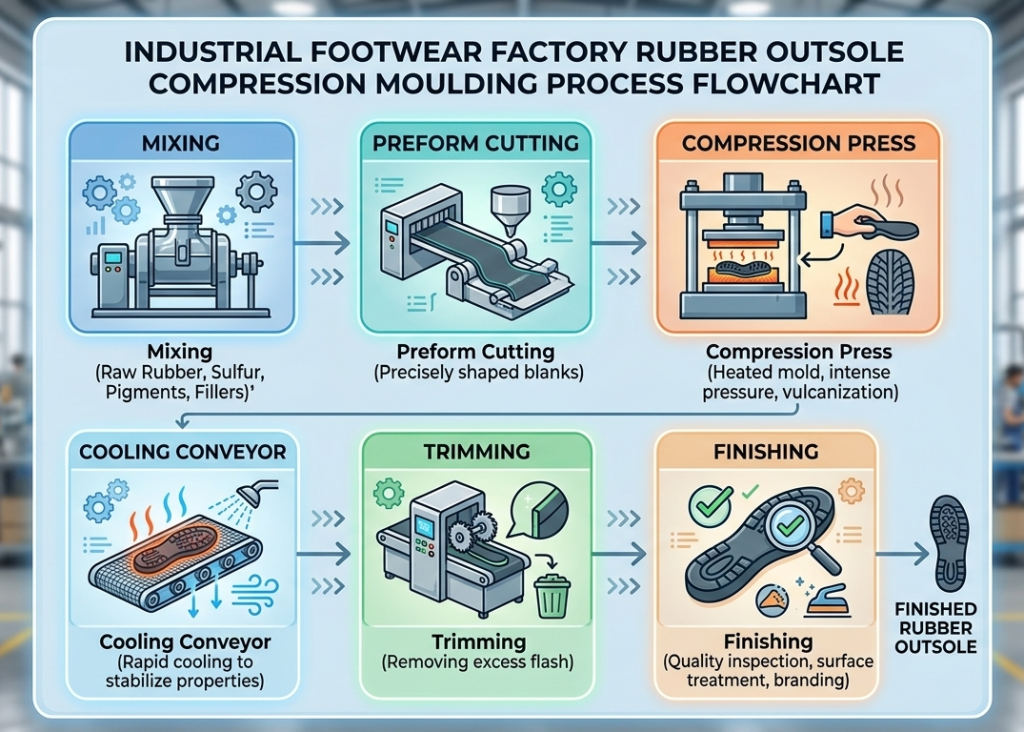
Compression moulding is one of the most widely used processes for rubber outsole production. Therefore, it is especially suitable for thick rubber soles used in safety shoes and outdoor footwear.
Process Steps
1.Preform Preparation
Rubber sheets are cut into measured pieces called preforms.
Typical outsole weight: 200–800 grams
2.Mould Loading
The rubber preform is placed into the heated mould cavity.
Typical mould temperature: 150–180°C
3.Hydraulic Pressing
The mould closes under high hydraulic pressure. Typical press specifications:
- Press tonnage: 120–300 tons
- Hydraulic pressure: 18–22 MPa
4.Vulcanization
The rubber cures under heat and pressure. Typical curing parameters:
- Temperature: 155–170°C
- Curing time: 6–12 minutes
5.Cooling
The outsole is removed and cooled on a conveyor line. Cooling time: 2–4 minutes
Best Practices : Control mould temperature accurately
Rubber vulcanization is highly temperature sensitive. Installing automatic mould temperature controllers improves consistency across production batches.



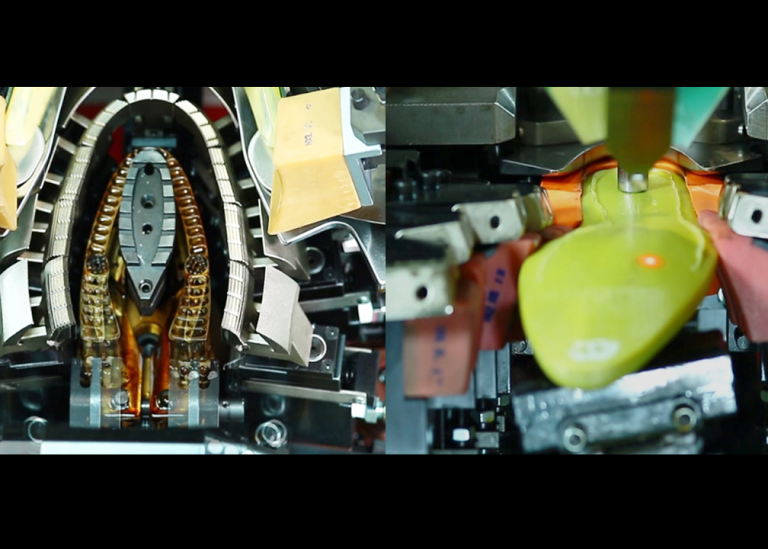
Rubber Injection Moulding Process
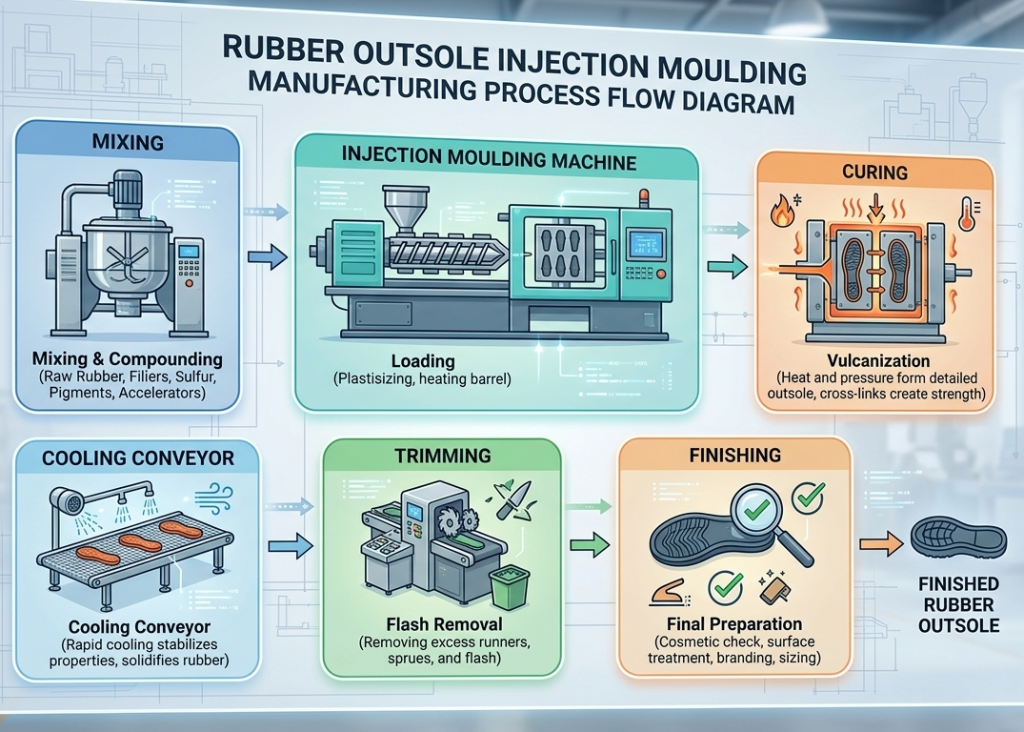
Rubber injection moulding is a more advanced technology that improves production speed and consistency. Therefore, Instead of manually loading rubber into moulds, the compound is fed into a heated barrel and injected into mould cavities.
Process Steps
1. Rubber Feeding
Rubber strips or pellets enter the injection barrel.
2. Plasticizing
The compound softens inside the heated barrel. Typical temperature: 80–120°C
3. Injection
A screw mechanism injects the rubber into the mould. Typical parameters:
• Injection pressure: 100–180 bar
• Injection time: 5–15 seconds
4. Vulcanization
Rubber cures inside heated moulds.
Typical mould temperature: 160–180°C
Curing time: 4–8 minutes
Injection vs Compression Rubber Manufacturing
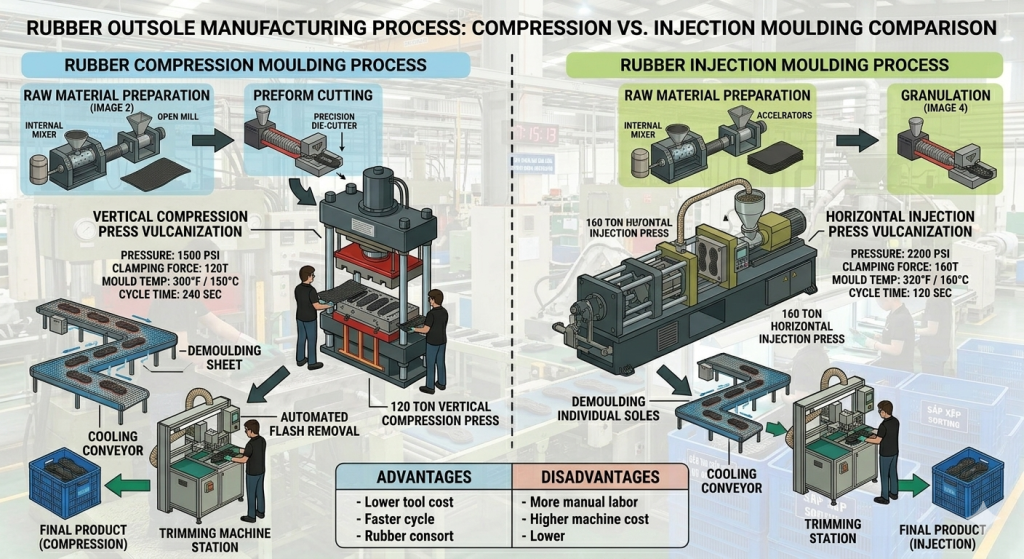
| Feature | Compression Moulding | Injection Moulding |
|---|---|---|
| Automation | Medium | High |
| Investment Cost | Lower | Higher |
| Cycle Time | Longer | Shorter |
| Labour Requirement | Higher | Lower |
| Production Volume | Medium | High |
| Design Complexity | Moderate | High |
Pro Tip : Maintain mould surfaces regularly
Regular cleaning and polishing prevent surface defects and flash formation
Advantages of Rubber Soles
Rubber outsoles provide several benefits:
- Excellent abrasion resistance
- Strong traction and slip resistance
- High durability in harsh environments
- Good flexibility and comfort
- Chemical and oil resistance

Disadvantages of Rubber Soles
The Rubber soles also have limitations:
- Higher weight compared to EVA or PU
- Longer curing time during manufacturing
- Higher energy consumption during vulcanization
- Higher tooling cost for moulds

Properties Comparison: Compression vs Injection Rubber Sole Manufacturing
Although both compression moulding and injection moulding rely on the vulcanization process, the physical properties of the final rubber sole and manufacturing efficiency can vary significantly depending on the moulding technology used.
However, compression moulding applies pressure directly to the rubber preform inside the mould cavity. Injection moulding, on the other hand, injects softened rubber compound under high pressure into closed moulds. Because of these differences, each process offers specific advantages depending on the footwear type being manufactured.
The following table summarizes the most important differences.
| Property | Compression Moulding | Injection Moulding |
|---|---|---|
| Material Flow | Rubber preform compressed directly | Rubber injected through screw barrel |
| Density Consistency | Moderate | Very consistent |
| Dimensional Accuracy | Good | Excellent |
| Surface Finish | Good | Very good and uniform |
| Flash Generation | Higher | Lower |
| Cycle Time | Longer | Shorter |
| Production Speed | Medium | High |
| Automation Level | Medium | High |
| Tooling Complexity | Moderate | High |
| Energy Consumption | Higher per pair | Lower per pair |
| Labour Requirement | Higher | Lower |
| Initial Investment | Lower | Higher |
Pro Tip : Ensure proper mould venting
Many outsole defects such as bubbles and burn marks occur due to trapped gases. Well-designed vents in mould cavities allow air to escape during mould filling

Rubber Sole Performance Properties
Both processes produce high-performance rubber soles, but injection moulding generally provides more consistent physical properties because of controlled material flow and uniform pressure distribution. Typical performance characteristics of vulcanized rubber soles include:
- Hardness: 55 – 75 Shore A
- Density: 1.1 – 1.25 g/cm³
- Abrasion resistance: Excellent
- Flex resistance: High
- Slip resistance: Very good on multiple surfaces
- Heat resistance: Up to 200°C depending on compound
- Oil resistance: Good when nitrile rubber compounds are used
Best Practices : Use automatic rubber preform cutting machines to maintain consistent material weight

Applications of Compression Rubber Sole Manufacturing
Compression moulding is widely used in footwear factories that produce thicker and heavy-duty rubber soles.
Common applications include:
- Safety footwear
- Military boots
- Outdoor trekking shoes
- Industrial work boots
- Heavy-duty construction footwear
- Vulcanized rubber cup soles
Why factories choose compression moulding
- Lower machine investment
- Suitable for large outsole thickness
- Easier mould design
- Ideal for lower to medium production volume
Pro Tip : Implement digital temperature monitoring systems for moulds.


Applications of Injection Rubber Sole Manufacturing
Injection moulding is preferred in factories that require high production efficiency and consistent product quality.
Common applications include:
- Athletic footwear rubber outsoles
- Casual rubber outsole shoes
- Fashion footwear
- Lightweight rubber soles
- Complex tread design soles
Why factories choose injection moulding
- Faster production cycles
- Reduced labour requirement
- Better dimensional accuracy
- Suitable for complex tread patterns
- Higher automation capability
Expert Tip : Install cooling conveyors with controlled airflow to prevent outsole warping.


Rubber Sole Testing Standards (SATRA, ISO, ASTM) Used in Footwear Labs
After rubber soles are manufactured, they must undergo several laboratory tests to verify their durability, safety, and performance. Therefore, These tests ensure that the outsole performs reliably under real-world conditions such as walking, abrasion, bending, and exposure to chemicals.
Testing laboratories in the footwear industry follow internationally recognized standards developed by SATRA Technology Centre, International Organization for Standardization, and ASTM International.
However, these organizations define standardized testing procedures so that results are consistent and comparable across laboratories worldwide.
Expert Tip : Schedule regular mould maintenance after 10,000–20,000 cycles..
Major Rubber Outsole Laboratory Tests
Rubber outsole performance is evaluated through multiple tests designed to simulate real-life footwear usage conditions. Common laboratory tests include:
- Abrasion resistance testing
- Flex resistance testing
- Slip resistance testing
- Hardness measurement
- Tear strength testing
- Tensile strength testing
- Heat resistance testing
- Oil resistance testing
Together, these tests simulate real-life footwear usage conditions.
Expert Tip : Monitor Shore hardness and density regularly during production
Rubber Sole Testing Standards Comparison
| Test | Purpose | SATRA Standard | ISO Standard | ASTM Standard |
|---|---|---|---|---|
| Abrasion Resistance | Measures wear resistance of outsole material | TM174 | ISO 4649 | ASTM D5963 |
| Flex Resistance | Evaluates cracking during repeated bending | TM133 | ISO 17707 | ASTM D1052 |
| Slip Resistance | Measures grip on wet and dry surfaces | TM144 | ISO 13287 | ASTM F2913 |
| Hardness (Shore A) | Measures rubber hardness | TM205 | ISO 868 | ASTM D2240 |
| Tensile Strength | Determines rubber strength and elongation | TM136 | ISO 37 | ASTM D412 |
| Tear Strength | Measures resistance to tearing | TM30 | ISO 34 | ASTM D624 |
| Heat Resistance | Evaluates outsole stability at high temperatures | TM49 | ISO 188 | ASTM D573 |
| Oil Resistance | Measures resistance to oils and chemicals | TM63 | ISO 1817 | ASTM D471 |
| Density Test | Determines rubber density | TM1 | ISO 2781 | ASTM D792 |
| Compression Set | Measures deformation after compression | TM64 | ISO 815 | ASTM D395 |
Key Rubber Sole Performance Requirements
Although requirements vary depending on footwear type, typical outsole performance specifications include:
- Abrasion resistance: ≤ 150 mm³ volume loss
- Hardness: 55–75 Shore A
- Flex resistance: No cracks after 100,000 cycles
- Slip resistance coefficient: ≥ 0.30 depending on surface condition
- Tensile strength: ≥ 8 MPa for standard rubber compounds
Meeting these values ensures that rubber soles provide durability, comfort, and safety.
Expert Tip : Test every rubber compound batch before production..
Equipment Used in Footwear Testing Laboratories
To perform these tests, footwear laboratories use specialized testing equipment. Common machines include:
- Abrasion tester
- Flexing resistance tester
- Slip resistance tester
- Shore hardness tester
- Tensile testing machine
- Heat aging oven
- Density measurement equipment
These machines simulate real-life walking, bending, abrasion, and environmental conditions to evaluate outsole performance.
Expert Tip : Perform flex testing on random outsole samples from each batch
Expert Insight from Footwear Testing Engineers
Footwear engineers recommend that rubber sole testing should be conducted both at the compound stage and after outsole moulding. As a result, testing the compound alone may not reveal defects introduced during moulding, such as incomplete curing or improper temperature control.
Factories producing safety footwear often conduct additional certification tests to comply with international safety standards such as:
- EN ISO 20345 Safety Footwear Standard
- ASTM F2413 Protective Footwear Standard
These standards ensure footwear provides adequate protection, slip resistance, and durability in hazardous workplaces.
Expert Tip : Maintain testing records for traceability and quality audits
Top 15 Rubber Sole Defects and Troubleshooting Guide
During rubber outsole manufacturing, defects may occur due to improper compound preparation, incorrect moulding parameters, mould design issues, or poor process control. However, identifying these problems quickly is essential to maintain production efficiency and product quality.
Meanwhile, the following table lists common rubber sole defects, possible causes, and recommended corrective actions used in footwear factories.
| No | Defect | Description | Possible Causes | Troubleshooting / Corrective Action |
|---|---|---|---|---|
| 1 | Short Moulding | Sole not completely filled | Low rubber weight, low injection pressure, insufficient compound flow | Increase preform weight, increase injection pressure, raise mould temperature |
| 2 | Flash Formation | Excess rubber leaking from mould edges | Excess rubber weight, worn mould edges, excessive pressure | Adjust rubber weight, repair mould parting line, optimize pressure |
| 3 | Air Traps / Air Pockets | Small cavities or voids inside outsole | Poor venting, trapped air, fast injection speed | Improve mould venting, reduce injection speed |
| 4 | Surface Bubbles | Blisters on outsole surface | Moisture in compound, trapped gases, overheating | Dry compound, improve venting, control temperature |
| 5 | Poor Surface Finish | Rough or uneven outsole surface | Dirty mould, insufficient pressure, improper mould temperature | Clean mould regularly, adjust pressure and temperature |
| 6 | Burn Marks | Dark burnt spots on outsole | Excess temperature, trapped air, over-curing | Reduce mould temperature, improve venting |
| 7 | Warping | Sole shape distortion after cooling | Uneven cooling, improper compound formulation | Improve cooling conveyor time, adjust compound mix |
| 8 | Poor Bond Strength | Sole detaches during flexing | Under curing, poor rubber formulation | Increase curing time, review compound formulation |
| 9 | Flow Lines | Visible material flow patterns on outsole | Uneven material flow, low mould temperature | Increase mould temperature, optimize injection speed |
| 10 | Sink Marks | Depressions on outsole surface | Insufficient material pressure during curing | Increase injection pressure and holding time |
| 11 | Colour Variation | Uneven outsole colour | Poor compound mixing, contamination | Improve mixing process, maintain raw material consistency |
| 12 | Excess Hardness | Sole too stiff | Over curing, high filler content | Adjust curing time, modify compound formula |
| 13 | Low Hardness | Sole too soft | Under curing, insufficient vulcanization | Increase curing temperature and time |
| 14 | Sole Shrinkage | Outsole smaller than mould size | Incorrect compound formulation, high cooling rate | Adjust compound formula, improve cooling process |
| 15 | Edge Cracking | Cracks appearing at outsole edges | Poor rubber quality, improper curing | Improve compound quality, adjust curing parameters |

Major Global Rubber Moulding Machine Suppliers
DESMA – USA
DESMA is one of the world’s most recognized manufacturers of footwear injection moulding machines. The US company develops advanced direct-soling and injection systems used to manufacture safety footwear, sports shoes, and molded soles. Their rotary injection machines support PU, TPU, rubber, and thermoplastic materials. DESMA machines are widely used by major footwear brands and OEM factories due to their high automation, accurate dosing systems, and consistent product quality.
King Steel Machinery – Taiwan
King Steel Machinery manufactures injection moulding equipment for PVC, TPR, Rubber and thermoplastic footwear production. Their rotary machines are commonly used for producing molded sandals, slippers, and boots. The company focuses on strong mechanical construction, reliable injection control, and consistent production quality suitable for large-scale manufacturing.
Tien Kang Machinery
Tien Kang produces EVA injection machines designed for slippers, sandals, midsoles, and outsole components. Their multi-station machines provide stable temperature control and high production efficiency, making them popular among footwear manufacturers.
Main Group – Italy
Main Group Technologies is an Italian manufacturer specializing in direct injection and moulding machines for the footwear industry. Their equipment is widely used for PU, TPU, PVC, and rubber sole production. Main Group machines are known for flexible configuration, multi-density sole capability, and energy-efficient design. Many European and Asian footwear manufacturers use Main Group systems for high-volume sole injection production.
CTM Machinery
CTM Machinery specializes in EVA foam moulding and rubber injection machines used in footwear factories worldwide. Their machines are known for durability, high output capacity, and stable production performance.
Kou Yi Iron Works – Taiwan
Kou Yi Iron Works is a Taiwanese manufacturer known for PVC and TPR footwear injection machines. Their equipment is widely used in factories producing molded sandals, slippers, and casual footwear. Kou Yi machines are appreciated for durable mechanical design, simple maintenance requirements, and stable injection systems that allow continuous high-volume production.
Dongguan Kingstone Machinery – China
Dongguan Kingstone Machinery supplies thermoplastic injection machines for PVC, EVA, and TPU footwear manufacturing. Their machines are widely used for molded boots and sandals. Kingstone focuses on automated rotary tables, high-efficiency heating systems, and flexible mould configurations that allow factories to produce multiple footwear styles with minimal downtime.
Tung Yu (Taiwan)
Tung Yu manufactures hydraulic presses and compression moulding machines widely used for rubber outsole production.


Frequently Asked Questions
What is rubber sole manufacturing?
Rubber sole manufacturing is the process of producing footwear outsoles using vulcanized rubber compounds through compression moulding or injection moulding technologies.
What temperature is used for rubber outsole moulding?
Rubber outsole moulds usually operate between 150°C and 180°C depending on compound formulation.
Which process is faster: compression or injection moulding?
Injection moulding is generally faster and more automated than compression moulding.
Why are rubber soles used in safety footwear?
Rubber soles offer superior abrasion resistance, traction, and durability, making them ideal for demanding industrial environments.


Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
- EVA Soles in Footwear: Compression vs Injection Moulding
- Multi-Color and Multi-Component Sole Moulding in Footwear
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- Vulcanised Shoe Construction and Manufacturing Process
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather