Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
Dual Density Polyurethane (PU/PU) sole manufacturing is one of the most advanced moulded shoe construction technologies used in modern footwear production. This process allows manufacturers to combine two different material characteristics into a single sole unit, delivering both comfort and durability without compromising performance.
In a typical dual density construction, the outer layer (outsole) is engineered with high-density polyurethane to withstand abrasion and harsh working environments. At the same time, the inner layer (midsole) is produced using low-density foamed PU, which provides cushioning, flexibility, and shock absorption.
Because of this unique material combination, dual density PU soles are widely used in safety footwear, industrial shoes, trekking boots, and premium comfort footwear. The process is carried out using direct injection moulding technology, where the sole is formed directly onto the upper, ensuring excellent bonding strength and long-term reliability.


What is Dual Density PU Sole Construction?
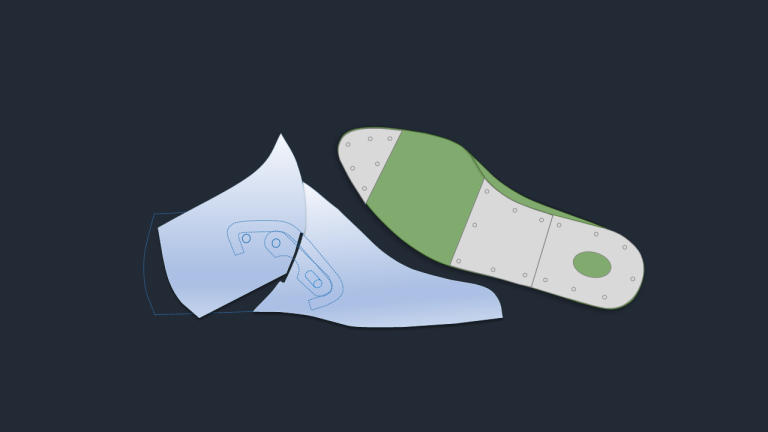
Dual density PU construction refers to a two-layer sole system formed in a single moulding cycle using different polyurethane formulations. The layers are chemically bonded during the reaction process, eliminating the need for adhesives. The structure typically consists of:
- High-density PU outsole for durability and wear resistance
- Low-density foamed PU midsole for cushioning and comfort
This combination allows footwear to remain lightweight while still offering excellent mechanical strength. Compared to rubber or EVA, PU provides superior energy return and long-term resilience, making it ideal for demanding applications such as safety footwear.
Expert Tip : Keep raw material moisture below 0.05%

Raw Materials Used in Dual Density PU
The dual density PU process is based on a chemical reaction between liquid components. Unlike thermoplastics, PU is a thermosetting material formed during the moulding process itself. The main materials include:
- Polyol, which determines flexibility and softness
- Isocyanate (MDI), responsible for forming polymer chains
- Blowing agents, which create the foamed structure in the midsole
- Catalysts, which control reaction speed and curing time
- Pigments, used to differentiate outsole and midsole colours
The correct formulation of these materials is critical. Even small variations in moisture content or mixing ratio can significantly impact the final product quality, especially bonding strength and foam structure.
Best Practices : Regularly clean mixing heads to avoid contamination
Machinery Used in Dual Density PU Production
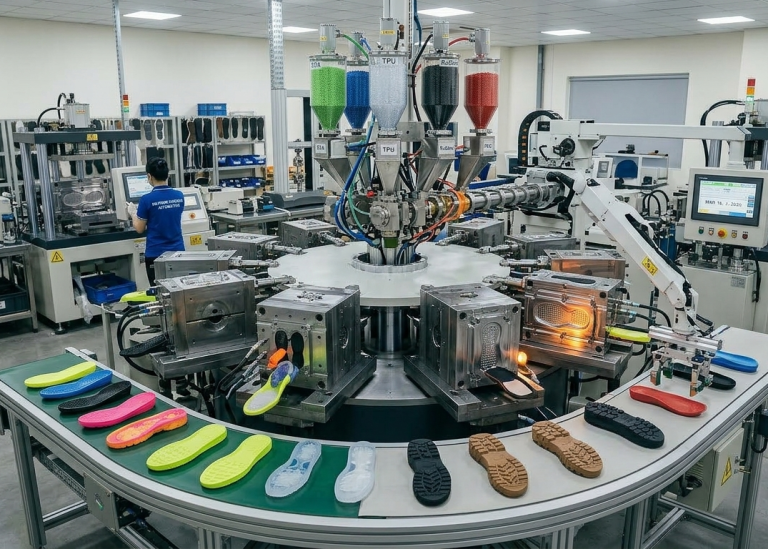
Dual density PU soles are manufactured using highly automated rotary injection moulding machines. These machines are designed for continuous production and consistent quality output.
A typical production setup includes:
- PU metering and dosing system
- High-pressure mixing head
- Rotary carousel with multiple stations
- Aluminium moulds
- Heating system for mould temperature control
- Demoulding and cooling conveyor
Modern machines can have between 40 to 120 stations, allowing multiple operations such as injection, curing, and demoulding to occur simultaneously. This significantly improves production efficiency and reduces cycle time.
Best Practices : Maintain stable mould temperature across all stations



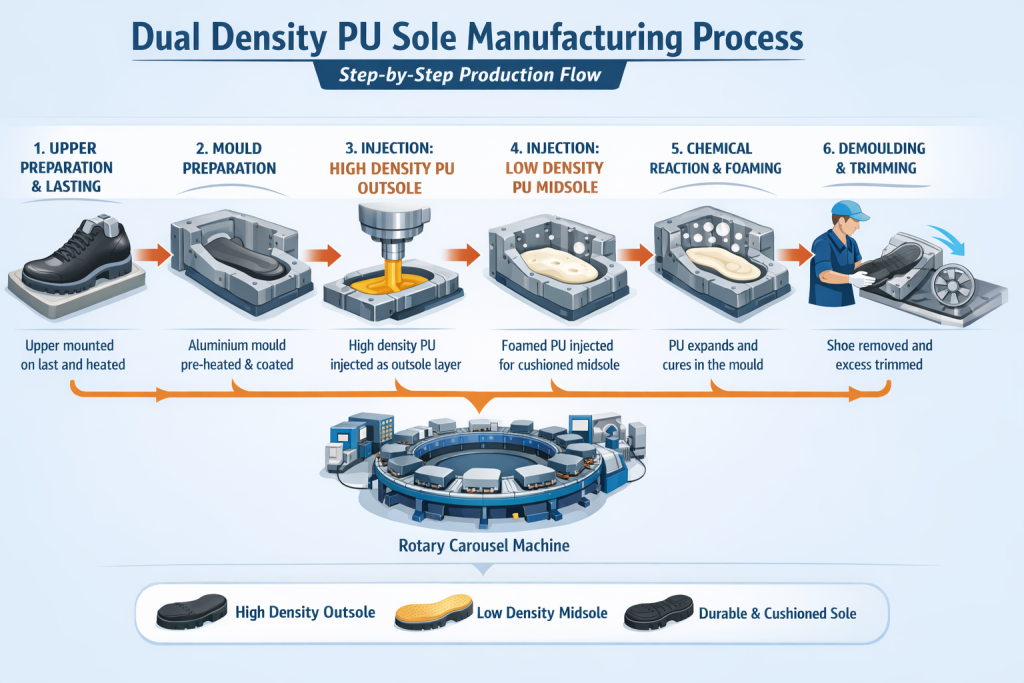
Dual Density PU Manufacturing Process
Upper Preparation and Lasting
The process begins with upper preparation, where the stitched upper is lasted onto an aluminium or plastic last. Proper lasting is critical because it defines the final shape of the shoe and ensures correct fitting.
In many factories, the lasted uppers are pre-heated before moulding. This step improves chemical bonding between the upper and the injected PU material. Typical practices include:
- Pre-heating temperature: 95–105°C
- Heating time: 20–25 minutes
- Application of primer or adhesive for better bonding
A well-prepared upper ensures strong adhesion and reduces the risk of sole separation during use.
Best Practices : Ensure accurate shot weight control


Mould Preparation
The mould plays a crucial role in defining the sole design and surface finish. Aluminium moulds are commonly used due to their excellent heat conductivity and durability. Before injection, the mould is prepared carefully:
- Mould temperature is maintained between 45–60°C
- Release agent is applied to prevent sticking
- Surface is cleaned to avoid defects
Maintaining consistent mould temperature is essential to ensure proper material flow and surface quality.
Injection of High Density PU (Outsole Layer)
The first injection forms the outsole layer. This is a dense PU compound designed to provide durability and abrasion resistance.
During this stage, the material is injected into the mould cavity under controlled pressure. The outsole layer must be precisely formed to ensure correct tread pattern and grip performance. Key process characteristics include:
- PU temperature: 40–55°C
- Injection pressure: 30–250 bar
- Controlled shot volume based on shoe size
This layer forms the outer surface of the shoe and must meet strict performance standards.
Best Practices : Use nitrogen purging to prevent moisture entry


Injection of Low Density PU (Midsole Layer)
Immediately after the outsole injection, the second material is introduced. This is a low-density PU formulation containing blowing agents.
As the reaction begins, the material expands and fills the cavity between the outsole and the upper. The expansion creates a microcellular foam structure that provides cushioning. Important aspects:
- Density range: 300–500 kg/m³
- Foam expansion ensures lightweight structure
- Chemical bonding occurs with outsole layer
This stage is critical because improper expansion can lead to defects such as voids or uneven density.
Chemical Reaction and Foaming
The core of the process lies in the chemical reaction between polyol and isocyanate. This reaction produces polyurethane while simultaneously generating gas that creates the foam structure. During this stage:
- The material expands and fills the mould completely
- The sole takes its final shape
- Achieve Chemical bonding between layers
Typical process conditions include:
- Mould temperature: 45–80°C
- Reaction time: 3–5 minutes
- Total cycle time: 1–5 minutes
This step determines the final mechanical properties of the sole.


Demoulding
Once curing is complete, the mould opens and the finished shoe is removed. At this stage, the sole is fully formed and bonded to the upper. Operators inspect the product for:
Proper bonding
- Complete mould filling
- Surface finish quality
Trim any excess material (flash) before moving to the next stage.
Cooling and Stabilisation
After demoulding, cool the shoe to stabilise the material structure. Although the chemical reaction is mostly complete, full curing continues during this phase. Typical cooling conditions:
- Cooling time: 10–20 minutes
- Ambient or controlled cooling environment
Proper cooling ensures dimensional stability and prevents deformation.
Key Technical Parameters (Summary)
- PU mix temperature: 40–55°C
- Mould temperature: 45–80°C
- Injection pressure: 30–250 bar
- Cycle time: 60 seconds to 5 minutes
- Mixing head speed: 2800–5000 rpm
- Carousel stations: 40–120

Advantages of Dual Density PU Soles
Dual density PU soles offer a unique combination of performance benefits, making them highly suitable for demanding applications.
Key advantages include:
- Lightweight construction with high strength
- Excellent shock absorption and comfort
- High abrasion and slip resistance
- Strong bonding with upper
- Resistance to oil and chemicals
These properties make PU soles particularly suitable for safety footwear and industrial use.


Common Defects and Their Causes
Despite advanced technology, maintain better process control to avoid defects. Common issues include:
- Air bubbles due to moisture contamination
- Delamination caused by improper mould temperature
- Shrinkage due to low curing temperature
- Poor surface finish due to low injection pressure
Understanding these defects helps in improving production quality and reducing rejection rates.
Major Global PU Machine Suppliers
DESMA Schuhmaschinen GmbH
DESMA (Germany) is the global benchmark in PU direct injection moulding technology. Their machines are widely used in safety footwear production, offering high precision metering, automation, and Industry 4.0 integration for consistent and high-quality output.
Main Group – Italy
Main Group Technologies is an Italian manufacturer specializing in direct injection and moulding machines for the footwear industry. Their equipment is widely used for PU, TPU, PVC, and rubber sole production. Main Group machines are known for flexible configuration, multi-density sole capability, and energy-efficient design. Many European and Asian footwear manufacturers use Main Group systems for high-volume sole injection production.
Dongguan Kingstone Machinery – China
Dongguan Kingstone Machinery supplies thermoplastic injection machines for PVC, EVA, and TPU footwear manufacturing. Their machines are widely used for molded boots and sandals. Kingstone focuses on automated rotary tables, high-efficiency heating systems, and flexible mould configurations that allow factories to produce multiple footwear styles with minimal downtime.
Tien Kang Machinery
Tien Kang produces EVA injection machines designed for slippers, sandals, midsoles, and outsole components. Their multi-station machines provide stable temperature control and high production efficiency, making them popular among footwear manufacturers.
Kou Yi Iron Works – Taiwan
Kou Yi Iron Works is a Taiwanese manufacturer known for PVC and TPR footwear injection machines. Their equipment is widely used in factories producing molded sandals, slippers, and casual footwear. The Kou Yi machines are appreciated for durable mechanical design, simple maintenance requirements, and stable injection systems that allow continuous high-volume production.


Frequently Asked Questions – FAQs
What is dual density PU sole?
It is a two-layer polyurethane sole combining a hard outsole and soft cushioned midsole in a single moulding process.
Why is PU preferred in safety shoes?
PU offers lightweight cushioning, strong bonding, and high resistance to abrasion, oil, and chemicals.
What is the cycle time in PU injection moulding?
Cycle time typically ranges from 1 to 5 minutes depending on shoe design and machine configuration.
What causes bubbles in PU soles?
Moisture contamination in raw materials is the primary cause of air bubbles.


Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
- EVA Soles in Footwear: Compression vs Injection Moulding
- Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
- Multi-Color and Multi-Component Sole Moulding in Footwear
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- Vulcanised Shoe Construction and Manufacturing Process
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather