Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
Polyurethane (PU) Direct Injection Moulding is one of the most widely used technologies in modern footwear manufacturing, particularly for safety shoes, industrial footwear, and comfort footwear. In this process, liquid polyurethane chemicals are injected directly into a mould containing the lasted upper, where the material reacts and forms the sole.
The biggest advantage of this process is that sole production and shoe assembly occur simultaneously, creating a permanent bond between the upper and the sole. This eliminates adhesives and significantly improves durability and manufacturing efficiency.
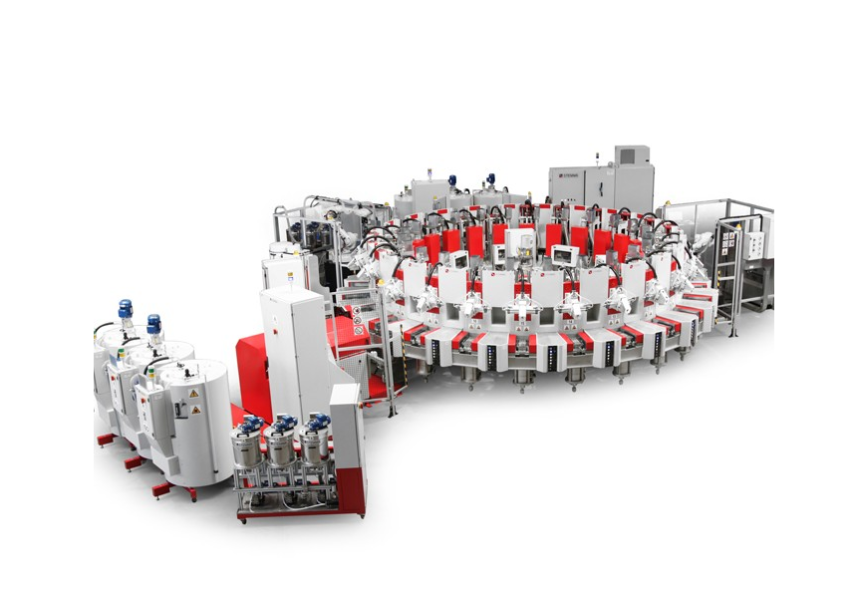
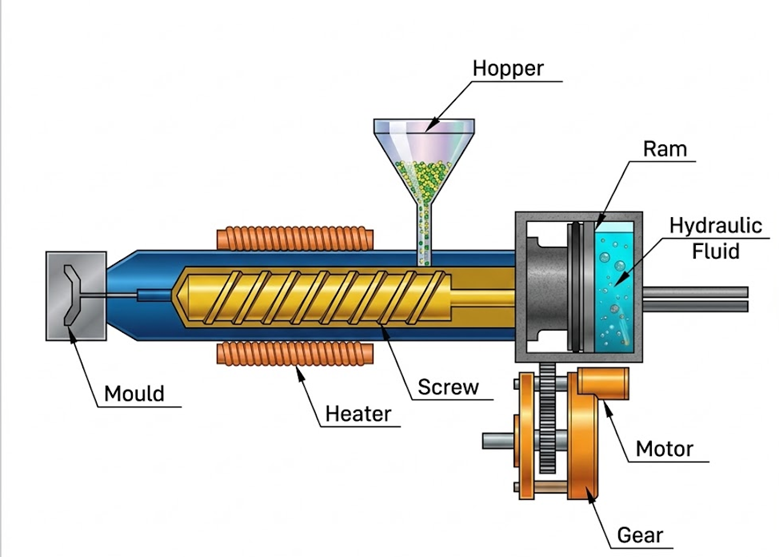
PU Direct Injection Moulding Machine
Modern footwear factories typically use rotary injection machines where multiple mould stations rotate around a central injection unit. These machines allow continuous production with high productivity and consistent quality. Typical machine configurations include:
- 12 station rotary machine (small production)
- 18 station rotary machine
- 24 station rotary machine
- 30 station rotary machine
- 36 station rotary machine
- Large industrial machines with 60–120 stations
These machines inject liquid polyurethane directly into the mould cavity around the shoe upper, creating the outsole and midsole structure.
Expert Tip :
Maintain Clean Mixing Head : Injection heads must be cleaned regularly to prevent material curing inside the nozzle.



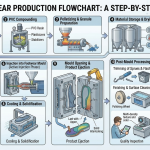
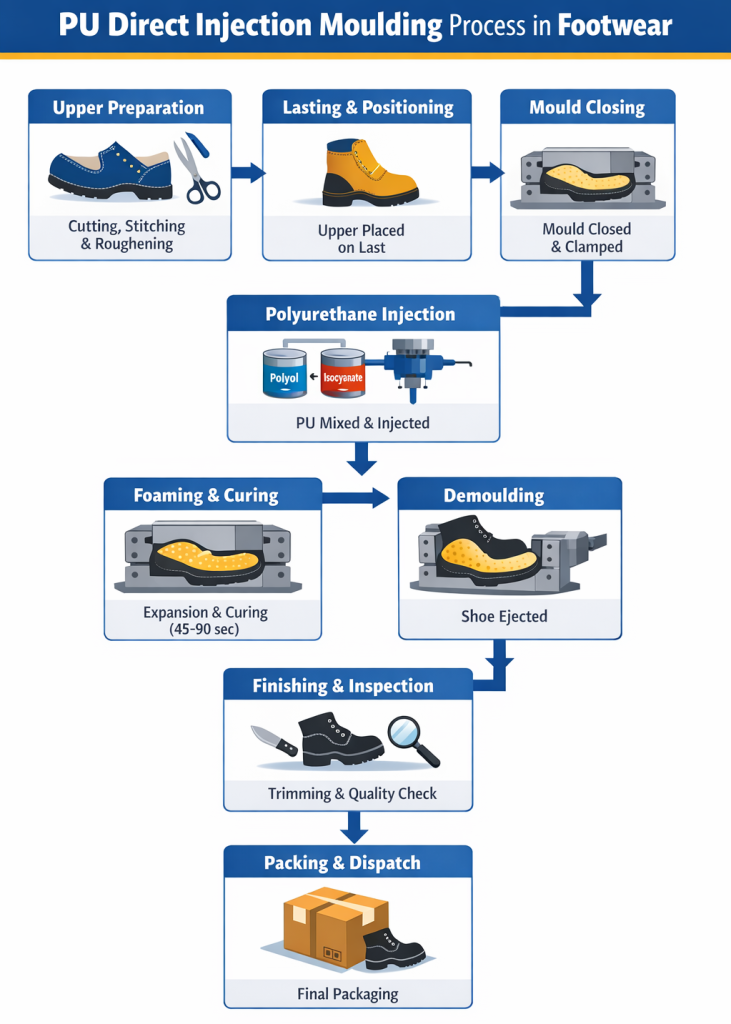
PU Direct Injection Moulding Process
The PU Direct Injection process consists of several controlled manufacturing steps. Proper control of temperature, pressure, and chemical ratios is critical to achieve high-quality footwear.
Upper Preparation
The footwear upper is prepared through conventional footwear manufacturing operations. Typical steps include – Cutting upper materials, Stitching upper panels, Strobel or string lasting, Attachment of toe puff and counter & Roughening of the bottom surface. Roughening is essential because it improves mechanical bonding between the PU and upper material.
Lasting and Upper Fixing
The stitched upper is mounted on a shoe last, which defines the final shape of the shoe. During this stage – Upper is stretched tightly around the last, Bottom margins are secured & Last is positioned into the mould holder. The lasted upper must fit precisely into the mould cavity to prevent material leakage or flash formation.
Pro Tip : Factories often apply primer or bonding agents on leather uppers to improve adhesion during injection moulding.


Mould Closing
Once the lasted upper is placed in the mould – Aluminum mould halves close around the shoe, Mould locks under hydraulic pressure & Sealing edges prevent PU leakage. Typical mould parameters:
- Mould temperature: 40 – 60°C
- Clamping pressure: 80 – 120 bar
The mould cavity defines the sole pattern, tread design, and branding details.
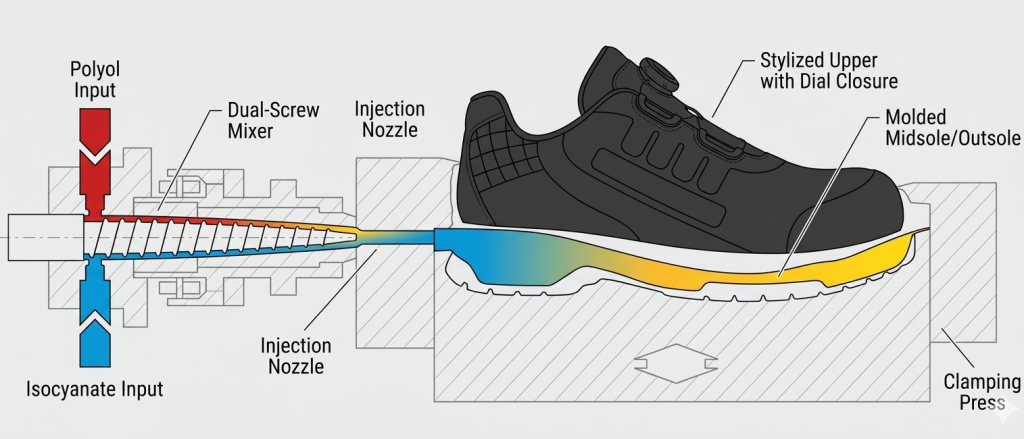
Polyurethane Mixing and Injection
PU direct injection uses two main liquid components: Polyol & Isocyanate. These components are stored in heated tanks and pumped to a high-speed mixing head where they react instantly. Typical process parameters:
| Parameter | Typical Range |
|---|---|
| Polyol temperature | 40 – 55°C |
| Isocyanate temperature | 40 – 50°C |
| Injection pressure | 120 – 200 bar |
| Mixing head speed | 15,000 – 20,000 rpm |
| Injection time | 2 – 5 seconds |
The liquid mixture is injected into the mould cavity where it expands and fills the entire sole shape. The rapid chemical reaction forms microcellular polyurethane foam, providing lightweight cushioning and durability.
Expert Tip : Maintaining stable material temperature is critical. Even a variation of ±2°C can affect foam density and sole hardness.


Chemical Reaction and Foaming
Once injected, the PU mixture undergoes a chemical reaction. During this stage: Material expands, Gas bubbles create microcellular foam, PU penetrates upper fibers & Sole shape forms inside the mould. Typical reaction parameters:
- Expansion time: 5 – 12 seconds
- Foaming pressure: 5 – 10 bar
- Density range: 0.35 – 0.65 g/cm³
This stage determines the comfort, flexibility, and weight of the sole.
Curing and Cooling
After the foam expansion stage, the polyurethane begins to cure. Typical curing conditions:
- Dwell time inside mould: 40 – 90 seconds
- Mould temperature: 45 – 55°C
The curing process allows the PU to solidify while maintaining flexibility.
Mould Opening and Shoe Removal
Once curing is completed, Mould opens automatically, Last with finished shoe is removed & Excess flash is trimmed. Operators inspect the shoe for, Sole bonding quality, Surface defects & Air bubbles or voids
Finishing and Quality Inspection
Final operations include, Flash trimming, Cleaning, Quality inspection & Packaging. Typical quality checks, Sole adhesion test, Flexing test, Abrasion resistance & Density check
Expert Tip : Longer dwell time improves bonding strength but reduces machine productivity. Most factories optimize cycle time between 60–70 seconds.


Typical Production Capacity
Production capacity depends on machine configuration. Example:
| Machine Type | Stations | Output |
|---|---|---|
| Small rotary machine | 18 stations | 600–800 pairs/day |
| Medium rotary machine | 24–30 stations | 1200–2000 pairs/day |
| Large rotary machine | 60–100 stations | 3000–4000 pairs/day |
Large machines can produce 300–400 pairs per hour depending on cycle time and manpower.
Key Advantages of PU Direct Injection Footwear
- Strong Bonding – The injected PU penetrates the upper material during moulding, creating a chemical and mechanical bond that prevents sole separation.
- Lightweight Construction – Microcellular PU foam reduces shoe weight while maintaining durability.
- High Productivity – Combines sole manufacturing and assembly in a single operation, reducing labor and production steps.
- Excellent Comfort – PU provides, High shock absorption, Flexibility & Good thermal insulation
- Long Durability – PU soles can withstand millions of flex cycles and are widely used in safety footwear..
Expert Tip :
Control Material Ratio : Always maintain correct polyol–isocyanate ratio (usually 100:40 to 100:45) to achieve the required PU hardness.



Common Defects and Troubleshooting
Typical issues in PU injection footwear include:
| DEFECTS | CAUSES | SOLUTION |
| Air Bubbles | Poor Mixing Low Injection Pressure | Increase mixing speed Check material viscosity |
| Poor Sole Adhesion | Improper upper preparation Low mould temperature | Improve roughening Apply primer Maintain mould temperature above 45°C |
| Flash Formation | Mould misalignment Excess injection pressure | Check mould sealing Reduce injection pressure |
Expert Tip :
Monitor Moisture Content : PU is sensitive to moisture. Raw materials must be stored in sealed tanks with dehumidified air.

Future Trends in PU Direct Injection Footwear
The technology continues to evolve with advancements such as:
- Robotic loading systems
- Energy-efficient injection units
- Digital process monitoring
- Recycled PU materials
- Bio-based polyurethane compounds
Automation and sustainability are becoming the key drivers for next-generation footwear injection systems.
Expert Tip :
Use Process Monitoring Systems : Modern machines include Industry 4.0 monitoring systems that track injection pressure, temperature, and material consumption to ensure consistent quality.


Conclusion
Polyurethane Direct Injection Moulding remains one of the most efficient and reliable technologies for footwear manufacturing. By integrating sole production and shoe assembly into a single process, manufacturers can achieve:
- Superior bonding strength
- Lightweight and comfortable soles
- High production efficiency
- Consistent product quality
With ongoing advancements in automation, robotics, and sustainable polyurethane materials, PU direct injection technology will continue to play a central role in global footwear manufacturing.

PU Footwear Injection Machine Suppliers
DESMA – Gmbh
DESMA is one of the world’s most recognized manufacturers of footwear injection moulding machines. The German company develops advanced direct-soling and injection systems used to manufacture safety footwear, sports shoes, and molded soles. Their rotary injection machines support PU, TPU, rubber, and thermoplastic materials. DESMA machines are widely used by major footwear brands and OEM factories due to their high automation, accurate dosing systems, and consistent product quality.
Main Group – Italy
Main Group Technologies is an Italian manufacturer specializing in direct injection and moulding machines for the footwear industry. Their equipment is widely used for PU, TPU, PVC, and rubber sole production. Main Group machines are known for flexible configuration, multi-density sole capability, and energy-efficient design. Many European and Asian footwear manufacturers use Main Group systems for high-volume sole injection production.
STEMMA Srl
STEMMA is well known for its polyurethane processing technologies for footwear. The company produces advanced PU direct injection machines capable of single-density and dual-density soles. Their systems feature hydrodynamic injection control, multi-polyol injection groups, and high-precision valve systems designed to improve consistency and material efficiency in footwear manufacturing.
Dongguan Kingrich Machinery
Kingrich is a major Chinese footwear machinery supplier producing PU and PVC injection machines for global footwear factories. The company has grown rapidly due to competitive pricing and expanding technical capabilities. Many mid-scale footwear factories use Kingrich equipment for safety shoes, boots, and casual footwear production.


Frequently Asked Questions
What is PU direct injection moulding in footwear?
PU direct injection moulding is a manufacturing process where liquid polyurethane chemicals are injected directly into a mould around the shoe upper to form the sole.
Why is PU injection used for safety shoes?
PU injection provides strong bonding, high durability, slip resistance, and excellent shock absorption, making it ideal for industrial footwear.
What temperature is used in PU injection footwear production?
Typical process temperatures range from 40°C to 55°C, depending on material formulation and machine configuration.
How long is the PU injection cycle time?
Most footwear factories operate with cycle times between 60 and 90 seconds, depending on machine size and mould configuration.


Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- EVA Soles in Footwear: Compression vs Injection Moulding
- Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
- Multi-Color and Multi-Component Sole Moulding in Footwear
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- Vulcanised Shoe Construction and Manufacturing Process
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather