EVA Soles in Footwear: Compression vs Injection Moulding
Processes, Technical Parameters, Advanced Foam Technologies & Machinery
Ethylene Vinyl Acetate (EVA) is one of the most widely used materials in the modern footwear industry. Manufacturers use it extensively for midsoles and outsoles because it offers lightweight structure, flexibility, cushioning performance, and cost-efficient production.
EVA foam forms through a controlled chemical foaming process. During this process, heat and pressure expand the material and create a closed-cell structure. As a result, the foam absorbs shock effectively and improves comfort during walking, running, and sports activities.
Because of these advantages, footwear brands widely use EVA in athletic shoes, casual footwear, sandals, and slippers.


EVA Material Used in Footwear Soles
EVA is a thermoplastic copolymer made from ethylene and vinyl acetate. The percentage of vinyl acetate normally ranges from 10% to 40%, and this ratio determines the softness and flexibility of the final material. Footwear manufacturers combine EVA resin with several additives to produce foam soles with the desired properties. These additives include:
- Chemical blowing agents such as Azodicarbonamide (ADC)
- Crosslinking agents such as organic peroxides
- Mineral fillers like calcium carbonate
- Pigments for color
- Processing aids for better mold flow
During moulding, the compound undergoes crosslinking and foaming simultaneously. Gas bubbles form inside the polymer matrix, which creates the lightweight and cushioned structure required for footwear soles.
Expert Tip : Always maintain stable injection pressure and barrel temperature. Even small pressure fluctuations can create density variation or incomplete foaming.


Physical Properties of EVA Midsole and Outsole Materials
The properties of EVA vary depending on compound formulation and manufacturing technology. For example, midsoles typically use lower-density EVA to maximize cushioning and reduce weight. However, outsoles require higher density compounds to improve abrasion resistance and durability.
| Property | EVA Midsole | EVA Outsole |
|---|---|---|
| Density | 0.15 – 0.25 g/cm³ | 0.25 – 0.35 g/cm³ |
| Hardness | 40 – 55 Shore C | 55 – 70 Shore C |
| Tensile Strength | 1.5 – 3 MPa | 3 – 5 MPa |
| Elongation | 200 – 400% | 150 – 300% |
| Compression Set | 25 – 40% | 20 – 30% |
| Rebound | 55 – 70% | 50 – 65% |
| Abrasion Resistance | Moderate | Moderate to good |
Because of these characteristics, EVA works well as a midsole cushioning layer. Additionally, manufacturers often use it as a complete outsole material in sandals, slippers, and lightweight casual footwear.
Best Practices : Always maintain uniform mould temperature across all cavities. Uneven heating often causes inconsistent foam density and poor product quality.



EVA Compression Moulding Process (Phylon Technology)–CMEVA
Compression moulding, often referred to in the footwear industry as Phylon manufacturing, is one of the most widely used processes for producing EVA midsoles. The process involves multiple stages where EVA foam is expanded and then compressed again to achieve the desired shape, density, and mechanical properties.
Unlike injection moulding, this process includes several stages. Although it requires more labor, it produces extremely lightweight and soft foam structures.
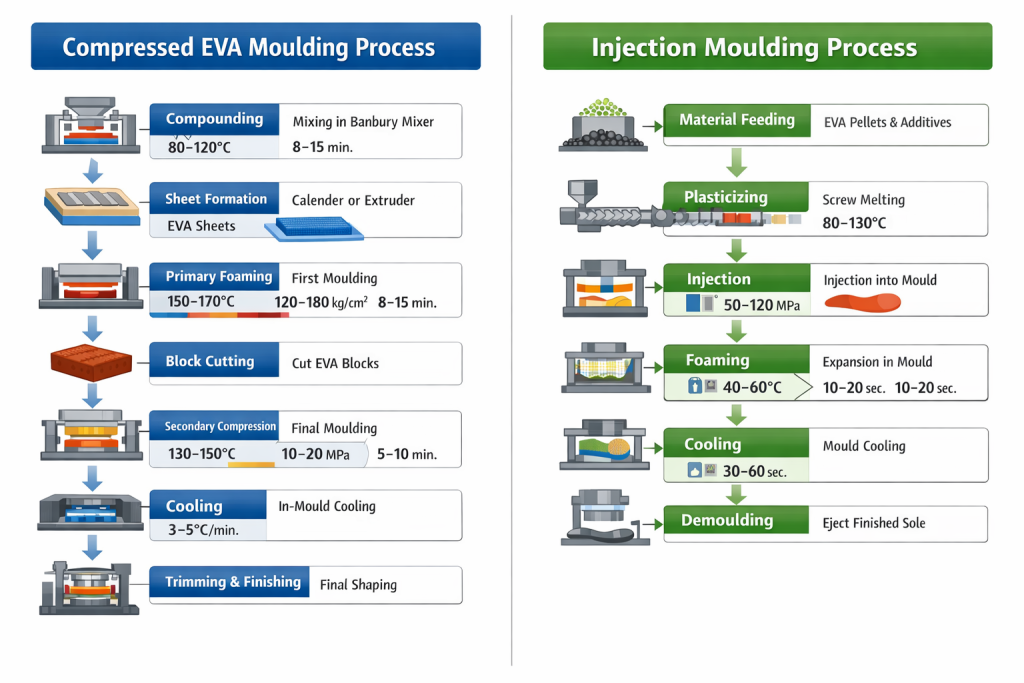
The process follows several stages. First, the EVA compound is prepared. Next, the material undergoes sheet formation. Afterward, foaming and block cutting occur. Finally, the blanks enter the compression moulding stage to achieve the final midsole shape.
Compounding Stage
The production process starts with mixing the raw materials in an internal mixer such as a Banbury mixer. During this stage, EVA resin is combined with blowing agents, crosslinking chemicals, fillers, pigments, and stabilizers.
The mixing temperature typically ranges between 80°C and 120°C, and the mixing cycle lasts approximately 8 to 15 minutes. Proper dispersion of the blowing agent and crosslinking chemicals is extremely important because poor mixing can lead to uneven foam expansion during moulding.
Sheet Formation
After compounding, the EVA mixture is processed through a two-roll mill or sheet extruder, producing thick EVA sheets. These sheets are typically between 10 mm and 50 mm thick, depending on the final sole thickness. The sheets are cooled and cut into pieces that will later be placed into moulds for the primary foaming stage.
Primary Foaming Stage
The cut EVA sheets are placed into heated compression moulds, where the foaming and crosslinking reactions occur simultaneously. Under heat and pressure, the chemical blowing agent decomposes and releases gas, expanding the EVA structure. Typical processing parameters include:
- Mold temperature between 150°C and 170°C
- Pressure ranging from 120 to 180 kg/cm²
- Cycle time of 8 to 15 minutes
This stage produces expanded EVA blocks that are significantly larger than the final midsole size.
Best Practices : Material preparation is another critical aspect. EVA compounds must be mixed thoroughly to ensure even distribution of blowing agents and crosslinking chemicals. Poor dispersion can result in localized over-foaming or under-foaming.



Block Cutting
After cooling, workers cut the foamed blocks into midsole blanks using band saw cutting machines. The blanks remain slightly larger than the final midsole shape. Therefore, they undergo secondary compression moulding.
Secondary Compression Moulding
During this stage, operators reheat the EVA blanks and place them into final mould cavities. Typical parameters include:
- Mold temperature between 130°C and 150°C
- Pressure between 10 MPa and 20 MPa
- Moulding time between 5 and 10 minutes
The compression step determines the final density, shape, and mechanical strength of the midsole.
Cooling and Finishing
Finally, the moulded midsoles cool inside the mould under controlled pressure.. Cooling rates are typically maintained around 3°C to 5°C per minute to avoid internal stresses. Once these steps are complete, the soles move to shoe assembly.
Pro Tip : Maintaining uniform mould temperature across all cavities is essential for achieving consistent foam density. Even small variations of more than ±3°C can result in uneven expansion, leading to density variation, shrinkage, or deformation.
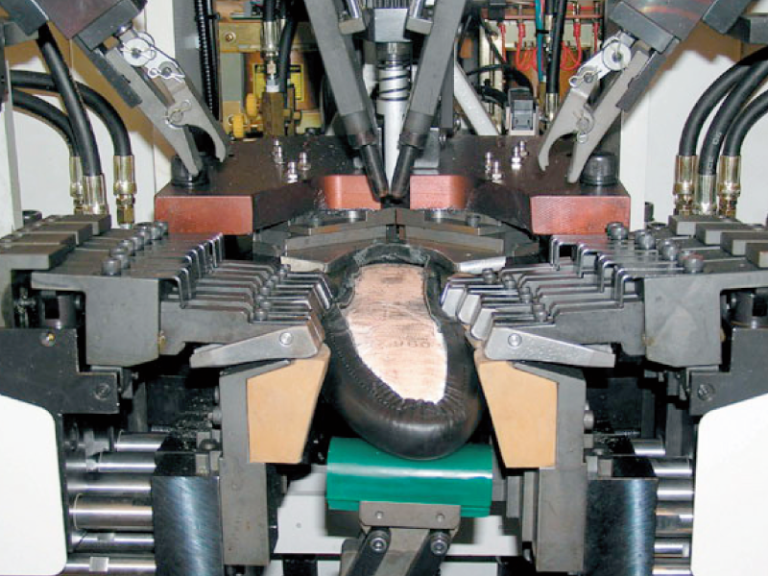
EVA Injection Moulding Process (IP or IMEVA)
Injection moulding provides a faster and more automated method for producing EVA soles. In this process, the machine melts EVA pellets and injects the molten material directly into mould cavities.
Many factories prefer this technology for sandals, slippers, and high-volume footwear production. Modern injection machines usually include rotary multi-station systems that allow several moulds to operate simultaneously.
Material Feeding and Plasticizing
First, EVA pellets enter the machine hopper. The rotating screw transports the material through the heated barrel, where it melts and homogenizes.Typical barrel temperatures include:
- Feed zone: 80–100°C
- Compression zone: 100–120°C
- Metering zone: 110–130°C
The screw movement ensures the material is fully melted and ready for injection.
Injection Stage
Next, the machine injects molten EVA into a closed mould cavity. Typical injection pressure ranges from 50 MPa to 120 MPa depending on mould design. Controlled injection speed ensures the cavity fills completely before foaming begins.
Foaming Expansion
Once the mould cavity fills, the blowing agent decomposes and releases gas. Consequently, the material expands and forms foam cells.. Mould temperatures during this stage are typically maintained between 40°C and 60°C. Foaming expansion usually occurs within 10 to 20 seconds.


Cooling and Demoulding
Finally, the mould remains closed while the foam cools and solidifies. Cooling time typically ranges between 30 and 60 seconds.After cooling, the machine automatically opens the mould and ejects the finished sole.

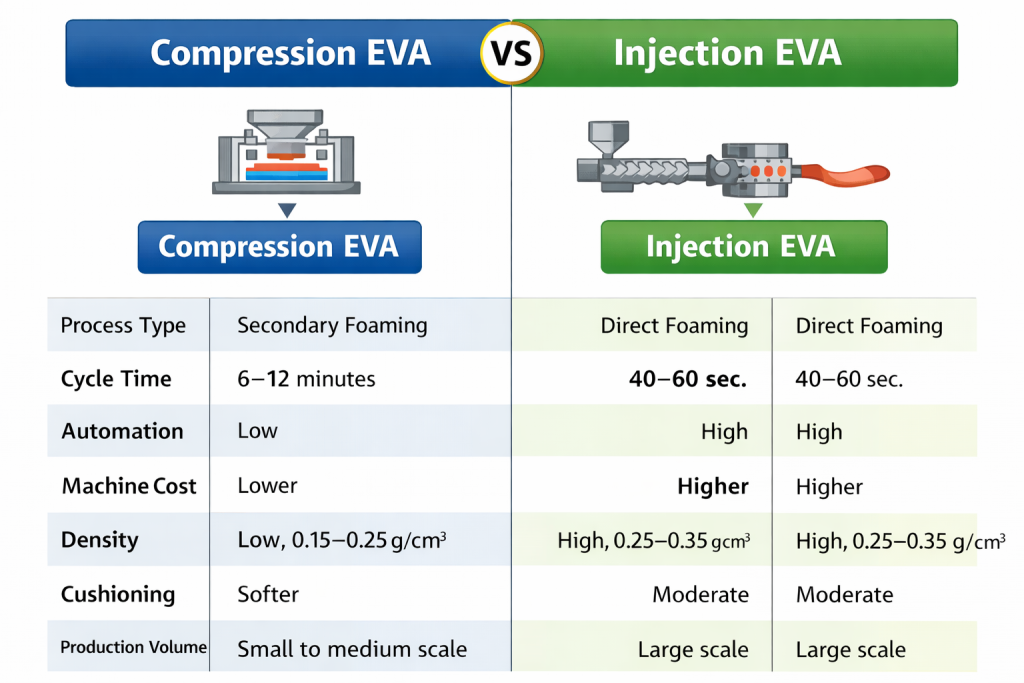
Compression vs Injection EVA – Technical Comparison
| Parameter | Compression EVA | Injection EVA |
|---|---|---|
| Process type | Secondary foaming | Direct foaming |
| Cycle time | 6–12 minutes | 40–60 seconds |
| Density | Lower | Higher |
| Cushioning | Excellent | Moderate |
| Automation | Low | High |
| Investment | Lower | Higher |
Therefore, compression moulding suits performance athletic footwear, while injection moulding supports mass production footwear.
Quick Technical Comparison
| Parameter | Compression EVA | Injection EVA |
|---|---|---|
| Density | Lower | Higher |
| Cushioning | Softer | Slightly firmer |
| Production speed | Slow | Very fast |
| Automation | Low | High |
| Machine investment | Lower | Higher |
| Labor requirement | Higher | Lower |
| Material waste | Moderate | Very low |
| Design complexity | Moderate | High |
Pro Tip : Proper cooling is equally important. Rapid cooling can cause internal stresses in the foam structure, while insufficient cooling may lead to deformation or shrinkage during storage.


Advanced EVA Foam Technologies
Modern footwear brands continuously develop new foam technologies to improve cushioning and energy return.
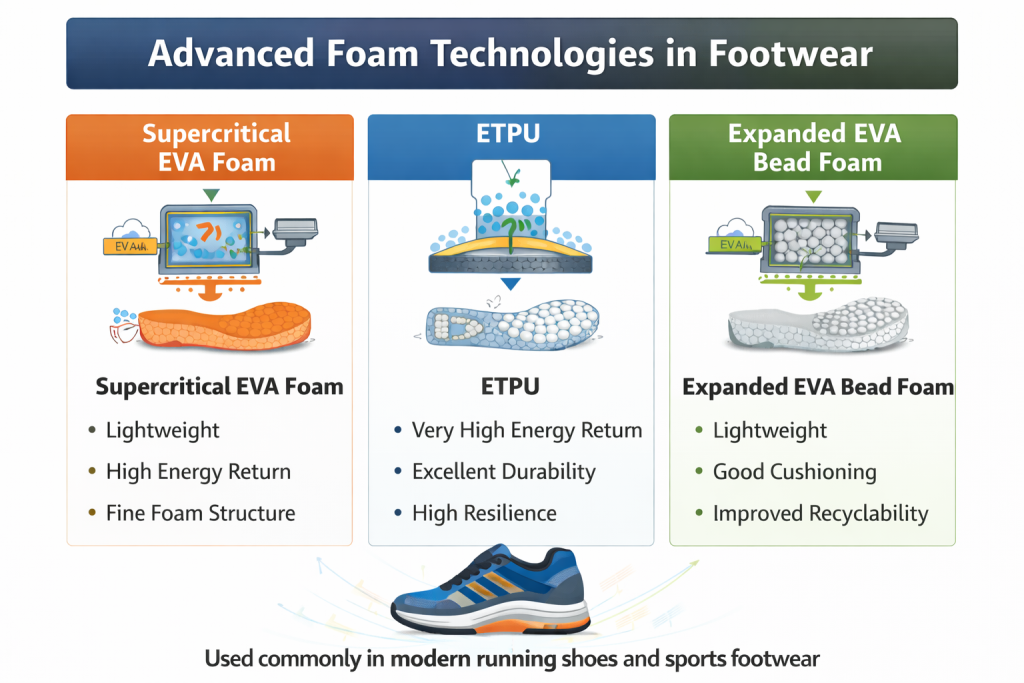
Supercritical EVA
Supercritical EVA uses supercritical carbon dioxide or nitrogen as the blowing agent. This method creates extremely fine foam cells and significantly reduces material density. As a result, it delivers excellent energy return in high-performance running shoes.
Expanded TPU (ETPU)
Expanded TPU consists of small TPU beads that expand under steam pressure. Manufacturers then fuse the beads together to form midsoles with very high resilience. For example, Adidas Boost technology uses ETPU foam.

Expanded EVA Beads
Expanded EVA bead foam works similarly to ETPU but uses EVA beads. Manufacturers expand individual beads and fuse them together inside steam moulds. Consequently, the midsoles provide lightweight cushioning with improved rebound.
Best Practices : In injection moulding operations, maintaining consistent injection pressure and screw speed helps ensure uniform material flow and foam cell structure. Preventive maintenance of machines and moulds also plays a key role in maintaining consistent product quality.

Advantages of Compression EVA (Phylon) – CMEVA
Compression moulded EVA is widely used in running shoes, training footwear, and performance athletic shoes because it provides excellent cushioning and lightweight properties. Key advantages include:
Very Lightweight Structure
Compression moulding allows EVA foam to expand more freely during the foaming stage. This creates a low-density foam structure, making the midsole extremely lightweight compared to many other materials.
Excellent Cushioning Performance
The expanded foam cells provide high shock absorption and softness, which improves comfort during walking, running, and sports activities.
Better Energy Absorption
Compression EVA typically delivers better impact absorption and rebound properties, making it ideal for performance footwear where cushioning is critical.
Flexible Material Tuning
Manufacturers can adjust the compression ratio, expansion level, and foam density to achieve different cushioning characteristics depending on the footwear category.
Lower Machinery Investment
Compression moulding equipment such as hydraulic presses and foaming ovens requires lower capital investment compared to complex rotary injection moulding machines..
Pro Tip : In large-scale footwear factories, a common strategy to reduce EVA production defects is to run trial moulding cycles at the beginning of each shift. These test cycles allow technicians to verify mold temperature stability, material flow behavior, and foam expansion characteristics before full production begins.



Disadvantages of Compression EVA
Although compression EVA offers excellent cushioning performance, the production process has several operational limitations. Major disadvantages include:
Multi-Step Manufacturing Process
Compression EVA production involves several stages including compounding, foaming, sheet cutting, block preparation, secondary compression moulding, and finishing. This increases production complexity.
Slower Production Cycle
Compression moulding cycles typically take 6–12 minutes per mould, which significantly reduces production speed compared with injection moulding processes.
Higher Labor Requirement
Because multiple steps are involved, the process requires more manual handling and operator supervision, increasing labor cost.
Material Waste from Cutting
Foamed EVA blocks must often be cut into midsole blanks, which produces offcuts and material waste that may need to be recycled.
Quality Consistency Challenges
Maintaining uniform density and foam expansion can sometimes be difficult if temperature, pressure, or sheet thickness are not properly controlled.
Expert Tip : In many large footwear factories, production engineers conduct trial moulding cycles at the beginning of each shift to confirm mould temperature stability, foam expansion behaviour, and material flow consistency. This practice helps detect potential defects early and significantly reduces production waste.

Advantages of Injection EVA
Injection moulding technology is widely used in sandals, slippers, casual footwear, and high-volume production factories because of its speed and automation capability. Important advantages include:
Very High Production Efficiency
Modern rotary injection machines can produce soles in 40–60 second cycles, making them ideal for mass production.
Highly Automated Production
Injection moulding machines often include automatic mould rotation, material feeding, and demoulding systems, which reduces labor requirements.
Minimal Material Waste
Material is injected directly into the mould cavity, resulting in very little scrap or leftover material.
Complex Design Capability
Injection moulding allows manufacturers to create complex sole patterns, textures, multi-color designs, and integrated structures more easily.
Consistent Product Quality
Since process parameters such as temperature, pressure, and injection volume are precisely controlled by machines, product consistency is usually very good.
Disadvantages of Injection EVA
Despite its efficiency, injection EVA also has certain limitations compared with compression EVA. Common disadvantages include:
High Initial Machine Investment
Rotary EVA injection machines require significant capital investment, making them more suitable for large-scale footwear factories.
Expensive Mould Tooling
Injection moulds must withstand pressure and temperature, so they are more complex and costly to manufacture.
Higher Foam Density
Because the foam expands inside a closed mould cavity, the final material is usually denser and slightly firmer than compression EVA.
Reduced Cushioning Performance
Injection EVA midsoles may offer less softness and rebound compared to compression moulded EVA used in performance athletic shoes.
Limited Foam Expansion
The mould cavity restricts foam expansion, which can limit the maximum achievable lightweight properties.


Common Defects in EVA Sole Production and How to Prevent Them
Even in modern footwear factories, EVA sole manufacturing may sometimes produce defects if process parameters, mould temperature, material formulation, or machine settings are not properly controlled. The following table summarizes the most common defects, their causes, and prevention methods used in footwear production.
| Defect | Description | Possible Causes | Prevention / Best Practice |
|---|---|---|---|
| Uneven Foam Density | Some areas of the EVA sole become softer or harder due to inconsistent foam expansion, resulting in uneven cushioning performance. | Non-uniform mould temperature, inconsistent EVA sheet thickness, poor mixing of blowing agents, uneven mould pressure. | Maintain mould temperature within ±3°C variation, ensure proper compound mixing, control EVA sheet thickness, and regularly calibrate mould heating systems. |
| Shrinkage / Sole Deformation | The sole shrinks or warps after moulding, causing dimensional problems and poor fit during shoe assembly. | Rapid cooling, improper crosslinking of EVA compound, incorrect moulding cycle time. | Use controlled gradual cooling, optimize crosslinking agent ratio, and allow proper stabilization time before handling or assembly. |
| Surface Blisters / Gas Bubbles | Small bubbles or raised areas appear on the surface of the EVA sole, affecting appearance and structural integrity. | Trapped gases, excessive blowing agent reaction, poor mould venting, high mould temperature. | Improve mould venting design, control mould temperature, and optimize blowing agent concentration in the EVA compound. |
| Short Shot (Incomplete Filling) | The mould cavity is not completely filled with EVA material, leaving missing or thin areas in the sole. | Low injection pressure, high material viscosity, cold mould temperature, insufficient material feed. | Increase injection pressure and injection speed, maintain correct material temperature, and ensure mould is heated uniformly. |
| Flash Formation | Thin excess material forms along mould parting lines, requiring additional trimming and finishing. | Excessive injection pressure, worn mould surfaces, poor mould alignment, insufficient clamping force. | Optimize injection pressure, maintain mould alignment, polish mould surfaces regularly, and ensure proper clamping pressure. |
| Poor Layer Bonding | EVA layer separates from rubber outsole or other components during use, causing delamination. | Low mould temperature, insufficient pressure during moulding, contamination on bonding surfaces. | Clean bonding surfaces thoroughly, increase mould temperature and pressure, and use primers or bonding agents if required. |


Major Global EVA Injection Moulding Machine Suppliers
DESMA – USA
DESMA is one of the world’s most recognized manufacturers of footwear injection moulding machines. The US company develops advanced direct-soling and injection systems used to manufacture safety footwear, sports shoes, and molded soles. Their rotary injection machines support PU, TPU, rubber, and thermoplastic materials. DESMA machines are widely used by major footwear brands and OEM factories due to their high automation, accurate dosing systems, and consistent product quality.
King Steel Machinery – Taiwan
King Steel Machinery manufactures injection moulding equipment for PVC, TPR, and thermoplastic footwear production. Their rotary machines are commonly used for producing molded sandals, slippers, and boots. The company focuses on strong mechanical construction, reliable injection control, and consistent production quality suitable for large-scale manufacturing.
Tien Kang Machinery
Tien Kang produces EVA injection machines designed for slippers, sandals, midsoles, and outsole components. Their multi-station machines provide stable temperature control and high production efficiency, making them popular among footwear manufacturers.
Main Group – Italy
Main Group Technologies is an Italian manufacturer specializing in direct injection and moulding machines for the footwear industry. Their equipment is widely used for PU, TPU, PVC, and rubber sole production. Main Group machines are known for flexible configuration, multi-density sole capability, and energy-efficient design. Many European and Asian footwear manufacturers use Main Group systems for high-volume sole injection production.
CTM Machinery
CTM Machinery specializes in EVA foam moulding and rubber injection machines used in footwear factories worldwide. Their machines are known for durability, high output capacity, and stable production performance.
Kou Yi Iron Works – Taiwan
Kou Yi Iron Works is a Taiwanese manufacturer known for PVC and TPR footwear injection machines. Their equipment is widely used in factories producing molded sandals, slippers, and casual footwear. Kou Yi machines are appreciated for durable mechanical design, simple maintenance requirements, and stable injection systems that allow continuous high-volume production.
Yizumi
Yizumi is a global injection moulding machine manufacturer offering advanced thermoplastic processing equipment suitable for EVA and TPU footwear components.
Dongguan Kingrich Machinery – China
Dongguan Kingrich Machinery produces a wide range of footwear injection moulding machines capable of processing PVC, EVA, TPU, and rubber materials. The company provides complete production solutions including machines, molds, and technical support. Kingrich equipment is widely used in Asia, Africa, and South America due to its competitive pricing and flexible machine configurations.
Dongguan Kingstone Machinery – China
Dongguan Kingstone Machinery supplies thermoplastic injection machines for PVC, EVA, and TPU footwear manufacturing. Their machines are widely used for molded boots and sandals. Kingstone focuses on automated rotary tables, high-efficiency heating systems, and flexible mould configurations that allow factories to produce multiple footwear styles with minimal downtime.
Frequently Asked Questions
What is the difference between EVA midsole and EVA outsole?
EVA midsoles are designed primarily for cushioning and shock absorption, while EVA outsoles use higher density compounds to improve abrasion resistance and durability.
Which manufacturing process produces lighter EVA soles?
Compression moulding generally produces lighter and softer EVA soles compared to injection moulding.
Why is EVA widely used in running shoes?
EVA provides an excellent combination of lightweight structure, cushioning, flexibility, and cost efficiency, making it ideal for athletic footwear.
What is supercritical EVA foam?
Supercritical EVA foam is produced using supercritical gas expansion technology that creates extremely fine foam cells, resulting in lightweight midsoles with high energy return.

Explore other Outsole Materials Posts
- Overview of Moulded Shoe Construction in Footwear Manufacturing
- Direct Injection Moulding in Footwear: Process, Materials, Machinery and Industrial Applications
- PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
- Polyurethane (PU) Direct Injection Moulding in Footwear – A Complete Guide for Footwear Manufacturing
- Rubber Sole Manufacturing: Pressing and Injection Moulding: Complete Technical Guide
- Multi-Color and Multi-Component Sole Moulding in Footwear
- Reinforced Reaction Injection Moulding (R-RIM and S-RIM) in Footwear Manufacturing
- Vulcanised Shoe Construction and Manufacturing Process
- TPU and TPR Injected Outsoles Manufacturing Process – Detailed Technical Guide
- Dual Density PU Sole Manufacturing Process – A Detailed Technical Guide
- Footwear Outsole Materials: Complete Comparison Guide for PVC, PU, TPU, EVA, Rubber, Vulcanised & Leather