Raw Material Preparation for Cutting in Footwear Stitching – Stitching Process Series
Raw material preparation is the immediate stage before cutting and directly impacts stitching quality, material utilization, and production efficiency. At this stage, factories ensure only approved materials are issued, properly batched, and aligned with production orders.
As already covered in the previous blog “Raw Material Inspection in Footwear Stitching – Stitching Process Series”, only QC-approved materials move forward. Therefore, this stage focuses strictly on how materials are organized, issued, and controlled before entering the cutting department.
Pro Tip : Always maintain separate zones for leather and non-leather preparation
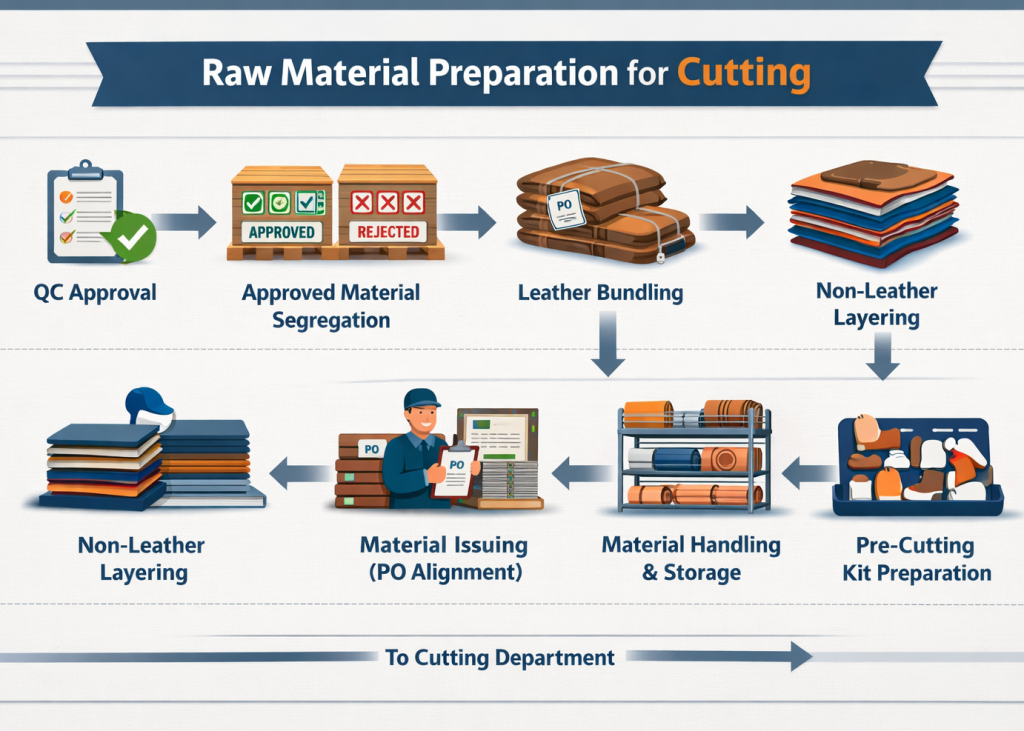


1. Approved Material Segregation and Control
After inspection, materials are clearly segregated into approved and rejected categories. Only approved materials are released for production, while rejected materials are held for supplier action.
In practice, QC teams tag approved materials with identification labels. Rejected materials are either returned, replaced, or corrected based on supplier agreement. This step ensures that no defective material enters cutting, which would otherwise lead to major stitching defects and rework.
As a result, strict segregation protects downstream processes and maintains production quality consistency.
Key Control Points:
- Issue only QC-approved materials to production
- Clearly isolate rejected materials from usable stock
- Track supplier rejection and replacement status
- Maintain approval tagging system for traceability
Pro Tip : Use PO-based color coding to avoid material mix-up


2. Leather Bundling and Batch Allocation

For leather materials, factories follow a structured bundling system based on production orders (PO). After approval, leather sheets are grouped into bundles and allocated to specific operators or cutting sections.
Each bundle typically contains material sufficient for a defined number of pairs. These bundles are issued along with cutting instructions or PO slips, ensuring operators work with consistent material batches.
Moreover, multiple bundles are created for the same PO and distributed across operators to balance production and maintain uniformity. Consequently, bundling ensures controlled material usage, reduces mixing, and improves cutting accuracy.
Key Control Points:
- Maintain batch-wise bundling aligned with PO
- Avoid mixing leather from different grades or lots
- Issue bundles with clear identification (size, model)
- Balance bundle quantity across operators
Pro Tip : Train operators to identify grain direction before layering


3. Non-Leather Material Layering and Preparation

Non-leather materials such as synthetics, textiles, and linings are handled differently from leather. Instead of bundling, these materials are prepared in layers for efficient cutting.
Based on SOP, materials are stacked in multiple layers (commonly 2, 4, or 6 layers) depending on thickness, cutting method, and machine capability. This layered preparation improves cutting productivity and consistency.
Additionally, care is taken to align grains, patterns, or directional properties before stacking. Therefore, proper layering ensures uniform cutting output and reduces variation across components.
Key Control Points:
- Follow defined layer count as per SOP
- Ensure proper alignment of material direction
- Avoid wrinkles or air gaps between layers
- Control stack height to prevent cutting errors
Pro Tip : Avoid long storage after bundling to prevent moisture variation


4. Cutting Order (PO) Alignment and Issuing System
Material preparation must strictly follow the production order sequence. Each batch of material is issued based on PO requirements, ensuring correct size ratios, color combinations, and model specifications.
In factory practice, materials are issued along with PO slips or digital instructions. These include details such as size breakdown, quantity, and component requirements.
Furthermore, issuing is planned to match line capacity, avoiding excess WIP or shortages. As a result, proper PO alignment ensures smooth flow from cutting to stitching without interruptions.
Key Control Points:
- Match material issue with production plan
- Verify size and quantity before issuing
- Avoid over-issuing to prevent wastage
- Maintain PO traceability at all stages
Pro Tip : Use trolleys instead of manual carrying for large bundles


5. Reinforcement and Supporting Material Readiness
Reinforcement materials like toe puffs, counters, and interlinings must be prepared and kept ready before cutting starts. Although detailed processing is separate, availability at this stage is critical.
Factories ensure that reinforcement materials are checked, cuttable, and aligned with upper material batches. This avoids delays during cutting and stitching preparation.
Additionally, compatibility between upper and reinforcement materials is verified to prevent bonding or shaping issues later. Thus, readiness of supporting materials ensures uninterrupted workflow.
Key Control Points:
- Ensure reinforcement availability as per PO
- Verify compatibility with upper materials
- Maintain proper storage conditions
- Avoid mixing different stiffness grades
Expert Insight: Implement visual boards showing issued vs pending materials


6. Material Handling Before Cutting

Prepared materials must be handled carefully to maintain their condition before cutting. Mishandling at this stage can cause defects such as creases, scratches, or deformation.
Leather bundles are typically stored flat or in controlled racks, while layered synthetic materials are kept on cutting tables or pallets. FIFO is followed to maintain consistency.
In addition, materials must be protected from dust, moisture, and excessive pressure. Therefore, proper handling ensures that material quality remains intact until cutting.
Key Control Points:
- Store leather without folding or pressure marks
- Protect materials from contamination
- Follow FIFO system strictly
- Use dedicated racks or pallets for storage


7. Pre-Cutting Kit Formation
Before cutting begins, materials are organized into pre-cutting kits based on production requirements. Each kit contains all necessary materials for a specific batch or operator.
This system ensures that cutting operators do not face shortages or confusion during operation. It also improves productivity by reducing search time and handling delays.
Moreover, kit preparation supports better tracking and accountability. Hence, pre-cutting kits streamline the transition from preparation to cutting.
Key Control Points:
- Ensure complete material availability in each kit
- Maintain correct size and model grouping
- Label kits clearly for identification
- Avoid mixing materials across different POs


Final Note
This stage acts as the control gate between inspection and cutting. When materials are properly approved, batched, and issued, factories achieve consistent cutting quality and smooth stitching flow.


Frequently Asked Questions – FAQs
1. Why is only approved material issued to cutting?
It prevents defects from entering stitching and reduces rework.
2. How are leather materials issued in factories?
They are bundled PO-wise and allocated to operators with cutting instructions.
3. Why are synthetic materials layered?
Layering increases cutting efficiency and ensures uniform output.
4. What happens to rejected materials?
They are returned, replaced, or corrected through supplier negotiation.
5. Why is PO alignment important in material issuing?
It ensures correct size, quantity, and model consistency.
6. What is a pre-cutting kit?
A grouped set of materials prepared for cutting operations.
7. How does poor handling affect cutting?
It causes defects like wrinkles, scratches, and dimensional issues.



Posts you make Like


Troubleshooting Adhesive Bond Failures in Footwear Manufacturing…