Stitching Process in Footwear Manufacturing – From Cutting to Closing Assembly in Shoe Production
The stitching process, also known as the closing process, is the stage where individual components are transformed into a complete shoe upper. After cutting, all materials move into this section, where they are systematically prepared, reinforced, aligned, and assembled.
This process is critical because it directly determines fit accuracy, structural integrity, durability, and visual quality. Therefore, every operation must follow strict control, because even a small deviation can lead to rejection in lasting or finishing.
This guide explains each operation with consistent technical depth, making it a foundation pillar for future detailed blogs.
Expert Insights : Early-stage material rejection can reduce total production defects by up to 25–30%, especially in leather-based footwear.
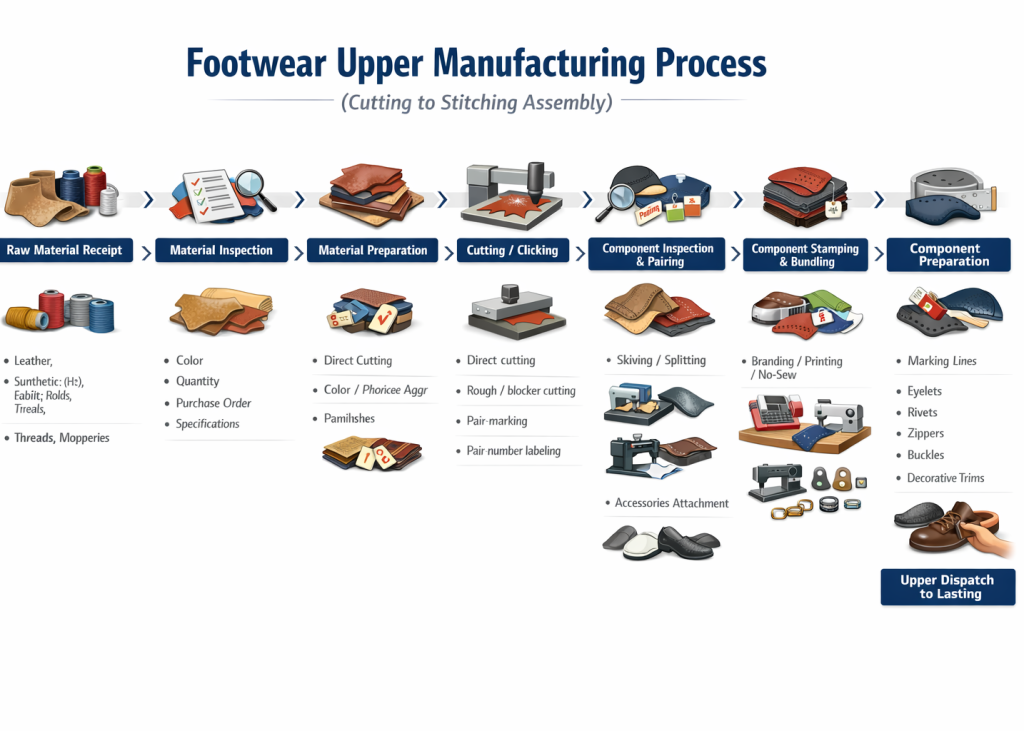


Raw Material Receipt
The process begins with receiving materials required for upper production. However, before releasing these materials to cutting, factories must validate them thoroughly. This stage ensures that only approved materials enter production, thereby preventing downstream defects and rejections.
Materials Typically Received
The stitching department handles a wide variety of materials:
- Natural leather (full grain, corrected grain, split leather)
- Synthetic materials (PU, PVC, microfiber)
- Mesh and textile fabrics
- Threads and sewing consumables
- Reinforcement materials
- Accessories (eyelets, zippers, trims, labels)
Raw Material Inspection Depth and Control
Inspection is not just a visual check. Instead, it involves structured validation against technical specifications. Key inspection parameters include:
- Color consistency and shade variation
- Quantity verification against purchase order
- Article, size range, and model confirmation
- Surface defects (scratches, scars, pinholes)
- Thickness and material behavior
In addition, inspection records are maintained for traceability and audit compliance.
Raw Material Preparation for Cutting
Leather Preparation
Leather requires specialized handling due to its natural variability.
Therefore, skilled operators perform:
- Assorting based on quality zones
- Defect marking to avoid unusable areas
- Area grading for efficient nesting
- Bundling according to production orders
This process ensures that high-quality sections are used for visible parts like the vamp.
Non-Leather Preparation
Synthetic and textile materials follow a more controlled preparation method. They are:
- Layer stacked for batch cutting
- Aligned to avoid distortion
- Bundled as per size and order
Typical stacking configuration depends on thickness:
- 2 layers → thick materials
- 4 layers → medium materials
- 6 layers → thin materials
Pro Tip : Always implement 100% leather inspection before cutting. Leather defects discovered after cutting can significantly increase material loss and cost.


Cutting / Clicking Process
The cutting process converts raw materials into precise upper components, which form the base for all subsequent operations. Since this stage defines dimensional accuracy, it plays a crucial role in overall product quality.
Cutting Methods with Functional Depth
Instead of using a single approach, factories adopt multiple cutting strategies.
- Direct Cutting is used for standard components where precision and speed are required. It involves cutting materials directly using steel dies without additional allowance.
- Rough or Blocker Cutting is applied when components require intermediate processing. In this case, extra allowance is provided to accommodate operations such as lamination or perforation.
- Re-cutting (Net Cutting) is the final precision stage. After preparation processes, components are trimmed to exact shape and size.

Cutting Machines Used in Footwear Factories
Modern footwear factories use several types of cutting machines depending on production volume and material type. Common cutting machines include
- Swing Arm Cutting Machine
- Traverse Head Cutting Machine
- Semi-Automatic Traverse Head Cutting Machine
- Beam Cutting Machine
- Computerized Cutting Machine
- Smart Digital Cutting Machine
- Laser Cutting Machine
Cutting Dies Used in Footwear Manufacturing
Cutting dies determine the shape and dimensional accuracy of the components. Common types include:
- 19 mm single or double edge steel dies
- 32 mm single edge steel dies
- 19 mm block wooden/fiber + steel dies
- 32 mm block wooden/fiber + steel dies
- 32 mm forged dies for heavy materials
- Spring-loaded dies (19 mm / 32 mm)
Forged dies are particularly used for thick leather or leather outsole cutting.
Pro Tip : Incorrect stacking alignment can cause cutting deviation and size variation, especially in sports footwear.
Component Inspection
After cutting, each component is inspected individually to ensure it meets quality standards. This step prevents defective parts from entering assembly, where correction becomes difficult.
Inspection Focus
- Edge accuracy and clean cutting
- Surface defects
- Dimensional conformity
Best Practices : Material defects identified at this stage prevent rejection in later stages, saving both time and cost.
Pairing / Match Marking
Pairing ensures that components used in left and right shoes match in color and texture. This is especially important for leather, where natural variation exists.
How It Is Done
- Shade matching by visual inspection
- Assigning pair numbers
- Marking components for identification
Why It Matters
- Enhances visual quality
- Maintains product consistency


Component Stamping
Stamping provides identification details on each component to ensure traceability throughout production. It helps maintain process control and prevents mixing of sizes or models.
Methods Used
- Hidden marking
- Ink stamping
- Heat embossing
Bundling
Bundling organizes components into sets for smooth production flow. It reduces handling errors and improves line efficiency.
Bundling Structure
- Size-wise segregation
- 6 pairs or 12 pairs per bundle
- Attached identification slips
Expert Tip : Advanced nesting software in digital cutting can improve material yield by 5–8%, which significantly reduces cost.
Marking
The Marking defines stitching lines and folding references on components.
Marking and Guidance Systems
Marking defines stitch lines and folding zones. Operators use:
- Silver or white marking pens
- UV marking systems
- Screen templates
- Digital marking machines
This ensures that assembly is performed accurately.
How It Is Done
- Manual marking using pens
- Screen templates
- Digital marking systems
Key Control Points
- Accuracy of marking lines
- Visibility during stitching



Branding
Branding is a critical operation where the identity of the footwear product is established on the upper components. This step ensures that the shoe reflects the brand’s visual standards and market positioning.
The importance of branding lies in its direct impact on consumer perception, product differentiation, and brand recall. Any misalignment or poor execution at this stage can lead to rejection, especially for branded footwear. Branding is carried out using various techniques depending on material type and design requirements.
Common Branding Methods
- Embossing and debossing for permanent surface impressions
- High-frequency application for TPU logos
- Screen printing for graphic designs
- Transfer foil printing for premium finishes
Pro Tip : Always validate logo position using templates before bulk production to avoid alignment issues.
Embroidery
Embroidery is used to create decorative patterns or brand logos using stitched threads. It adds a premium look and enhances the aesthetic value of the footwear. This process is particularly important in sports and casual footwear where design detailing plays a key role in customer appeal.
Embroidery must be executed before assembly to ensure proper accessibility and accuracy.
Key Considerations in Embroidery
- Thread type selection based on durability
- Stitch density control to avoid puckering
- Alignment with design reference
Pro Tip : Digital cutting machines significantly improve material utilization and cutting accuracy, especially for synthetic materials and sports footwear production.


Skiving
Skiving is a thickness reduction process applied mainly to the edges of leather and certain synthetic components. This operation is important because it improves foldability, stitching quality, and overall finishing. By reducing edge thickness, bulk formation at seams is minimized.
Skiving Benefits
- Smooth folding
- Reduced seam thickness
- Better stitch appearance
How It Is Done
- Thickness is controlled as per specifications
- Components are passed through a skiving machine
Splitting
Splitting reduces thickness across the entire component or specific areas. It is used when uniform thickness is required for design or comfort reasons. This process ensures consistency and prevents uneven feel in the final product.
Types of Splitting
- Full splitting for uniform thickness
- Partial (matrix) splitting for selective reduction
Process Overview
- Material is fed through splitting machines
- Thickness is adjusted using calibrated rollers
Expert Insight: Accurate placement of reinforcement materials directly affects shoe shape retention, comfort, and durability.

Label Stitching
Label stitching involves attaching labels that carry important product information such as size, brand, country of origin, and manufacturing details. This step is essential not only for branding but also for regulatory compliance and traceability.
Labels are stitched at predefined locations, typically on the lining or tongue area. Important control points are
- Correct label placement
- Proper stitching to avoid detachment
- Verification of printed information
Expert Insight : Proper reinforcement placement is critical for upper shape retention and long-term durability.
Reinforcement Lamination
Reinforcement lamination is the process of attaching support materials to upper components to enhance strength and maintain shape during use.
This operation is crucial because it directly affects structural integrity, durability, and fit retention of the shoe. Reinforcements are applied using heat or adhesives, depending on material compatibility.
Materials Commonly Used
- Woven and non-woven backers
- Foam reinforcements
- Toe puff and counter materials
Lamination Methods
- Heat lamination using fusing machines
- Through-feed lamination systems
- Adhesive spraying or self-adhesive bonding
Expert Insight : Improper lamination can cause delamination after lasting, leading to product failure.


Edge Trimming
Edge trimming removes excess or uneven material from component edges. This step ensures that all components have clean and accurate outlines. It is essential for achieving precision during assembly and a high-quality finish.
Why It Matters
- Prevents misalignment during stitching
- Improves component consistency
How It Is Done
- Manual trimming or machine trimming
- Visual inspection for accuracy
Edge Coloring
Edge coloring is applied mainly to leather components to enhance appearance by covering raw edges. This operation gives the product a premium and finished look, especially in formal and leather footwear.
Key Points
- Color must match upper material
- Applied evenly along edges
- Requires drying before next operation
Edge Polishing
Edge polishing smoothens and seals the edges after trimming and coloring. It improves both visual appeal and tactile quality. This step is particularly important for high-end leather footwear.
Benefits
- Smooth surface finish
- Improved durability of edges
- Enhanced aesthetic quality

Printing
Printing is used to apply graphics, logos, and design elements on upper components. It plays a major role in modern footwear design. This process is widely used in sports footwear for branding and styling.
Printing Methods
- Screen printing
- Heat transfer printing
- Digital printing
Key Considerations
- Print durability
- Alignment accuracy
- Ink compatibility with material
No-Sew Application
No-sew technology eliminates traditional stitching by fusing materials using heat and pressure. TPU films are commonly used in this process. This method is important for producing lightweight, flexible, and modern footwear designs.
Advantages
- Reduced weight
- Improved flexibility
- Seamless appearance
Process Overview
- TPU film is placed over substrate
- Heat and pressure are applied
- Material bonds without stitching


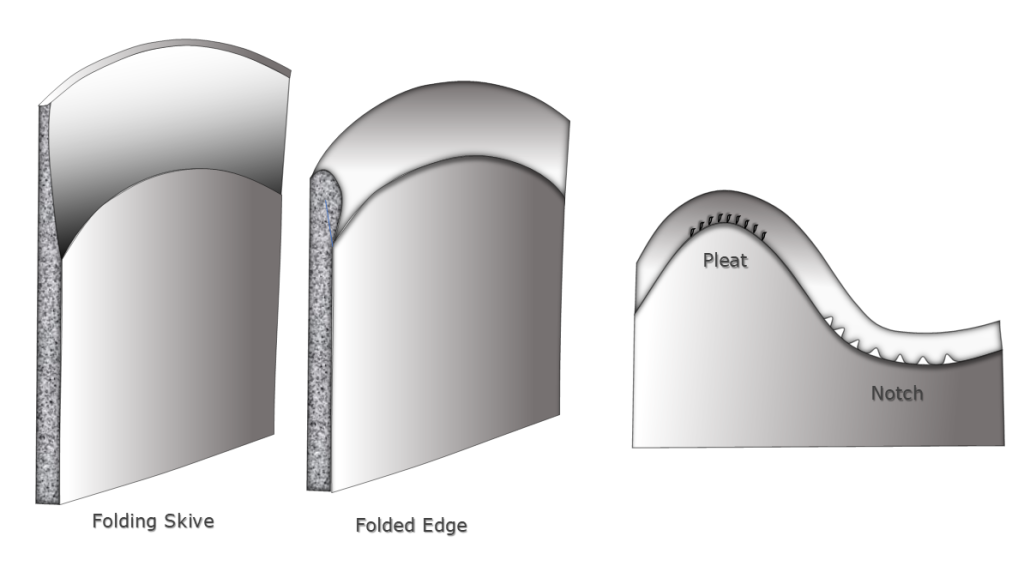
Folding
Folding prepares the edges of components for stitching by turning them inward. This ensures a clean and durable seam. Folding directly affects the final appearance and stitch quality.
Types of Folding
- Manual folding for complex shapes
- Machine folding for consistency
Why It Is Important
- Enhances finishing
- Prevents fraying
- Improves seam strength
Benefits
- Stronger seams
- Better appearance consistency
Hammering
Hammering is the process of compressing thick edges, seams, or folded areas to reduce bulk and improve surface flatness before stitching.
This step is critical because bulky seams can create difficulties during stitching and negatively impact appearance, seam strength, and operator handling. Proper hammering ensures smoother seams and better stitch quality. The process can be performed manually using hand tools or through mechanical hammering machines for better consistency.
How It Is Done
- Components with thick seams or folds are identified
- Pressure is applied to compress material layers
- Hammering is performed using:
- Manual hammer tools
- Pneumatic or mechanical hammering machines
- Flattened areas are checked before moving to stitching
Key Control Points
- Apply uniform pressure without damaging material
- Avoid over-hammering which may weaken structure
- Focus on seam and fold areas only
- Ensure smooth, flat surface for stitching
Expert Tip : Proper hammering significantly improves stitch consistency and reduces needle breakage during sewing.
Stitching Assembly
Stitching assembly is the central operation where all prepared upper components are joined together to form the complete shoe upper. At this stage, the product transitions from individual parts into a structured and functional upper.
This process is critical because it directly influences fit accuracy, structural strength, and visual alignment. Any mismatch in stitching sequence or alignment can lead to distortion during lasting.
The assembly sequence varies based on design; however, it always follows a predefined operation bulletin to ensure consistency.
Key Control Points
- Component alignment before stitching
- Stitch consistency and tension control
- Sequence adherence as per design
Stitching Construction Types
Footwear stitching can serve two purposes.
Constructive Stitching
Used for structural strength and durability. For Examples, Quarter Stitching, Vamp Joining, Lining attachment
Decorative Stitching
Used for visual enhancement. Examples
- Decorative patterns
- Logo stitching
- Aesthetic overlays
Expert Tip : Maintain operation-wise quality checkpoints within the stitching line to reduce cumulative defects.
Single Needle Stitching
Single needle stitching is the most commonly used stitching method in footwear manufacturing. It is used for general joining operations where precision and flexibility are required.
This process is important because it allows operators to handle different materials and shapes with better control. The operation is carried out using a single needle industrial sewing machine, where stitch length and tension are adjusted based on material type.
Applications
- Joining upper panels
- Attaching linings
- General stitching operations
Advantages
- Suitable for varied materials
- High flexibility
- Easy control for operators

Double Needle Stitching
Double needle stitching uses two parallel needles to create uniform double stitch lines. This method is mainly used where both strength and appearance are important. It enhances seam durability while also improving the visual consistency of the product.
The process requires proper machine setup to maintain equal spacing and tension between both stitches.
Key Benefits
- Increased seam strength
- Consistent parallel stitch appearance
- Better load distribution
Zig-Zag Stitching
Zig-zag stitching is used in areas where flexibility and stretch are required. Unlike straight stitching, this pattern allows the material to expand without breaking the thread. This operation is especially useful in sports and performance footwear where dynamic movement is expected.
Applications
- Stretchable materials
- Flexible joint areas
- Reinforcement zones
Why It Is Important
- Prevents stitch breakage
- Enhances flexibility
- Improves durability under stress


Computerized Stitching
Computerized stitching involves automated machines programmed to execute complex stitching patterns with high precision.
This process is essential for modern footwear designs that require repeatability and intricate detailing
The machine operates based on pre-set programs, reducing dependency on operator skill.
Advantages
- Reduced human error
- High accuracy and consistency
- Ability to produce complex designs
Binding Stitching
Binding is the process of covering raw edges using a strip of material, typically fabric or synthetic tape.
This operation improves both durability and appearance. It is important because exposed edges can lead to fraying and reduced product life.
Binding is applied using specialized machines that fold and stitch the binding material simultaneously.
Benefits
- Protects raw edges
- Enhances finish quality
- Improves durability
Cementing
Cementing involves applying adhesives to bond components either temporarily or permanently during assembly.
This process supports stitching by holding components in position before sewing, ensuring alignment accuracy. Different adhesive used depending on application.
Common Adhesives
- Latex adhesives for temporary bonding
- Neoprene adhesives for strong bonding
- PU adhesives for flexibility
- Hot melt adhesives for fast processing
Pro Tip: Ensure proper drying time before stitching to avoid adhesive failure.


Eyeleting
Eyeleting is the process of fixing eyelets into pre-punched holes to support lacing.
This operation is critical because it reinforces lace holes and prevents tearing during use.
Inset Eyelets using mechanical or pneumatic machines that ensure proper fixing.
Key Requirements
- Secure attachment
- Accurate hole alignment
- Proper fixing pressure
Rivet Fixing
Rivet fixing is used to attach metal or plastic rivets for reinforcement or decorative purposes.
This process is important in high-stress areas where additional strength is required.
Fixing Rivets done using press machines that ensure tight and secure attachment.
Applications
- Reinforcement points
- Decorative elements
- Strap attachments


Zipper Fixing
Zipper fixing involves attaching zippers to footwear components for functional or aesthetic purposes.
This process requires precise alignment to ensure smooth opening and closing. Improper fixing can result in functional defects and customer dissatisfaction.
Key Control Points
- Secure stitching
- Alignment accuracy
- Smooth zipper movement
Trims and Accessories Fixing
This operation involves attaching decorative and functional accessories that enhance the product’s appearance and usability.
Accessories must be fixed securely without affecting comfort or flexibility.
Common Accessories
- Buckles
- Decorative trims
- Ornaments
Lining Trimming
Lining trimming is the process of removing excess lining material so that it aligns precisely with the upper edge. After lamination and folding operations, lining material often extends beyond the upper boundary, which must be trimmed.
This operation is important because uneven or excess lining can affect appearance, stitching accuracy, and aesthetic the shoe. The process is carried out either manually or using specialized machines depending on production volume and material type.
How It Is Done
- Upper components are positioned securely
- Excess lining beyond the edge is identified
- Trimming is performed using:
- Manual scissors or knives
- Dedicated trimming machines
- Stitching machines with trimmer attachment
- Edges are checked for uniform alignment
Key Control Points
- Lining must be flush with upper edge (no overcut)
- Avoid cutting into upper material
- Maintain smooth and even edge finish
- Ensure consistency across all pairs
Pro Tip: Use machine trimming for high-volume production to improve consistency and reduce operator dependency.
Toe Puff Attaching
Toe puff attaching is the process of fixing a stiff reinforcement material in the toe area.
This component provides shape and structure to the front portion of the shoe.
The process involves positioning the toe puff accurately and bonding it using heat or adhesive.
Importance
- Enhances durability
- Supports upper during lasting
- Maintains toe shape
Counter Stiffener Attaching
Counter stiffener attaching is performed in the heel area to provide support and stability.
This operation ensures proper heel grip and prevents deformation during usage.
The stiffener is bonded using heat activation or adhesives.
Benefits
- Improves heel support
- Maintains shape
- Enhances fit
Upper and Lining Lamination
This process bonds the upper material with the lining to form a unified structure.It improves both comfort and durability by ensuring proper integration of layers.
The bonding is done using adhesives or heat lamination depending on materials.
Key Considerations
- Proper alignment
- Uniform bonding
- No wrinkles or bubbles
Bottom Stitching
Bottom stitching secures the lower edge of the upper.
This prepares the upper for lasting and ensures structural stability.
This operation must be executed with consistent stitch quality to avoid failure during sole attachment.
Why It Matters
- Strengthens lower edge
- Prepares for lasting
- Ensures durability
Expert Tip: Implement inline + endline inspection to reduce final rejection rate.
Lacing
Lacing involves inserting laces through eyelets to prepare the upper for fitting and presentation.
Although simple, this step is important for final appearance and functional readiness.
Key Points
- Proper lace pattern
- Even tension
- Correct length
Cleaning
Cleaning removes adhesive stains, markings, dust, and other contaminants from the upper. This operation improves visual quality and ensures the product meets finishing standards. Use Cleaning agents and tools for cleaning.
Cleaning Focus Areas
- Adhesive marks
- Ink markings
- Surface dust
Final Inspection
Final inspection is the last quality checkpoint before dispatch. It ensures that the upper meets all required standards.This process is critical because defects identified later will result in higher rework cost.
Inspection Criteria
- Stitch quality and consistency
- Alignment and symmetry
- Appearance and finishing
- Defect identification
Dispatch to Lasting
Dispatch the upper to the lasting department after successful inspection.
This marks the completion of the stitching process and the transition to final shoe assembly.
Proper documentation and handling during dispatch are essential to maintain traceability and avoid mix-ups.
Expert Tip: Introduce AQL-based inspection systems to standardize quality evaluation.

Conclusion
The stitching process is a critical bridge between material preparation and final shoe assembly. Every stage—from cutting and reinforcement to stitching and inspection—directly influences the final product’s quality.
Today, leading footwear manufacturers are adopting automation, digital cutting systems, and advanced bonding technologies to enhance productivity and consistency.
By understanding and optimizing the stitching process, manufacturers can significantly improve efficiency, reduce defects, and deliver high-performance footwear products.
Frequently Asked Questions (FAQs)
1. What is the stitching process in footwear manufacturing?
The stitching process, also called the closing process, involves assembling all upper components through sewing, reinforcement, and bonding to create the complete shoe upper before lasting.
2. Why is the stitching department important in shoe production?
The stitching department determines the fit, durability, and appearance of the shoe. Even small stitching defects can lead to rejection during lasting or finishing.
3. What are the main steps in the footwear stitching process?
The process includes:
- Material inspection
- Cutting and component preparation
- Reinforcement and lamination
- Skiving and splitting
- Stitching assembly
- Final inspection and dispatch
4. What machines are used in footwear stitching?
Common machines include:
- Single needle sewing machine
- Double needle machine
- Zig-zag machine
- Computerized stitching machine
- Binding machine
Select machine based on design and material requirements.
5. What is skiving in footwear manufacturing?
Skiving is a process where the edge thickness of leather components is reduced. This improves folding, stitching quality, and reduces bulk in seams.
6. What is the difference between constructive and decorative stitching?
Constructive stitching provides strength and durability, while decorative stitching enhances the visual appeal and branding of the shoe.
7. What is no-sew technology in footwear?
No-sew technology uses heat and pressure to fuse materials like TPU onto fabric, eliminating stitching. This results in lighter and more flexible shoes.
8. Why is pairing important in leather cutting?
Pairing ensures both shoes in a pair have uniform color, grain, and appearance, which is critical for premium footwear quality.