Cut Component Bundling After Cutting/Clicking-Stitching Process Series
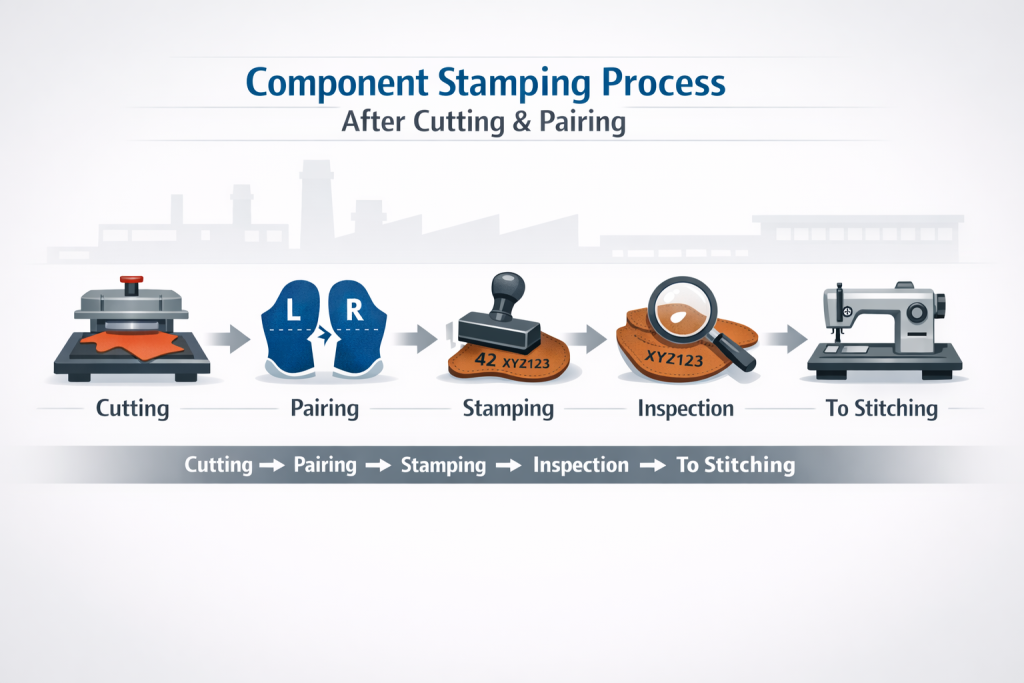
In the previous step, Cut Component Stamping After Cutting / Clicking – Stitching Process Series, identification details are marked on individual components to ensure traceability. Building on that step, component bundling organizes these marked parts into controlled sets for smooth movement into stitching.
Component bundling is a critical control step between cutting and stitching. It ensures that all related parts move together through production without mix-ups, shortages, or traceability issues. In practical factory conditions, bundling forms the foundation for smooth stitching flow and production discipline.
Pro Tip : Use color-coded bundle tags for quick visual identification of sizes and models


1. Component Bundling – Definition and Role in Production Flow

Component bundling refers to the systematic grouping of all cut and stamped components required to assemble a shoe or a defined batch before sending them to stitching. Each bundle typically contains all matching parts for one pair or a specific quantity batch.
In practice, bundling is always carried out with strict size-wise segregation as the primary control. Components of different sizes are never mixed within a bundle, as this forms the first level of mistake-proofing before stitching.
In a footwear factory, cutting produces multiple small and varied components. Without bundling, these parts can easily get mixed across sizes, colors, or styles. Therefore, bundling acts as a control mechanism to maintain order and production discipline.
From a production flow perspective, bundling creates a structured input for stitching lines. Instead of handling loose components, operators receive organized sets, which improves handling efficiency and reduces confusion during assembly.
In addition, bundling supports traceability. Since components are already stamped, bundling ensures these identified parts remain grouped, enabling easy tracking back to cutting, material batch, or operator if defects occur.
Key Control Points:
- Ensure bundle contains all required components for the defined unit (pair/set)
- Maintain strict size-wise segregation as a primary rule
- Avoid mixing components from different cutting lots
- Standardize bundle quantity (pair-wise or batch-wise)
Pro Tip : Fix bundle quantity (6 or 12 pairs) per style to stabilize line feeding


2. Objectives of Component Bundling in Footwear Manufacturing

Component bundling directly impacts quality, productivity, and process control. The primary objective is to ensure that all necessary components move together through the stitching process without mismatch or delay.
Firstly, bundling prevents size and color mixing. In high-volume production, even a small mix-up can result in major rework or rejection. Therefore, bundling eliminates this risk at the source.
Secondly, it improves line efficiency. When operators receive complete bundles, they do not need to search for missing parts. As a result, stitching flow becomes smoother and more predictable.
Thirdly, bundling supports inventory control between departments. It provides visibility of work-in-progress (WIP) and helps production planning teams track quantities accurately.
In addition, factories commonly standardize bundle quantities such as 6 pairs or 12 pairs per bundle, depending on product type and stitching line capacity, to ensure consistency in handling and flow.
Moreover, bundling reduces handling losses. Loose components are more likely to get damaged, misplaced, or contaminated. Bundles provide protection and structure.
Key Control Points:
- Define clear bundling standards (pair vs batch)
- Align bundle size with stitching line capacity
- Ensure bundle completeness before transfer
- Maintain WIP tracking through bundle identification
Pro Tip : Use waterproof and tear-resistant identification slips in humid environments


3. Methods of Bundling Used in Footwear Factories

Different factories use different bundling methods depending on product type, material, and production scale. However, the objective remains consistent—secure grouping and easy identification without damaging components.
The most common method is thread tying. In this method, components are tied together using thread or elastic bands. This method is widely used for leather uppers because it allows flexibility while avoiding surface damage.
Another method is clip bundling. Plastic or metal clips are used to hold components together. This method is faster and suitable for synthetic materials or structured components where deformation risk is low.
Bag bundling is also widely used. Components are placed inside transparent plastic bags along with identification slips. This method provides better protection and improves traceability, especially in export-oriented factories.
In more advanced setups, barcode-based bundling is implemented. Each bundle is tagged with a barcode containing details such as size, style, and batch number. This supports digital tracking and real-time production monitoring.
Regardless of the method used, every bundle must include an attached identification slip or tag. This slip typically contains size, style, color, and quantity details, ensuring easy identification and control throughout production.
Key Control Points:
- Select bundling method based on material sensitivity
- Ensure bundles are secure but do not damage components
- Attach identification slip clearly and visibly
- Avoid over-tight bundling that causes deformation
Pro Tip : Implement barcode scanning at stitching input to eliminate manual errors


4. Bundle Identification and Traceability System
Every bundle must carry a clearly attached identification slip or tag to ensure full traceability throughout the stitching process. This identification typically includes size, style, color, quantity, and cutting lot number, making it a critical control point in production.
In manual systems, paper slips are commonly used. These are attached securely to bundles and must remain intact throughout handling. Although simple, this method requires strict discipline to prevent loss or damage.
In more advanced factories, barcode or QR code systems are used. These systems allow scanning at each stage, enabling real-time tracking of bundle movement and production status.
Identification plays a key role in quality control. If defects are identified at stitching or later stages, the bundle slip helps trace the issue back to cutting, stamping, or material batch.
Additionally, identification improves accountability. Each bundle can be linked to specific operations or teams, ensuring better process control.
Key Control Points:
- Ensure every bundle has a clearly attached identification slip
- Use durable and legible tags suitable for factory conditions
- Maintain accurate and complete information on slips
- Integrate with digital tracking systems where possible
Pro Tip : Introduce a bundle verification checkpoint before stitching input


5. Bundle Size Optimization for Stitching Efficiency
Bundle size plays a critical role in stitching line performance. If bundles are too large, they increase work-in-progress (WIP) and slow down flow. On the other hand, very small bundles increase handling frequency and reduce efficiency.
In most footwear factories, standard bundle sizes such as 6 pairs or 12 pairs are widely used. Smaller bundles (6 pairs) are preferred for leather uppers and complex styles, while larger bundles (12 pairs) are common in synthetic or high-volume production lines.
Optimized bundle size ensures smooth feeding of components into stitching operations. It helps maintain consistent workflow and reduces waiting time between processes.
Additionally, bundle size influences quality control. Smaller bundles make it easier to isolate defects, while larger bundles may spread defects across multiple pairs.
Therefore, factories must define and standardize bundle sizes based on product complexity, line capacity, and production strategy.
Key Control Points:
- Align bundle size with stitching line capacity
- Use standard sizes such as 6 or 12 pairs for consistency
- Avoid excessive WIP through large bundles
- Review and adjust bundle size based on line performance
Expert Insight: Use simple checklists for bundling operators to ensure zero missing parts


6. Common Issues in Bundling and How to Prevent Them
Although bundling is a basic process, poor control can lead to serious production issues. One common issue is missing components within a bundle, which causes line stoppage and delays.
Another frequent problem is mixing of sizes or colors. This usually occurs due to poor size-wise segregation or lack of proper control during bundling.
Damage to components is also a concern. Over-tight bundling or improper handling can deform or mark sensitive materials such as leather.
Mislabeling or missing identification slips is another critical issue. Incorrect or absent information leads to wrong assembly and rejection.
Many of these issues originate from weak basic controls such as lack of size segregation or absence of identification slips during bundling.
To prevent these problems, factories must implement standard operating procedures (SOPs), operator training, and regular audits.
Key Control Points:
- Verify bundle completeness before dispatch
- Maintain strict size-wise segregation
- Ensure identification slips are attached and accurate
- Conduct random audits to detect errors early
7. Integration of Bundling with Stitching Line Feeding
Component bundling is directly linked to stitching line feeding. Properly prepared bundles ensure smooth input flow and reduce operator idle time.
Bundles must be arranged in sequence based on the production plan. This ensures that stitching lines receive components in the correct order without confusion.
Bundles arranged size-wise and in standardized quantities such as 6 or 12 pairs make it easier for stitching lines to maintain rhythm and avoid frequent adjustments, thereby improving overall efficiency.
Additionally, bundles should be placed in designated staging areas near the stitching lines. This reduces unnecessary movement and improves handling efficiency.
In lean manufacturing environments, bundling supports controlled flow and reduces excess inventory between processes.
Key Control Points:
- Align bundling sequence with production planning
- Ensure timely delivery of bundles to stitching lines
- Maintain organized staging areas near lines
- Avoid pile-up of bundles at input points
Frequently Asked Questions – FAQs
1. What is component bundling in footwear manufacturing?
It is the process of grouping cut components into organized sets for stitching to avoid mix-ups and improve efficiency.
2. Why is size-wise segregation important in bundling?
It prevents mixing of sizes and ensures correct assembly during stitching.
3. What are standard bundle sizes used in factories?
Common bundle sizes are 6 pairs and 12 pairs depending on product type and line setup.
4. What information is included in an identification slip?
Size, style, color, quantity, and cutting lot number.
5. Which bundling method is best for leather components?
Thread tying is preferred as it avoids damage and maintains flexibility.
6. How does bundling improve production efficiency?
It ensures complete sets are available, reducing delays and operator idle time.
7. What are common mistakes in bundling?
Missing components, wrong labeling, size mixing, and absence of identification slips.

Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Raw Material Preparation for Cutting in Footwear Stitching – Stitching Process Series
- Cutting/Clicking in Footwear Stitching – Stitching Process Series
- Cut Component inspection after cutting/clicking – Stitching Process Series
- Cut Component Pairing & Match Marking After Cutting / Clicking-Stitching Process Series
- Cut Component Stamping After Cutting / Clicking – Stitching Process Series,