

Raw Material Inspection in Footwear Stitching – Stitching Process Series
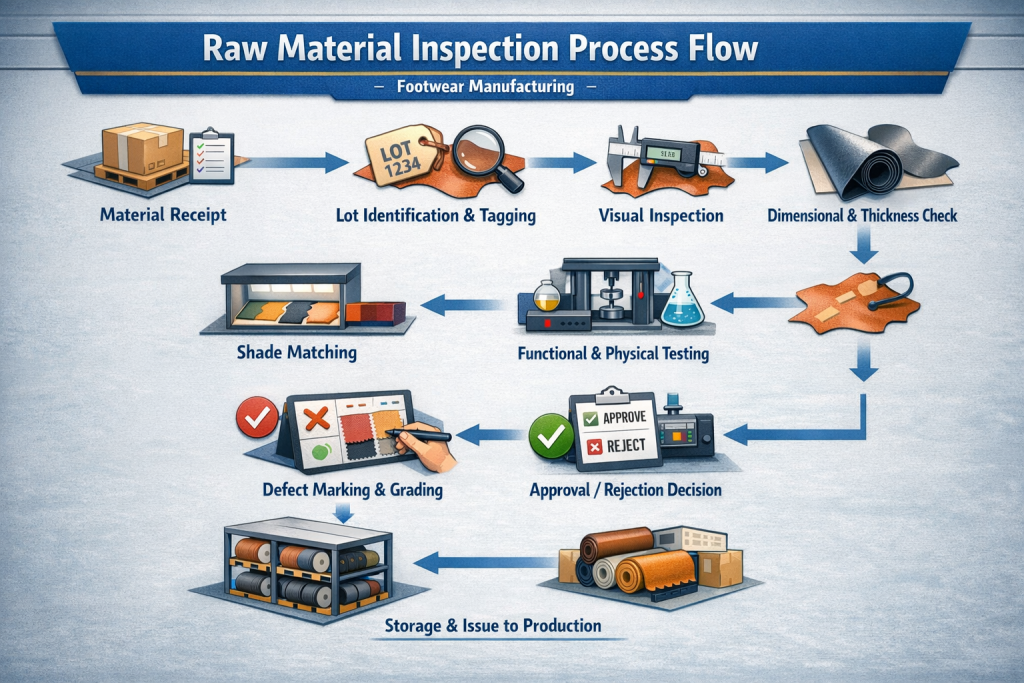
Raw material inspection is the first control gate in the stitching process. Every upper defect, stitching rejection, or customer complaint often traces back to uncontrolled incoming materials. Therefore, factories that maintain strict inspection discipline achieve better stitching quality, lower rejection rates, and higher productivity.
This stage ensures that only approved, defect-free, and specification-compliant materials move into cutting and stitching operations. As a result, downstream processes remain stable and predictable.
Pro Tip : Always align leather grading standards with brand expectations, not internal assumptions


1. Leather Inspection
Leather inspection forms the backbone of upper quality because leather directly defines appearance, durability, and stitchability. Any uncontrolled defect at this stage will reflect in the final product.
Leather is evaluated against SATRA-recommended inspection practices and grading principles, which are widely accepted across global footwear manufacturing. These standards ensure consistency in defect classification, thickness tolerance, and usable area calculation.
In the factory, each hide is spread on an illuminated inspection table. Inspectors assess grain quality, natural defects such as scars and wrinkles, and measure thickness using calibrated gauges. Based on defect distribution and usable cutting area, leather is graded and marked accordingly for cutting teams.
Following SATRA-based methods improves objectivity in grading and aligns factory output with international quality expectations.
Key Control Points:
- Follow SATRA-based defect classification and grading logic
- Ensure thickness consistency within acceptable tolerance
- Mark defect zones clearly to guide cutting optimization
- Maintain lot-wise traceability for audit compliance
Pro Tip : Use backlit inspection tables for better defect visibility in leather and synthetics


2.Synthetic Material Inspection

Synthetic materials such as PU, PVC, and microfiber require strict checking because they behave differently during stitching and lasting.
These materials are verified for thickness uniformity, backing strength, surface finish, and color shade. If not controlled, issues like peeling, cracking, or uneven stitching may occur during production.
Operators typically unroll the material and inspect it visually and manually. They check for coating defects, bubbles, wrinkles, and backing adhesion. Thickness is measured at multiple points to ensure consistency.
Key Control Points:
- Check adhesion between coating and fabric backing
- Ensure no surface bubbles or coating cracks
- Maintain consistent thickness across roll width
- Verify color shade against approved standard
Pro Tip : Record defect mapping digitally for better traceability


3. Fabric and Lining Inspection
Fabric and lining materials influence comfort, breathability, and stitching performance. Poor-quality lining leads to seam failures and discomfort for the wearer.
Inspection focuses on fabric strength, weave consistency, colorfastness, and shrinkage behavior. Without proper checks, materials may deform after stitching or during usage.
Inspectors examine rolls under light, checking for weaving defects, stains, or uneven dyeing. They also perform basic stretch and tear checks to confirm durability.
Key Control Points:
- Ensure no weaving defects or yarn breaks
- Check for uniform dyeing and no stains
- Verify tensile strength for stitching operations
- Confirm no excessive shrinkage tendency
Pro Tip : Train inspectors to identify process-related defects, not just visual ones


4. Foam and Reinforcement Material Inspection
Foams and reinforcements (toe puff, counter materials) define shoe structure and shape retention. Poor-quality materials directly affect shoe durability.
These materials are checked for density, thickness, bonding strength, and recovery behavior. If not controlled, the shoe may lose shape or feel uncomfortable.
The inspection process includes measuring thickness, compressing foam for recovery testing, and checking adhesive compatibility where applicable.
Key Control Points:
- Maintain consistent foam density and thickness
- Ensure proper recovery after compression
- Verify bonding compatibility with upper materials
- Reject brittle or uneven reinforcement sheets
Pro Tip : Always test accessories under simulated usage conditions


5. Thread Inspection

Thread quality directly impacts seam strength, stitch appearance, and machine performance. Even minor variation can lead to frequent thread breakage.
Inspection ensures correct thickness (denier), tensile strength, twist level, and color matching. Poor threads result in weak seams and increased machine downtime.
Operators check thread cones visually and perform tensile tests where required. Trial stitching is also conducted to verify performance on machines.
Key Control Points:
- Ensure consistent thread thickness and strength
- Check for smooth unwinding without breakage
- Match thread color with upper material
- Avoid lint-heavy threads causing machine issues
Expert Insight: Maintain approved sample boards for quick comparison


6. Adhesive and Chemical Inspection
Adhesives used in stitching preparation and reinforcement must meet bonding and safety standards. Incorrect adhesive leads to delamination issues.
Inspection includes viscosity, bonding strength, drying time, and shelf life verification. Without proper control, bonding failures may occur during lasting or wear.
Inspectors verify batch details, conduct small bonding trials, and check storage conditions. Expired or improperly stored adhesives are rejected.
Key Control Points:
- Verify batch validity and shelf life
- Maintain correct viscosity for application
- Conduct bonding test before approval
- Ensure proper storage conditions
Expert Insight: Track supplier-wise defect trends for improvement


7. Accessories Inspection (Eyelets, Zipper, Labels)

Accessories contribute to both functionality and aesthetics. Defective accessories can lead to product rejection even if the upper is perfect. Inspection ensures dimensional accuracy, finish quality, corrosion resistance, and branding correctness.
Operators perform visual checks, functional testing (zipper running, eyelet strength), and compare with approved samples.
Key Control Points:
- Ensure smooth zipper operation without jamming
- Verify logo accuracy and print clarity
- Check corrosion resistance for metal parts
- Maintain dimensional consistency
Expert Insight: Do not rely only on supplier test reports


8. Color and Shade Matching

Color consistency is critical for brand acceptance. Even slight variations can result in rejection of finished goods. Materials from different lots must match the approved standard shade. Without control, panels stitched together may show visible mismatch.
Inspection is done using light boxes under standard lighting conditions (D65, TL84). Materials are compared against master samples to ensure consistency.
Key Control Points:
- Use standard light sources for shade evaluation
- Compare against approved master sample only
- Avoid mixing different shade lots
- Maintain shade grouping before cutting
Expert Insight: Implement random batch testing for consistency


9. Physical Testing
Physical testing validates whether materials can withstand stitching operations and end-use conditions. This stage ensures that materials meet performance expectations before entering production.
All materials are tested based on customer or brand-specific standards wherever applicable. In cases where customer standards are not defined, factories follow basic SATRA methods or industry-standard testing procedures to maintain consistency and reliability.
Typical tests include tensile strength, tear resistance, flexing performance, and adhesion strength. These tests confirm that materials can handle stitching stress, lasting pressure, and usage conditions.
Chemical compliance is controlled differently. Suppliers are responsible for providing periodic chemical compliance certificates, typically on an annual basis or as per brand requirements. These certificates confirm adherence to global restricted substance standards.
By default, all suppliers must comply with global chemical regulations and brand-specific RSL (Restricted Substances List) in terms of values and testing frequency. Factories must verify and maintain these records for audits and brand compliance.
Key Control Points:
- Follow customer/brand testing standards as priority
- Use SATRA or industry standards when customer specs are unavailable
- Validate physical properties before material release
- Maintain updated supplier chemical compliance certificates
Expert Insight: Correlate test results with production performance


10. Material Approval & Release Control
Material control does not end at inspection. A strict approval and release system ensures that only verified materials enter production.
All incoming materials—whether leather, synthetic, fabric, or accessories—are released to production only after QC approval for both quality inspection and physical testing compliance. This rule is non-negotiable in a controlled factory environment.
Materials that fail inspection or testing are immediately segregated into a designated Red Zone area. These rejected materials remain blocked until the factory business team and material sourcing team resolve the issue with the supplier through replacement, rework, or deviation approval.
Additionally, no material is allowed to enter warehouse stock without proper QC clearance. Every approved material must carry documented evidence of inspection and testing status. Without this approval, materials must not be issued to cutting or stitching under any circumstances.
This system ensures full traceability, prevents quality leakage, and protects production from downstream failures.
Key Control Points:
- Release materials to production only after QC approval
- Segregate rejected materials in Red Zone immediately
- Ensure all warehouse stock carries QC and test clearance
- Block unapproved materials from production usage
Expert Insight: Always align inspection and testing protocols with brand requirements first, then industry standards. Cross-check supplier chemical certificates with brand RSL requirements regularly

Frequently Asked Questions (FAQs)
1. Why is raw material inspection critical in stitching?
Because it prevents defects from entering production, ensuring consistent upper quality.
2. What is the most common issue found in leather inspection?
Surface defects such as scars, loose grain, and uneven thickness.
3. How is shade variation controlled?
By using standard light sources and approved master samples.
4. Can poor thread quality affect stitching efficiency?
Yes, it causes frequent breakage and machine downtime.
5. What happens if adhesives are not inspected properly?
Bonding failures may occur during lasting or usage.
6. How often should physical testing be done?
Batch-wise or based on risk level of materials.
7. Who is responsible for material approval?
Quality control team in coordination with production and technical teams.
Posts you make Like


Troubleshooting Adhesive Bond Failures in Footwear Manufacturing…





