

Cutting/Clicking in Footwear Stitching – Stitching Process Series
Cutting, also known as clicking, is the first precision-driven operation in upper manufacturing. After materials are prepared (covered in the previous blog Raw Material Preparation for stitching – Stitching Process Series, this stage converts sheets and hides into exact upper components.
At this stage, dimensional accuracy is established. Therefore, any deviation directly affects stitching alignment, component matching, and final shoe quality. Factories treat cutting as a controlled, skill-intensive process where material utilization and precision go hand in hand.
Pro Tip :
Use pilot samples to validate shrinkage before bulk cutting
Keep separate storage for heavy-duty dies
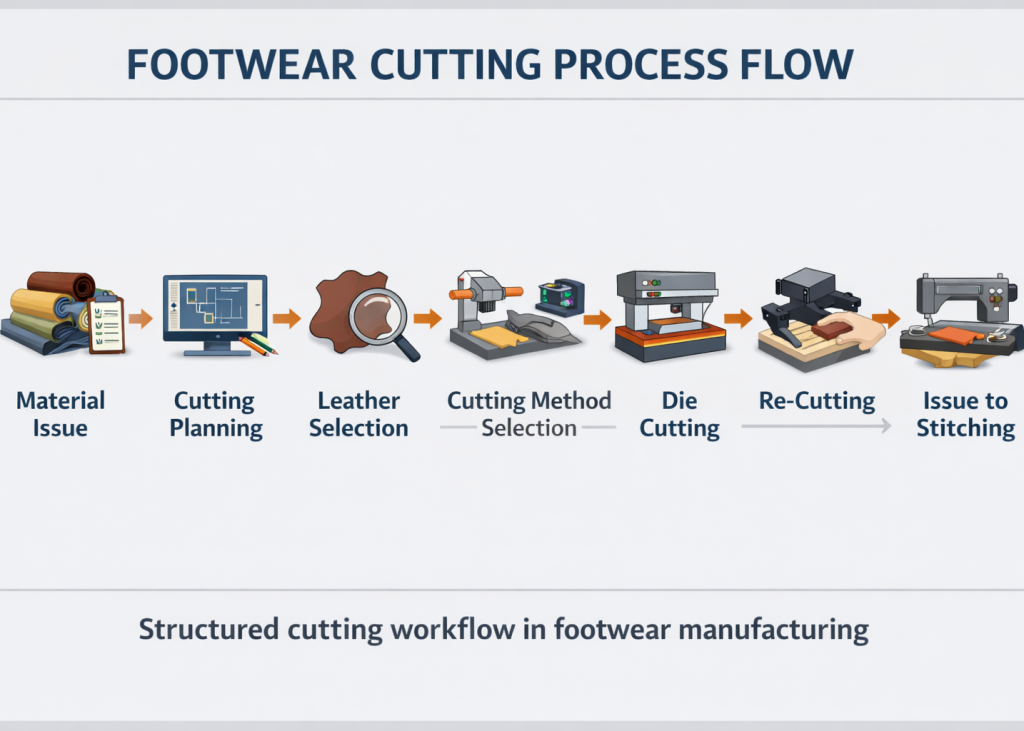


1. Cutting / Clicking Operation
Cutting or clicking is the process of converting raw materials such as leather, synthetic, mesh, and lining into predefined upper components using dies or cutting systems. This operation defines the shape, size, and orientation of every part used in stitching.
Since this stage creates the base geometry, even minor inaccuracies lead to stitching defects such as misalignment, uneven seams, or rejection during assembly. Therefore, factories ensure strict control over die placement, grain direction, and defect avoidance.
Operators place dies manually or via automated systems and apply pressure through clicking machines. The process follows a structured cutting plan aligned with production requirements.
Key Control Points:
- Maintain correct grain direction for all components
- Avoid defect zones during cutting
- Ensure accurate die placement and alignment
- Verify component count per size and style
Pro Tip :
Track rejection between blocker and net cutting stages
Maintain multiple boards for rotation cycle


2. Cutting Methods with Functional Depth
Factories adopt multiple cutting methods to balance precision, process flexibility, and material behavior. Each method is selected based on the stage of processing and the nature of the component.

Direct Cutting
Direct cutting refers to cutting components to their final shape and size in a single operation using steel rule dies. This method is applied when materials are already in final condition and do not require any intermediate processing.
It is widely used for finished leather, lining, and synthetic components where dimensional accuracy is critical from the first cut. Since no further trimming is planned, die accuracy and placement become extremely important.
This method improves speed and reduces handling, making it suitable for high-volume production. However, it offers no correction opportunity if mistakes occur.
Key Control Points:
- Ensure die accuracy and correct size selection
- Maintain precise die placement to avoid mismatch
- Avoid cutting near defect zones
- Verify first-piece approval before bulk cutting

Rough / Blocker Cutting
Rough cutting, also known as blocker cutting, involves cutting components with additional allowance beyond the final shape. This method is used when components undergo intermediate processes such as lamination, skiving, embossing, printing, or perforation.
The extra margin allows for distortion, shrinkage, or alignment adjustments during these processes. Without this allowance, final dimensions may fall short after processing.
Factories typically use separate dies for blocker cutting, clearly identified to avoid confusion with net cutting dies.
Key Control Points:
- Maintain standard allowance (based on process requirement)
- Use clearly marked blocker dies
- Control excess allowance to avoid material wastage
- Ensure proper alignment during next-stage processing
Re-Cutting (Net Cutting)

Re-cutting, or net cutting, is the final precision cutting stage where components are trimmed to exact shape after intermediate processes.
This stage ensures clean edges, accurate dimensions, and perfect alignment for stitching. It is especially important for components that have undergone lamination or multi-layer bonding.
Re-cutting requires high accuracy because it defines the final geometry of the component. Any deviation at this stage directly affects stitching quality and final appearance.
Key Control Points:
- Ensure correct alignment with original pattern
- Use sharp dies for clean edge finishing
- Avoid size variation between pairs
- Perform random dimensional checks
Pro Tip :
Define allowance standards based on material and process
Use automated cutting for high-volume styles


3. Cutting Planning & Material Utilization
Cutting planning determines how efficiently materials are used while maintaining quality. Since upper materials contribute significantly to product cost, this stage directly impacts profitability.
Factories prepare cutting layouts considering material width, defects, grain direction, and component priority. For synthetic materials, digital nesting improves efficiency, while leather cutting depends on operator skill.
Proper planning ensures high yield, reduced wastage, and consistent component quality.
Key Control Points:
- Optimize nesting layout for maximum utilization
- Prioritize visible components in best material zones
- Maintain consistent orientation of components
- Monitor cutting efficiency percentage daily
Pro Tip :
Select machine based on material type, not just production volume
Mark rotation sequence to ensure consistency


4. Leather Cutting & Area Utilization
Leather cutting requires expert judgment because it is a natural material with variations in thickness, stretch, and defects. Each section of the hide behaves differently, making area selection critical.
High-stress and visible components such as vamp and quarter must be cut from tight grain (butt area), while less critical parts can use shoulder or belly areas. Operators inspect leather visually and mark defects before cutting.
Proper utilization ensures both durability and aesthetic consistency in finished footwear.
Key Control Points:
- Use tight grain areas for critical components
- Avoid loose grain or scar areas for visible parts
- Mark defects clearly before cutting
- Maintain left-right symmetry in selection
Pro Tip :
Maintain preventive maintenance schedule for all machines
Keep separate storage for heavy-duty dies


5. Cutting Machines Used in Footwear Factories
Different cutting machines are used based on production scale, material type, and precision requirements. Selection of the right machine directly impacts productivity, accuracy, and operator efficiency.
Swing Arm Cutting Machine
This is the most commonly used machine in footwear factories, especially for leather cutting. It features a movable swing arm that allows flexible die placement. Operators manually position the die and swing the arm to apply pressure. It is ideal for small batches, sampling, and irregular material shapes like leather hides.
Applications: Leather uppers, sampling, low-volume production

Traverse Head Cutting Machine
This machine has a moving head that travels across the cutting table, allowing consistent pressure over a larger area. It improves productivity compared to swing arm machines. It is widely used for medium to high-volume production, especially for synthetic and sheet materials.
Applications: Synthetic uppers, fabric cutting, medium batch production

Semi-Automatic Traverse Head Machine
This is an upgraded version of the traverse head machine with partial automation. It reduces operator fatigue and improves consistency in cutting cycles. It allows programmable movement and pressure control, making it suitable for repetitive cutting operations.
Applications: Repetitive styles, medium-high volume production

Beam Cutting Machine
Beam press machines use a fixed beam to apply high pressure, making them suitable for heavy-duty cutting operations. They are used for thick materials such as leather soles, rubber sheets, and multi-layer stacks.
Applications: Outsoles, thick leather, heavy materials
Computerized Cutting Machine (CNC Cutting)
CNC cutting machines use computer-controlled systems integrated with CAD software. They optimize material usage through digital nesting and ensure high precision. These machines reduce human error and improve repeatability, making them ideal for large-scale production.
Applications: Synthetic uppers, fabric, mass production
Smart Digital Cutting Machine
These are advanced versions of CNC machines with enhanced automation, AI-based nesting, and real-time monitoring. They offer higher efficiency, reduced wastage, and better integration with ERP systems.
Applications: High-end manufacturing, automation-driven factories

Laser Cutting Machine
Laser cutting uses focused laser beams to cut materials with extreme precision. It is suitable for intricate designs and patterns. However, it is mainly used for synthetics and fabrics, as leather may get edge burning.
Applications: Decorative cuts, logos, synthetic materials

Global Suppliers
- Trotec Laser (Austria) – https://www.troteclaser.com
- Golden Laser (China) – https://www.goldenlaser.cc
- ATOM Cutting (Italy) – https://www.atom.it
- BSM (India) – https://shoemakingmachine.in/
- Hudson Cutting (UK) – https://www.hudsoncutting.com
- Suteau Anver (France) – https://www.suteau-anver.com
- Lectra (France) – https://www.lectra.com
- Gerber Technology (USA) – https://www.gerbertechnology.com
- Zünd (Switzerland) – https://www.zund.com
- iECHO (China) – https://www.iechocutter.com
- Fortuna (Germany) – https://www.fortuna-gmbh.de
- Elitron – https://www.elitron.com/macchinari/booster/
- Gbos – https://www.gboslaser.com/
- Emma – https://en.emmagroup.com.cn/
Expert Insight:
Train operators on pressure settings and die handling
Use trial cutting before bulk production


6. Cutting Dies Used in Footwear Manufacturing
Cutting dies are precision tools that define the exact shape, size, and consistency of footwear components. Their design, material, and maintenance directly affect cutting quality.
19 mm Single / Double Edge Steel Dies
These are standard dies used for most upper components. Double edge dies provide additional strength and durability compared to single edge.
They are suitable for leather, lining, and synthetic materials.

32 mm Single Edge Steel Dies
These dies are thicker and stronger, used when deeper penetration is required.
They are suitable for slightly thicker materials or multi-layer cutting.

Block Dies (Wooden/Fiber + Steel)
Block dies combine a wooden or fiber base with a steel cutting edge.
The base provides rigidity and stability during cutting.
They are widely used for repetitive production where die stability is critical.

Forged Dies
Forged dies are manufactured using solid steel and are extremely strong.
They are used for cutting thick leather (outsole bends), rubber, and outsole materials.
They maintain shape even under high pressure, making them ideal for heavy-duty operations

Spring-Loaded Dies
These dies include spring mechanisms that help in controlled pressure distribution and easy release after cutting. They improve cutting precision and reduce operator effort.
Key Control Points:
- Match die type with material thickness and hardness
- Maintain sharp cutting edge at all times
- Avoid mixing dies between styles
- Store dies properly to prevent deformation
Expert Insight:
Use CNC cutting for high repeatability and cost control
Perform regular die inspection and sharpening


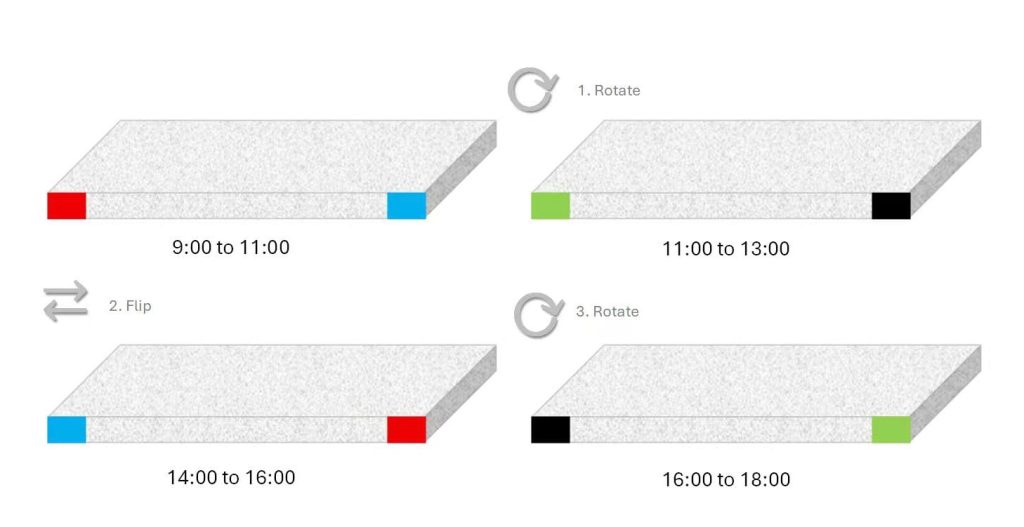
7. Cutting Board Management & Rotation
Cutting boards, also known as cutting pads, are placed beneath the material during cutting. They absorb the impact of the die and protect both the die edge and machine surface. These boards are typically made from high-density polyethylene (HDPE), nylon, or composite plastic materials designed to withstand repeated cutting pressure.
During continuous production, the cutting surface develops grooves and uneven wear due to repeated die impact. If not managed properly, this leads to poor cutting quality, incomplete cuts, and faster die wear. To maintain uniform cutting performance, factories rotate cutting boards every 2 hours or as per production load. Rotation ensures even wear distribution across the surface. Some factories also flip boards periodically to extend their life.
Key Control Points:
- Rotate cutting boards at defined intervals (e.g., every 2 hours)
- Replace boards when excessive grooves appear
- Use correct board material based on cutting load
- Ensure flat and stable board placement
- Replace cutting board if it’s thinned to 10-12mm
Expert Insight:
Maintain die library with identification codes
Use trial cutting before bulk production


8. Fabric & Synthetic Material Cutting
Fabric and synthetic materials differ from leather due to their uniform structure. Therefore, cutting methods focus more on efficiency and consistency.
Factories use marker-based cutting, CNC systems, or multi-layer cutting to improve productivity. Multiple layers are stacked and cut together, but alignment must be controlled to avoid variation. Direction control (warp and weft) is important to maintain stretch and shape stability.
Key Control Points:
- Maintain layer alignment during cutting
- Follow grain direction strictly
- Avoid material shifting during cutting
- Verify marker accuracy before execution
Expert Insight:
Use vacuum tables to stabilize layered materials
Limit layer height to avoid distortion



Frequently Asked Questions – FAQs
1. What is clicking in footwear manufacturing?
Clicking is the process of cutting upper components using dies and machines.
2. Why are multiple cutting methods used?
Different methods support different stages like rough processing and final precision.
3. Which cutting machine is most commonly used?
Swing arm cutting machines are widely used for leather cutting.
4. Why is leather cutting more complex than synthetic?
Because leather has natural variations and defects.
5. What is net cutting?
It is the final precision cutting stage after intermediate processes.
6. Why are forged dies used?
They are used for thick materials requiring high cutting strength.
Expert Insight:
Check first cut sample before full production
Avoid using damaged boards to protect dies
Monitor cutting quality as an indicator of board condition


Explore other Stitching Process Series
- Stitching Process in Footwear Manufacturing: From Cutting to Closing Assembly in Shoe Production
- Raw Material Receipt in Footwear Stitching – Complete Factory Control Guide
- Raw Material Inspection in Footwear Stitching – Stitching Process Series
- Raw Material Preparation for Cutting in Footwear Stitching – Stitching Process Series

Posts you make Like


Troubleshooting Adhesive Bond Failures in Footwear Manufacturing…





