PVC Injection Moulding in Footwear Manufacturing : Process, Machines, Technical Parameters, and Industrial Applications
PVC injection moulding is one of the most widely used technologies in the footwear industry for producing durable, waterproof, and cost-effective footwear. In this process, manufacturers inject softened thermoplastic polyvinyl chloride (PVC) into metal moulds to form soles or complete footwear components.
Because this technology offers high production speed and consistent product quality, many large footwear factories across Asia, Europe, and South America use it extensively. Manufacturers commonly apply PVC injection moulding to produce rain boots, safety footwear, sandals, slippers, and children’s molded shoes.
Compared with traditional sole manufacturing methods, injection moulding provides several advantages. For example, it enables faster production cycles, reduces labour requirements, and reproduces complex tread patterns with high precision. As a result, PVC injection technology remains a cornerstone of high-volume footwear manufacturing.


What is PVC Injection Moulding
PVC injection moulding is a thermoplastic manufacturing process in which manufacturers heat PVC compound until it becomes soft and then inject it into a metal mould under pressure. After the mould cavity fills completely, the material cools and solidifies to form the final footwear component.
Unlike polyurethane injection processes, which rely on chemical reactions between polyol and isocyanate, PVC moulding works purely through thermal softening and cooling. Therefore, factories can often recycle leftover materials such as runners and sprues during production.
Most PVC injection moulding machines use rotary carousel systems with multiple mould stations. While one station performs injection, other stations cool or unload finished products. As a result, this continuous production system significantly improves manufacturing efficiency.
Expert Tip : Footwear factories producing large volumes of PVC footwear typically use rotary machines with eighteen to twenty-four mould stations. This configuration provides sufficient cooling time while maintaining high productivity.


PVC Materials Used in Footwear
Footwear manufacturers rarely process polyvinyl chloride in its pure polymer form. Instead, they formulate PVC compounds using several additives that modify mechanical and processing properties.
- PVC Resin – The base polymer that provides structural strength.
- Plasticizers – It improve flexibility and softness. They allow PVC to remain flexible after moulding.
- Stabilizers – Heat stabilizers prevent PVC from degrading during the heating process.
- Fillers – It reduce cost and adjust hardness or density.
- Pigments – It provide colour and aesthetic appearance.
- Lubricants – It improve material flow during injection moulding.
The proportions of these additives determine the hardness and performance characteristics of the final footwear product.
Pro Tip : Maintaining the correct plasticizer ratio is critical. Too little plasticizer produces brittle soles, while excessive plasticizer can cause surface stickiness or migration over time. Most PVC footwear soles are formulated within a hardness range of 55 – 75 Shore A.


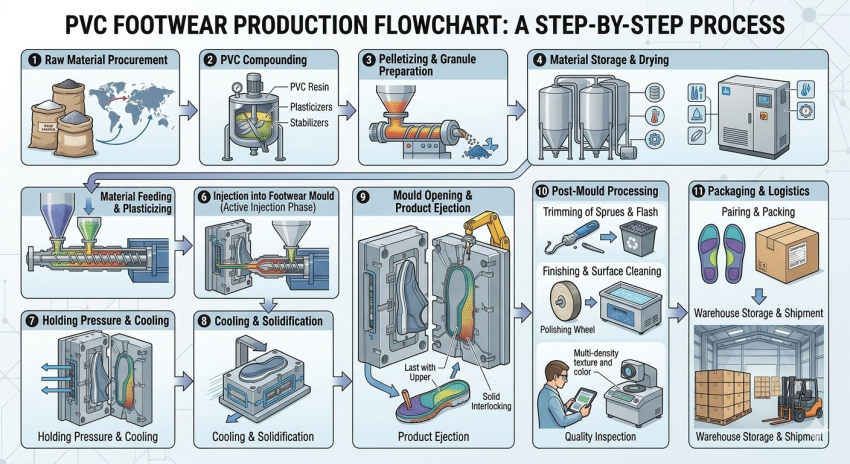
Detailed PVC Injection Moulding Process
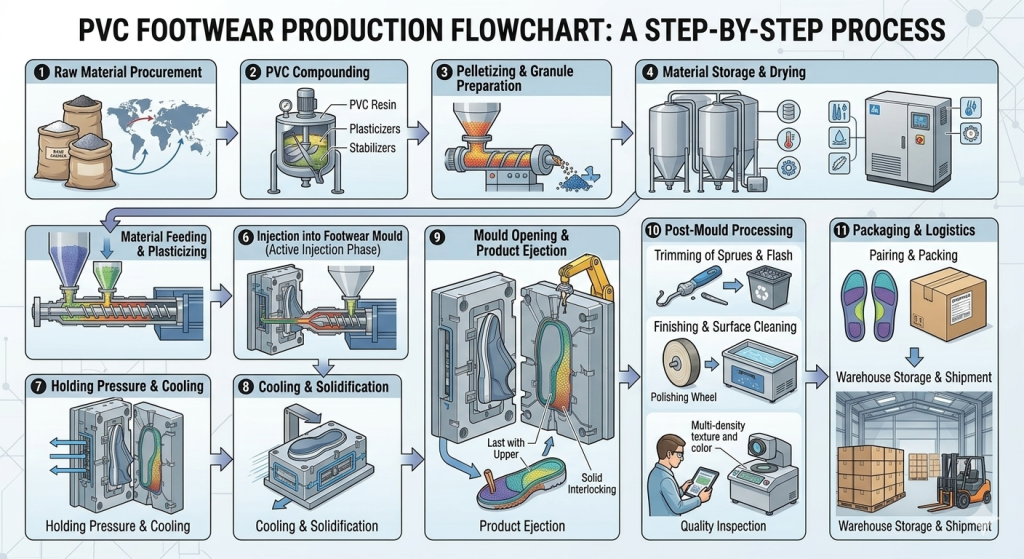
Material Preparation
PVC compounds are usually supplied as pellets or granules. These pellets are fed into the injection machine hopper either manually or through automated feeding systems.
Many large factories use centralized material feeding systems that supply multiple injection machines from a single storage unit.
Pro Tip : Even though PVC absorbs very little moisture, pellets should still be stored in dry environments to prevent surface defects during moulding.
Plasticizing and Heating
Inside the injection machine barrel, the rotating screw conveys the PVC pellets forward while heating them gradually. The combination of heat and mechanical shear converts the pellets into a homogeneous molten material. Typical processing temperatures range from one hundred sixty to one hundred ninety degrees Celsius depending on the compound formulation.
Injection into the Mould
After the PVC becomes molten, the screw injects the material into a closed metal mould under high pressure. The mould cavity determines the sole shape, tread pattern, and surface texture. Therefore, proper mould design plays a critical role in ensuring uniform filling and preventing defects such as trapped air.
Holding Pressure
After the cavity is filled, holding pressure is applied to compensate for material shrinkage. This ensures that the mould cavity remains fully packed as the PVC begins to cool.
Cooling and Solidification
The cooling stage allows the molten PVC to solidify completely before mould opening. However, the required cooling time depends on sole thickness, mould temperature, and cooling channel design.
Mould Opening and Ejection
After cooling, the mould opens and the finished product is ejected. The mould then rotates to the next station where the cycle repeats.
Trimming of Sprues and Flash
After mould ejection, excess PVC material such as sprues, runners, and flash formed during injection is removed. This trimming process ensures the footwear achieves the correct shape and clean edges. The removed PVC scrap is often collected and recycled.
Finishing and Surface Cleaning
The molded footwear is cleaned to remove dust, oil residues, and small PVC particles generated during moulding and trimming. Surface cleaning improves product appearance and prepares the footwear for quality inspection.
Quality Inspection
Each footwear piece is inspected to ensure it meets quality standards. Inspectors check parameters such as surface finish, colour consistency, dimensions, weight, and structural integrity to identify any defects.
Pairing and Packing
After passing inspection, left and right shoes are matched according to size and colour to form pairs. The paired footwear is then packed in polybags, cartons, or retail boxes based on customer requirements.
Warehouse Storage and Shipment
Packed footwear cartons are stored in the warehouse before distribution. Products are organized by style, size, and order destination until they are prepared for shipment to distributors or export markets.



PVC Injection Moulding Process Parameters
Proper control of processing parameters is essential to achieve consistent product quality.
Barrel Temperature
- Feeding Zone 140–160°C
- Compression Zone 155–175°C
- Metering Zone 165–185°C
- Nozzle 170–190°C
- Injection Pressure – Typical range 60 – 120 MPa
- Holding Pressure – Typical range 40 – 80 MPa
- Injection Time – Typical range 3 – 8 Secs.
- Dwell Time – Typical range 5 – 15 Secs.
- Cooling Time – Typical range 20 – 60 Secs.
Number of Stations in Rotary Machines
- Small machines typically have 12 – 16 Stations.
- Medium machines have 18 – 24 stations.
- Large machines may have 24 – 30 stations.
These multiple stations allow the machine to maintain continuous production while products cool.
Pro Tip : PVC begins to degrade above two hundred degrees Celsius, producing discoloration and fumes. Accurate temperature control is therefore essential.

Machinery Used in Direct Injection Footwear Production
Modern footwear factories use rotary direct injection machines that allow continuous and automated production.A typical injection machine consists of several key systems.
- Injection Unit – Responsible for heating, mixing, and injecting the sole material into the mould.
- Rotary Table – A circular table containing multiple mould stations where shoes move from one stage to another.
- Mould System – Defines the shape, pattern, and thickness of the outsole.
- Cooling System – Ensures the injected material solidifies properly before mould opening.
- Control System – Modern machines include digital control systems that regulate Temperature, Injection Pressure, Material Dosage, Production Cycle Time
These machines allow footwear factories to produce thousands of pairs per day with consistent quality.


PVC Injection Machine Technical Specifications
Typical specifications for rotary PVC footwear injection machines used in factories are shown below.
- Machine Type: Rotary injection moulding machine
- Number of Stations: 12–30
- Injection Capacity: 600–2000 cubic centimeters
- Screw Diameter: 60–90 millimeters
- Injection Pressure: 60–120 MPa
- Heating Power: 10–25 kilowatts
- Hydraulic Motor Power: 15–35 kilowatts
- Clamping Force: 80–200 tons
- Production Capacity: Approximately 1200 to 3500 pairs per day depending on product type
- Machine Weight: 6 to 12 tons
Pro Tip : Some advanced machines are equipped with dual injection units, allowing manufacturers to produce multi-colour or dual-density footwear.



Types of Footwear Produced Using PVC Injection
PVC injection moulding is widely used for manufacturing several footwear categories.
- Rain Boots: These boots provide excellent waterproof protection and durability.
- Safety Footwear: PVC is used in industrial footwear where resistance to chemicals and water is required.
- Sandals and Slippers: PVC moulding allows fast production of low-cost casual footwear.
- Children’s Footwear: Colourful molded designs make PVC suitable for children’s products.
PVC vs PU vs EVA Injection Footwear Comparison
Properties Comparison
- PVC Medium weight good durability low cost excellent water resistance
- PU Medium weight excellent cushioning high durability moderate cost
- EVA Very lightweight excellent cushioning moderate durability commonly used in sports footwear
PVC is commonly used for boots and molded sandals because of its durability and low cost. PU is preferred for safety footwear due to superior cushioning and bonding strength. EVA is widely used in sports shoes where lightweight construction is important.
Common Defects in PVC Injection Footwear and How to Solve Them
Short Shot
- Cause: Low injection pressure or insufficient temperature
- Solution: Increase injection pressure and adjust temperature
Sink Marks
- Cause: Insufficient holding pressure or uneven cooling
- Solution: Increase dwell time and improve cooling channels
Flash Formation
Cause: Excessive injection pressure or poor mould clamping
Solution: Reduce pressure and inspect mould alignment
Surface Bubbles
- Cause: Trapped air or poor mould venting
- Solution: Improve venting and adjust injection speed
Colour Streaking
- Cause: Poor pigment mixing or inconsistent temperature
- Solution: Improve compound mixing and stabilize temperature control
Expert Tip : Most PVC injection defects originate from improper temperature control, pressure variation, or inadequate mould venting.

Advantages of PVC in Footwear Manufacturing
PVC remains one of the most widely used thermoplastic materials in the footwear industry because of its excellent processability, durability, and cost efficiency. Many large-scale footwear factories prefer PVC injection moulding for producing molded boots, sandals, and slippers where high production volume and consistent product quality are essential.
One of the biggest advantages of PVC is that it can be easily processed in rotary injection machines, allowing manufacturers to produce thousands of pairs of footwear per day with relatively low production cost.
Key advantages include
- Low Material Cost: PVC is significantly cheaper compared to materials like PU and TPU. This makes it ideal for mass-market footwear products where cost control is important.
- Excellent Durability: PVC footwear provides good resistance to abrasion, chemicals, and moisture. This makes it suitable for products such as rain boots, industrial boots, and outdoor sandals.
- Waterproof Properties: PVC is naturally waterproof, which makes it an excellent material for footwear designed for wet environments.
- High Production Efficiency: PVC injection machines can operate continuously with rotary multi-station configurations. This enables factories to achieve high daily production output.
- Good Design Flexibility: The material can easily be colored and moulded into different shapes, textures, and patterns. This allows manufacturers to produce attractive footwear designs.
- Recyclability: PVC scrap generated during trimming or moulding can often be reprocessed and reused, reducing material waste.
Expert Tip : In many footwear factories, PVC compounds are customized with different plasticizer ratios to achieve specific hardness levels between Shore A 45 and Shore A 80 depending on the product type.
Disadvantages of PVC in Footwear Manufacturing
Although PVC offers several advantages, it also has certain limitations that manufacturers must consider when selecting materials for footwear production. Compared with modern materials such as EVA and PU, PVC footwear may not provide the same level of comfort, flexibility, or cushioning.
Key disadvantages include
- Heavier Weight: PVC footwear tends to be heavier than EVA-based footwear. This can reduce comfort for long-duration wear.
- Limited Cushioning: PVC does not provide the same level of shock absorption as PU or EVA materials, which are commonly used in athletic footwear.
- Environmental Concerns: Traditional PVC formulations may contain plasticizers that raise environmental and regulatory concerns in some markets.
- Heat Sensitivity: PVC footwear can soften or deform under high temperatures, especially when exposed to prolonged heat.
- Limited Breathability: PVC is not breathable, which can reduce comfort in hot climates when used for closed footwear.
Expert Tip : Many modern footwear factories now use phthalate-free plasticizers and eco-friendly PVC formulations to meet environmental regulations and export requirements.
Quality Control in PVC Injection Moulding
Quality control ensures that molded footwear meets performance standards. Inspectors typically evaluate hardness, colour consistency, weight, dimensional accuracy, and surface finish. In addition, many modern factories install inline inspection systems near injection machines. Consequently, operators can detect and correct defects immediately.
Future Trends in PVC Footwear Manufacturing
The PVC footwear industry continues to evolve through improvements in material formulation and machine automation. For example, manufacturers increasingly use phthalate-free plasticizers, improved recycling systems, and energy-efficient injection machines. Furthermore, automated production monitoring now allows factories to track process parameters in real time. As a result, these innovations help manufacturers reduce environmental impact while maintaining high production efficiency.
Conclusion
PVC injection moulding remains a fundamental technology in the footwear industry because it enables efficient mass production of waterproof, durable, and cost-effective footwear products.
Although modern materials such as PU and EVA dominate athletic footwear markets, PVC still plays an essential role in several segments, including rain boots, molded sandals, and industrial footwear. Moreover, ongoing improvements in machine automation and compound technology continue to strengthen the relevance of PVC injection moulding in global footwear manufacturing.
Major Global PVC Footwear Injection Machine Suppliers
DESMA – USA
DESMA is one of the world’s most recognized manufacturers of footwear injection moulding machines. The US company develops advanced direct-soling and injection systems used to manufacture safety footwear, sports shoes, and molded soles. Their rotary injection machines support PU, TPU, rubber, and thermoplastic materials. DESMA machines are widely used by major footwear brands and OEM factories due to their high automation, accurate dosing systems, and consistent product quality.
Main Group – Italy
Main Group Technologies is an Italian manufacturer specializing in direct injection and moulding machines for the footwear industry. Their equipment is widely used for PU, TPU, PVC, and rubber sole production. Main Group machines are known for flexible configuration, multi-density sole capability, and energy-efficient design. Many European and Asian footwear manufacturers use Main Group systems for high-volume sole injection production.
GUSBI – Italy
GUSBI Officine Meccaniche manufactures advanced injection and pouring systems used in footwear sole production. Their equipment supports materials such as PU, TPU, and thermoplastics. GUSBI machines are recognized for high-precision metering units, modern automation controls, and multi-component injection technology. The company supplies machinery to footwear factories producing safety footwear, fashion footwear, and athletic soles.
Kou Yi Iron Works – Taiwan
Kou Yi Iron Works is a Taiwanese manufacturer known for PVC and TPR footwear injection machines. Their equipment is widely used in factories producing molded sandals, slippers, and casual footwear. Kou Yi machines are appreciated for durable mechanical design, simple maintenance requirements, and stable injection systems that allow continuous high-volume production.
Dongguan Kingrich Machinery – China
Dongguan Kingrich Machinery produces a wide range of footwear injection moulding machines capable of processing PVC, EVA, TPU, and rubber materials. The company provides complete production solutions including machines, molds, and technical support. Kingrich equipment is widely used in Asia, Africa, and South America due to its competitive pricing and flexible machine configurations.
King Steel Machinery – Taiwan
King Steel Machinery manufactures injection moulding equipment for PVC, TPR, and thermoplastic footwear production. Their rotary machines are commonly used for producing molded sandals, slippers, and boots. The company focuses on strong mechanical construction, reliable injection control, and consistent production quality suitable for large-scale manufacturing.
Tung Yu Hydraulic Machinery – Taiwan
Tung Yu Hydraulic Machinery is a global manufacturer of rubber and thermoplastic injection moulding machines used in multiple industries including footwear. Their machines support high-pressure injection processes required for rubber soles, PVC components, and thermoplastic footwear parts. Tung Yu equipment is known for robust hydraulic systems, precise temperature control, and long service life.
Dongguan Kingstone Machinery – China
Dongguan Kingstone Machinery supplies thermoplastic injection machines for PVC, EVA, and TPU footwear manufacturing. Their machines are widely used for molded boots and sandals. Kingstone focuses on automated rotary tables, high-efficiency heating systems, and flexible mould configurations that allow factories to produce multiple footwear styles with minimal downtime.
Frequently Asked Questions (FAQs)
What is PVC injection moulding in footwear manufacturing?
PVC injection moulding is a manufacturing process where molten PVC material is injected into a metal mould to form the shape of footwear components such as boots, sandals, or slippers. After cooling and solidification, the molded footwear is removed from the mould and finished through trimming and inspection.
What types of footwear are commonly produced using PVC injection?
PVC injection moulding is widely used for producing, Rain boots, Industrial safety boots, Sandals
Slippers, Children’s molded footwear. These products benefit from PVC’s waterproof and durable properties.
What temperature is used in PVC injection moulding?
Typical barrel temperatures used in PVC injection moulding range between 140°C and 190°C, depending on the machine configuration and material formulation.
How many stations does a PVC injection machine usually have?
Most rotary PVC injection machines used in footwear factories have 12 to 30 stations. Multi-station machines allow continuous production and higher manufacturing efficiency.
What is the production capacity of a PVC injection machine?
Production capacity depends on the machine size and mould configuration. A typical rotary injection machine can produce approximately 1,200 to 3,000 pairs of footwear per day.
Is PVC footwear waterproof?
Yes. PVC is naturally waterproof, which makes it ideal for products such as rain boots and outdoor footwear used in wet environments.
Can PVC footwear be recycled?
In many cases, PVC scrap generated during the manufacturing process can be recycled and reused in new production batches, reducing material waste.