
Moss Backing for Unlined Leather Uppers: Sealing the Flesh Side to Enhance Comfort, Performance and Quality
In premium unlined footwear construction, the flesh side of crust or finished leather is directly exposed to the wearer’s foot or sock. Without treatment, the open corium structure causes nap shedding, dye and fatliquor migration, sock staining, and reduced comfort — all leading to visible quality defects after lasting and customer complaints.
A specialised moss backing (also known as moss finish, flesh-side sealing finish or moss-back coating) applies a thin, flexible polymer film that compacts loose fibres, locks in chemicals, and creates a smooth, clean inner surface. This finishing step is now standard in high-quality unlined casual, fashion, minimalist and “barefoot” footwear production.

Primary Functions of Moss Backing on the Flesh Side
- Compacts and seals open corium fibres → eliminates nap raising and fibre shedding
- Prevents migration of dyes, fatliquors and finishing agents onto socks or skin
- Delivers superior tactile feel and long-term wearer comfort
- Provides visual uniformity of the inner upper surface
- Facilitates cleaner lasting, folding, stitching and cementing operations
Materials Used in Modern Moss Backing Formulations (2024–2025)
All current formulations are water-based and REACH / ZDHC compliant.
| Component | Typical Type | Purpose |
|---|---|---|
| Film former | Acrylic or polyurethane dispersion | Forms elastic sealing layer |
| Pigments / dyes | Fine pigment pastes | Colour matching or uniform tone |
| Fillers | Silica, kaolin or polymeric micro-particles | Levels open structure |
| Softeners | Wax emulsions, silicones | Maintains suppleness |
| Cross-linkers (optional) | Isocyanate or aziridine | Increases rub and flex resistance |
| Carrier | Water (low-VOC or VOC-free) | Environmental compliance |
Standard Application Process in Footwear Factories
- Leather preparation – clean, dry crust; light buffing (240–320 grit) to remove loose fibres
- Application – reverse roller coater, spray booth or curtain coater (wet add-on 60–100 g/ft² or 80–130 g/m²)
- Drying – convection tunnel 70–90 °C or RF drying
- Mechanical conditioning – staking or rotary ironing to restore softness
- Quality control tests
- Dry/wet rub fastness ≥ 4 (grey scale) – SATRA TM173
- Bally flex ≥ 50 000 cycles without cracking
- Colour migration to white cotton (ISO 15701) – no visible transfer
- Nap shedding (internal brush test) – zero loose fibres


Documented Performance Benefits
- 90 % reduction in dye-transfer complaints on white socks
- Significant improvement in Veslic and Bally flex values on flesh side
- Lower rejection rate during lasting due to cleaner flesh surface
- Higher perceived quality in minimalist and unlined sneaker/loafer segments
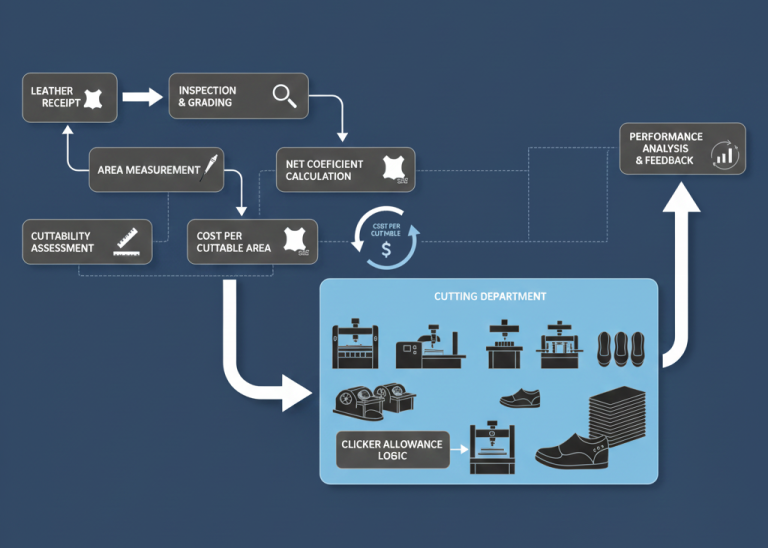
Integration into Quality Management System (QMS)
Factories producing unlined uppers must specify in technical packages:
- Exact product code and supplier of the moss backing finish
- Application weight (g/m²) and tolerance (±10 %)
- Mandatory test parameters and minimum acceptable values
- Approved equipment and drying profile


Conclusion
Implementing a controlled moss backing process on the flesh side is no longer optional for brands and factories targeting the premium unlined footwear segment. It directly impacts wearer comfort, durability, cleanliness and long-term brand reputation..





{kind=link}