Why the Farnsworth-Munsell 100 Hue Test Is Essential in Footwear Quality Control
Estimated Reading Time: ~ 8 minutes
Introduction
In the fast-paced world of footwear manufacturing, where global supply chains span continents and production volumes reach millions of pairs annually, color consistency isn’t just an aesthetic detail—it’s a make-or-break factor for brand integrity and profitability. Imagine a high-end sneaker line launching with subtle hue variations across batches: one factory’s “vibrant crimson” turns out slightly more orange than another’s “true red.” Such discrepancies don’t just irk designers; they trigger customer complaints, spike return rates by up to 15-20% according to industry reports, and erode trust in the brand. In fact, inconsistent colors and finishes rank among the top five quality issues in footwear production, often stemming from variations in dyeing processes, environmental factors like humidity and temperature, or even the subjective judgment of quality inspectors.
These challenges are exacerbated by the complexity of modern footwear: multi-material constructions involving leather, synthetics, suede, and mesh, each absorbing dyes differently. A 2023 survey by the Footwear Distributors and Retailers of America highlighted that color mismatches account for nearly 25% of production rework, costing manufacturers millions in scrap and delays. That’s where rigorous quality control (QC) protocols shine, and at the heart of many is the Farnsworth-Munsell 100 Hue Test (FM-100). This time-tested assessment ensures that QC teams possess the sharp color discrimination needed to catch defects before they ship. Adopted by leading brands like Nike and Adidas, as well as testing labs such as Intertek and UL Solutions, the FM-100 isn’t optional—it’s essential for minimizing waste, ensuring compliance with standards like ISO 9001, and delivering products that wow consumers.
The History and Evolution of the Farnsworth-Munsell 100 Hue Test
Developed in the 1940s by Dean Farnsworth and based on the Munsell color system—a perceptual model that arranges colors by hue, value, and chroma—the FM-100 was originally designed to screen pilots and military personnel for color vision deficiencies during World War II. Over the decades, it evolved into a gold standard for industries beyond aviation, including textiles, printing, and manufacturing. Today, it’s administered worldwide under controlled conditions, with digital scoring software enhancing its precision. Unlike binary “pass/fail” tests, the FM-100 quantifies subtle aptitude, making it ideal for roles where even minor hue shifts can spell trouble. In footwear, where seasonal collections demand exact matches across global suppliers, this granularity prevents the “batch roulette” that plagues production.
What Is the Farnsworth-Munsell 100 Hue Test?
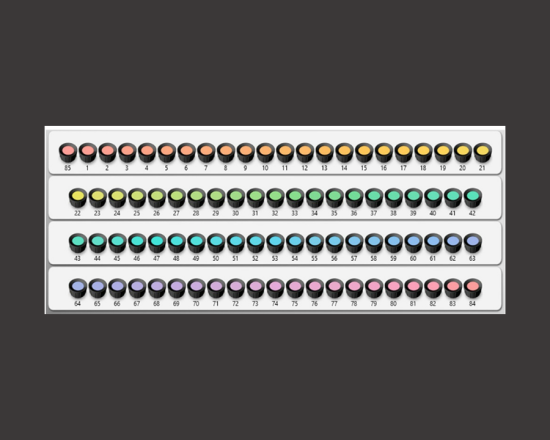
At its core, the FM-100 Hue Test is a psychometric tool that measures an individual’s ability to perceive and sequence subtle hue differences across the full visible spectrum. Despite the “100” in its name— a nod to its original intent—the test actually features 85 colored caps, not 100, to avoid confusion with the total possible positions. These caps are glossy, matte-finish discs in neutral gray trays, ensuring reflections don’t skew judgments. The test’s elegance lies in its simplicity: no reading, no shapes to identify—just pure hue discrimination.


Tray and Cap Structure
The test is divided into four trays, each capturing a quadrant of the Munsell color wheel:
- Tray 1: Red to yellow hues (warm tones, critical for leather and synthetic dyes).
- Tray 2: Yellow to green (subtle shifts often missed in eco-friendly fabrics).
- Tray 3: Green to blue (key for mesh and lining materials).
- Tray 4: Blue to purple/red (vital for vibrant accents like laces or outsoles).
Each tray holds 21 caps: two fixed anchor caps at the ends (providing reference points) and 19 movable ones that must be arranged to create a seamless gradient. This yields 76 movable caps total, with 84 including anchors and one spare for calibration. The caps are numbered 1-85, corresponding to Munsell notations, and spaced to represent equal perceptual steps—about 2.5 Munsell hue units apart.
Participants work in a distraction-free environment, typically under D65 standardized daylight (5,000K cool white light simulating north-sky daylight). The entire test takes 10-15 minutes, with no prior training required, though fatigue can influence results, so morning sessions are recommended. Specifically, the recommended time for arranging caps in each of the four trays is about 2 minutes per tray, allowing for a total hands-on arrangement phase of around 8 minutes, plus brief setup and scoring.
Detailed Administration Procedure
To administer the FM-100 effectively:
- Setup: Place trays on a neutral gray surface in a light booth with D65 illumination. Ensure the room is dimly lit to prevent ambient interference.
- Instructions: Tell the participant: “Arrange these caps between the fixed ends to form a smooth progression of color, as if blending paints imperceptibly.”
- Execution: Start with Tray 1, timing each (aim for 2-3 minutes per tray). Observe for patterns, like clustering errors in blues (common in tritan defects).
- Documentation: Photograph arrangements before scoring for records.
This hands-on approach not only tests aptitude but builds awareness of personal biases.
Scoring and Interpretation: A Deeper Dive
Scoring the FM-100 transforms subjective arrangement into objective metrics via the Total Error Score (TES). Unlike simple transposition counts, TES accounts for both the number of misplacements (transpositions) and their severity (how far off each cap is).
The Scoring Formula
For each of the 76 movable caps, calculate the error as the absolute difference between its placed position and correct position, squared to penalize larger deviations:
Error for Cap i = (Placed Position_i – Correct Position_i)^2
Then, sum these for the TES: TES = Σ (Errors for all caps)
Adjacent cap errors are also factored in some advanced models to capture “chain” mistakes, where one transposition ripples outward. Software like X-Rite’s FM-100 app automates this, generating polar graphs that plot errors by hue quadrant—peaks indicate deficiency axes (e.g., red-green protan/deutan).
Interpretation Ranges and Implications
- 0–16 TES (Superior Discrimination): Achieved by ~16% of the population. Ideal for elite QC roles; errors are minimal, often 0-4 transpositions. In footwear, this ensures detection of 1-2 Delta E (color difference) variances.
- 17–100 TES (Average Discrimination): ~68% of people score here on first tries. Suitable for general tasks but risky for high-stakes approvals—retests can drop scores by 10-20 points with practice.
- 100+ TES (Poor Discrimination): ~16% range; signals deficiencies needing accommodation, like pairing with spectrophotometers. Retests stabilize scores, but >200 often bars color-critical duties.
These ranges, validated over decades, correlate with real-world performance: superior scorers spot defects 30% faster. In manufacturing, annual retesting tracks age-related declines (hue sensitivity peaks at 20-30, wanes post-50).
Why It Matters in Footwear Quality Control: Real-World Impact
Footwear production’s color pipeline—from lab dips to bulk dyeing—brims with pitfalls. Variations in water pH, dye lot impurities, or even machine calibration can shift hues by 3-5 Munsell units, invisible to the untrained eye but glaring under retail lights. Without FM-100-vetted inspectors, brands face:
- Customer Dissatisfaction: Mismatched pairs lead to 10-15% higher returns, per a 2024 Global Footwear Insights report.
- Increased Returns and Waste: Reworking 5% of a 100,000-pair run costs $50,000+ in labor and materials.
- Brand Inconsistency: Seasonal collections falter, diluting marketing claims like “true-to-sample.”
Case in point: A major athletic brand once recalled 50,000 units due to “off-shade” midsoles, traced to untested QC staff. Post-FM-100 implementation, defect rates dropped 40%. By certifying teams, many brands integrate FM-100 into hiring, slashing subjectivity and aligning with Pantone standards.

Other Color Vision Tests Used in Manufacturing
While the FM-100 excels at fine discrimination, it’s often paired with screening tools for comprehensive assessment:
| Test | Purpose | Format | Key Insight |
|---|---|---|---|
| Ishihara Plates | Detects red-green color blindness | Identify numbers in dot patterns | Quick (5 min), 90% sensitive |
| Farnsworth D-15 Test | Detects moderate/severe deficiencies | Arrange 15 colored caps | Faster alternative to FM-100 |
| HRR (Hardy-Rand-Rittler) | Detects red-green and blue-yellow issues | Identify shapes and colors | Strong for tritan anomalies |
| City University Test | Assesses color confusion lines | Choose closest matching color | Quantifies confusion indices |
| Cambridge Color Test | Computer-based hue discrimination | Interactive digital test | Adaptive, app-friendly |
Best Practices for Administering the FM-100 Test and Broader Color QC
To maximize the FM-100’s value, integrate it into a robust protocol. Here’s an expanded guide drawn from industry leaders like X-Rite and Konica Minolta:
- Standardize Lighting: Always use D65 booths (e.g., SpectraLight QC). Allow 5-10 minute warm-up; avoid fluorescents, which distort blues by 5-10 units.
- Neutral Environment: Inspectors should wear gray/white attire; use matte gray backgrounds to eliminate biases. Viewing angle: 45° perpendicular for consistency.
- Team Calibration: Form a “color committee” of 3-5 certified members for consensus checks. Rotate roles to counter fatigue—limit sessions to 30 minutes.
- Periodic Retesting: Administer FM-100 annually, or bi-annually for aging staff. Track trends; scores >20% drift warrant training.
- Holistic Workflow Integration: Pair with digital tools like spectrophotometers for objective Delta E measurements (<2.0 tolerance). Document via apps for audits.
- Sample Preparation: Clean swatches ultrasonically; view wet/dry states. For footwear, test under multiple sources (D50 for print, A for incandescent) to simulate retail.
- Training and Awareness: Educate on common pitfalls, like metamerism (colors matching under one light but not another). Simulate defects in workshops.
- Inclusivity Measures: Accommodate deficiencies with aids like EnChroma glasses or software filters, ensuring diverse teams without compromising quality.
These practices, per AATCC1 guidelines, can reduce color rejects by 25-50%, fostering a culture of precision.
Conclusion
In the color-critical arena of footwear manufacturing, the Farnsworth-Munsell 100 Hue Test stands as a beacon of reliability, bridging human perception with production excellence. By honing QC teams’ abilities to discern the subtlest shifts, it safeguards against the pitfalls of inconsistency, curbing costs and elevating brand loyalty. As sustainability pressures mount—think recycled dyes prone to variability—tools like the FM-100 will only grow in importance, paving the way for smarter, greener factories.
For manufacturers, designers, or QC leads, the message is clear: Don’t leave color to chance. Certify your team today and step confidently into a hue-perfect future.
- The American Association of Textile Chemists and Colorists ↩︎